一种电池
电芯用ocv测试装置
技术领域
1.本实用新型涉及电芯技术领域,具体为一种电池电芯用ocv测试装置。
背景技术:
2.电芯作为
动力电池的最小单位,也是电能存储单元,它必须要有较高的能量密度,以尽可能多的存储电能,使电动汽车拥有更远的续航里程。除此之外,电芯的寿命也是最为关键的因素,任何一颗电芯的损坏,都会导致整个
电池包的损坏。因此,在电芯生产过程中,必须进行相关测试,以更好地保障动力电池的品质。
3.ocv测试是对于单体电池开路电压、交流内阻、壳体电压的测试,是电池生产制程重要的一环,需达到0.1mv的ocv精度和1mv的壳体电压精度要求,通过ovc测试实现对电芯的分选。ocv全称(opencircuitvoltage)开路电压,ocv测试主要是通过连接在电压测试仪和内阻测试仪上的探针,压在软包电池的正负极耳上测量电池特性。目前的ocv测试,主要是半自动检测,通过工人手动把电池放置在测试装置中,通过测试装置的探针抵接在电池的正、负极耳处,从而对电池进行ocv测试,再通过人工进行下料、分选。然而,这种ocv测试的治具自动化程度低,测试效率低,且人工作业,劳动量大,成本高。
技术实现要素:
4.本实用新型的目的在于提供一种电池电芯用ocv测试装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种电池电芯用ocv测试装置,包括机台,所述机台上设有间歇式送料机构,所述间歇式送料机构的输入端设有上料皮带输送线,所述间歇式送料机构的输出端设有同步带输送机,所述间歇式送料机构的靠近输入端的一侧设有ocv测试机构,所述ocv测试机构的远离上料皮带输送线的侧面设有不良品皮带输送线,所述间歇式送料机构的靠近输出端的一侧设有极性翻转机构,所述上料皮带输送线和间歇式送料机构之间架设有第一搬运机构,所述间歇式送料机构和不良品皮带输送线之间架设有第二搬运机构,所述上料皮带输送线的侧边设有扫码器;
6.所述极性翻转机构包含第二立柱,所述第二立柱竖直固定于机台上,所述第二立柱的靠近间歇式送料机构的侧面设有第四升降气缸,所述第四升降气缸的远离第二立柱的侧面连接有旋转气缸,所述旋转气缸的远离第二立柱的侧面连接有第三夹爪气缸。
7.进一步优选,所述第四升降气缸为无杆气缸,占用空间小;所述第四升降气缸与旋转气缸之间设有第二直线导轨,所述第二直线导轨的导轨与第四升降气缸相连接,所述第二直线导轨的滑块于旋转气缸相连接,通过第二直线导轨的设置,便于第三夹爪气缸抓取电池时的位置自调整,保证电池的有效抓取。
8.进一步优选,所述第二直线导轨的导轨两端均设有一个限位板,两个所述限位板与第二直线导轨的滑块之间均连接有至少一根销轴,所述销轴与限位板活动连接,所述销轴上套设有弹簧,通过销轴和弹簧的设置,保证第二直线导轨的滑块能够水平移动,进而保
证旋转气缸和第三夹爪气缸的位置自调整,同时通过弹簧能够实现抓取电池后旋转气缸和第三夹爪气缸的位置复位。
9.进一步优选,所述间歇式送料机构包含两个平行设置的料架,用于电池的放置;两个所述料架的中间设有升降板,所述升降板的中间下方设有第一升降气缸,通过第一升降气缸驱动升降板升降,实现将电池顶起,便于电池的间歇式搬运;所述第一升降气缸连接有支撑板,所述支撑板平行设置于升降板的下方,所述支撑板的下方设有固定于机台上的第一直线导轨,所述第一直线导轨为双滑块结构,所述支撑板的两端分别与第一直线导轨的两个滑块相连接,所述支撑板的一端连接有第一水平气缸。通过第一水平气缸能够驱动支撑板沿着第一直线导轨水平移动,带动升降板和第一升降气缸水平同步移动,实现对电池的位置移动。
10.进一步优选,所述支撑板与升降板之间设有呈矩形阵列排列的多根导向件,所述导向件由导杆和直线轴承组成,通过导向件保证升降板的升降平稳。其中,直线轴承安装于支撑板上,导杆和升降板固定连接,导杆的下端插设于直线轴承内。
11.进一步优选,所述升降板上沿着间歇式送料机构的送料方向设有多对垫块,所述垫块为阶梯型结构设置,每对所述垫块均对称设置于升降板上,通过成对的垫块的设置,用于垫块的位置限位,保证垫块在被顶起和移动过程中不会发生移动或掉落,保证电池的移动位置准确。
12.进一步优选,所述ocv测试机构包含第一立柱,所述第一立柱竖直固定于机台上,所述第一立柱的靠近间歇式送料机构的侧面设有第二水平气缸,所述第二水平气缸的活塞杆伸向间歇式送料机构且连接有安装块,所述安装块上安装有探针,所述探针连接有电压测试仪和内阻测试仪。通过第二水平气缸驱动安装块移动,带动探针移动,实现探针与电池电芯的正负极的连接,实现对电池电芯的电压和内阻的检测。
13.进一步优选,所述第一搬运机构包含第一支架,所述第一支架竖直固定于机台上,所述第一支架的上方安装有沿上料皮带输送线输送方向设置的第一直线模组,所述第一直线模组的靠近上料皮带输送线的侧面连接有第二升降气缸,所述第二升降气缸的下端活塞杆端连接有第一夹爪气缸。通过第一夹爪气缸能够抓取上料皮带输送线上的电池,通过第二升降气缸能够调节第一夹爪气缸的高度位置,便于第一夹爪气缸对电池的抓取和放下,通过第一直线模组能够带动第二升降气缸水平移动,实现将第一夹爪气缸抓取的电池从上料皮带输送线上搬运至间歇式送料机构的料架上。
14.进一步优选,所述第二搬运机构包含第二支架,所述第二支架竖直固定于机台上,所述第二支架的上方安装有沿不良品皮带输送线输送方向设置的第二直线模组,所述第二直线模组的靠近不良品皮带输送线的侧面连接有第三升降气缸,所述第三升降气缸的下端活塞杆端连接有第二夹爪气缸。通过第二夹爪气缸能够抓取间歇式送料机构的料架上的电池,通过第三升降气缸能够升降第二夹爪气缸,便于第二夹爪气缸对电池的抓起和放下,通过第二直线模组能够驱动第三升降气缸水平移动,实现将间歇式送料机构的料架上的检测不良的电池搬运至不良品皮带输送线上。
15.有益效果:本实用新型的电池电芯用ocv测试装置,通过上料皮带输送线实现电池的上料,通过间歇式送料机构实现电池的间歇传送,便于ocv测试机构、第二搬运机构即极性翻转机构的同步作业,能够有效提高电池的测试作业;通过不良品皮带输送线能够实现
测试不良的电池的输送,通过ocv测试机构实现对电池电芯的电压和内阻的检测,通过极性翻转机构实现对电池翻转,使电池的正负电极对调,便于后续的电池作业;该ocv检测装置实现了电池ocv检测的全自动作业,自动化程度高,速度快、效率高,能够节约人工劳动量,节约人工成本。
附图说明
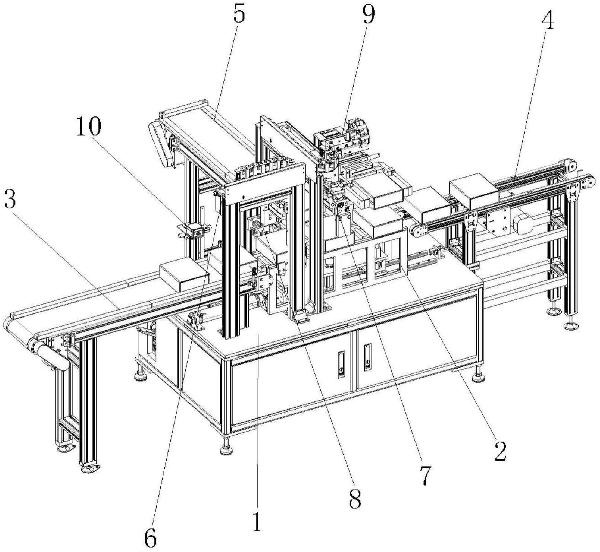
16.图1为本实用新型实施例所公开的电池电芯用ocv测试装置的轴测结构示意图;
17.图2为本实用新型实施例所公开的电池电芯用ocv测试装置的主视结构示意图;
18.图3为本实用新型实施例所公开的极性翻转机构的结构示意图;
19.图4为本实用新型实施例所公开的间歇式送料机构的结构示意图;
20.图5为本实用新型实施例所公开的ocv测试机构的结构示意图;
21.图6为本实用新型实施例所公开的第一搬运机构的结构示意图;
22.图7为本实用新型实施例所公开的第二搬运机构的结构示意图。
23.附图标记:1-机台,2-间歇式送料机构,21-料架,22-升降板,23-垫块,24-第一升降气缸,25-支撑板,26-第一直线导轨,27-第一水平气缸,28-导向件,3-上料皮带输送线,4-同步带输送机,5-不良品皮带输送线,6-第一搬运机构,61-第一支架,62-第一直线模组,63-第二升降气缸,64-第一夹爪气缸,7-第二搬运机构,71-第二支架,72-第二直线模组,73-第三升降气缸,74-第二夹爪气缸,8-ocv测试机构,81-第一立柱,82-第二水平气缸,83-安装块,84-探针,9-极性翻转机构,91-第二立柱,92-第四升降气缸,93-旋转气缸,94-第三夹爪气缸,95-第二直线导轨,96-限位板,97-销轴,98-弹簧,10-扫码器。
具体实施方式
24.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
25.如图1-7所示,一种电池电芯用ocv测试装置,用于电池电芯的ocv测试,通过ocv测试机构8对电池电芯的电压、内阻进行测试,测试ok的通过极性翻转机构9将电池翻转180度后通过同步带输送机4输送至下个工序,而测试ng的则通过不良品皮带输送线5单独输送出去。该ocv测试装置包括机台1,机台1上设有间歇式送料机构2,通过间歇式送料机构2能够将电池间歇式的输送,便于在进行ocv测试机构8进行测试时,极性翻转机构9能够同时对该工位的电池进行翻转,实现多个工位的同步作业。间歇式送料机构2的输入端设有上料皮带输送线3,用于电池的上料;间歇式送料机构2的输出端设有同步带输送机4,用于将ocv测试ok的电池输送至下个工位,便于后续的人工涂胶能作业;间歇式送料机构2的靠近输入端的一侧设有ocv测试机构8,实现对电池电芯的电压、内阻的测试;ocv测试机构8的远离上料皮带输送线3的侧面设有不良品皮带输送线5,用于ocv测试不良的电池的输送;间歇式送料机构2的靠近输出端的一侧设有极性翻转机构9,用于电池的电极的位置翻转;上料皮带输送线3和间歇式送料机构2之间架设有第一搬运机构6,用于将上料皮带输送线3上的电池搬运至间歇式送料机构2上;间歇式送料机构2和不良品皮带输送线5之间架设有第二搬运机构7,用于将间歇式送料机构2上ocv检测不良的电池搬运至不良品皮带输送线5上;上料皮带输送线3的侧边设有扫码器10,用于对电池的扫码,便于对电池的检测信息的上传,实现对
电池的检测追踪。
26.本技术中,极性翻转机构9包含第二立柱91,第二立柱91竖直固定于机台1上,第二立柱91的靠近间歇式送料机构2的侧面设有第四升降气缸92,第四升降气缸92的远离第二立柱91的侧面连接有旋转气缸93,旋转气缸93的远离第二立柱91的侧面连接有第三夹爪气缸94。其中,第三夹爪气缸94用于电池的抓取,旋转气缸93用于驱动第三夹爪气缸94旋转,实现对第三夹爪气缸94抓取的电池旋转180度,将电池翻转;第四升降气缸92用于驱动旋转气缸93升降,带动第三夹爪气缸94升降,便于第三夹爪气缸94抓住间歇式送料机构2上的电池,同时将电池升起,方便旋转气缸93旋转第三夹爪气缸94,对第三夹爪气缸94抓起的电池旋转180度,实现对电池的翻转。其中,第四升降气缸92的下方设有缓冲器,实现对第四升降气缸92的下降位置的限制和对第四升降气缸92的下降缓冲。第四升降气缸92为无杆气缸,轴向空间占用小;第四升降气缸92与旋转气缸93之间设有第二直线导轨95,第二直线导轨95的导轨与第四升降气缸92相连接,第二直线导轨95的滑块于旋转气缸93相连接,便于旋转气缸93和第三夹爪气缸94在水平位置的自调整,保证第三夹爪气缸94对电池的抓取。具体的,第二直线导轨95的导轨两端均设有一个限位板96,两个限位板96与第二直线导轨95的滑块之间均连接有至少一根销轴97,销轴97与限位板96活动连接,销轴97上套设有弹簧98,当第三夹爪气缸94的两个夹爪相对于待抓取的电池的左右位置不对称时,在第三夹爪气缸94抓取电池时会因两个夹爪的受力不同带动第三夹爪气缸94的气缸及旋转气缸93作水平的位移调整,即旋转气缸93及与其连接的第二直线导轨95的滑块话沿着第二直线导轨95的导轨水平移动,通过销轴97和其上套设的弹簧98实现第二直线导轨95的滑块的稳定移动,且在抓取电池后能够在弹簧98的作用下自动复位,即实现对电池的有效抓取。
27.本技术中,间歇式送料机构2包含两个平行设置的料架21,用于电池的放置;两个料架21的中间设有升降板22,升降板22的中间下方设有第一升降气缸24,通过第一升降气缸24能够驱动升降板22升降,实现将电池从料架21上顶起;第一升降气缸24连接有支撑板25,支撑板25平行设置于升降板22的下方,支撑板25用于第一升降气缸24的安装、固定;支撑板25的下方设有固定于机台1上的第一直线导轨26,第一直线导轨26为双滑块结构,支撑板25的两端分别与第一直线导轨26的两个滑块相连接,两个滑块保证支撑板25的安装稳固;支撑板25的一端连接有第一水平气缸27,通过第一水平气缸27能够推动支撑板25沿着第一直线导轨26水平移动,带动升降板22水平移动,实现将升降板22上的顶起的电池沿着第一水平气缸27的伸出方向移动,本技术为将电池从左向右搬移。
28.其中,支撑板25与升降板22之间设有呈矩形阵列排列的多根导向件28,导向件28由导杆和直线轴承组成,通过导向件28的设置,保证升降板22的升降平稳。升降板22上沿着间歇式送料机构2的送料方向设有多对垫块23,垫块23为阶梯型结构设置,每对垫块23均对称设置于升降板22上,便于对电池的支撑和限位,防止电池在被顶起、移动的过程中相对升降板22发生位移,保证电池在搬移过程中稳定,搬移位置准确。
29.本技术中,ocv测试机构8包含第一立柱81,第一立柱81竖直固定于机台1上,第一立柱81的靠近间歇式送料机构2的侧面设有第二水平气缸82,第二水平气缸82的活塞杆伸向间歇式送料机构2且连接有安装块83,安装块83上安装有探针84。第一立柱81用于第二水平气缸82的安装,通过第二水平气缸82驱动安装块83移动,能够带动探针84移动,使探针84与间歇式送料机构2的料架21上放置的电池电芯的正负电极相连接,探针84连接有电压测
试仪和内阻测试仪,进而实现对电池电芯的电压、内阻的测试。
30.本技术中,第一搬运机构6包含第一支架61,第一支架61竖直固定于机台1上,第一支架61的上方安装有沿上料皮带输送线3输送方向设置的第一直线模组62,第一直线模组62的靠近上料皮带输送线3的侧面连接有第二升降气缸63,第二升降气缸63的下端活塞杆端连接有第一夹爪气缸64。其中,第一夹爪气缸64用于抓住上料皮带输送线3上输送的电池,然后第二升降气缸63将第一夹爪气缸64升起,进而将电池升起,再通过第一直线模组62将第二升降气缸63向右移动,实现将第一夹爪气缸64抓取的电池搬运到间歇式送料机构2的料架21上。
31.本技术中,第二搬运机构7包含第二支架71,第二支架71竖直固定于机台1上,第二支架71的上方安装有沿不良品皮带输送线5输送方向设置的第二直线模组72,第二直线模组72的靠近不良品皮带输送线5的侧面连接有第三升降气缸73,第三升降气缸73的下端活塞杆端连接有第二夹爪气缸74。第二搬运机构7用于ocv检测不良的电池的搬运,通过第二夹爪气缸74抓取ocv检测不良的电池,通过第三升降气缸73将第二夹爪气缸74升起,再通过第二直线模组72将电池从料架21上搬运至不良品皮带输送线5上,实现对检测不良的电池的搬运。
32.本技术中,该ocv测试装置的工作流程为:电池从上料皮带输送线3的左端上料,通过上料皮带输送线3向右输送,扫码器10对电池进行扫码,将电池信息上传至系统;第一搬运机构6动作,通过第一直线模组62、第二升降气缸63和第一夹爪气缸64的配合将电池搬运至间歇式送料机构2上;此时,ocv测试机构8动作,通过第二水平气缸82驱动探针84向前移动,使探针84和电池电芯的正负电极接通,对电池电芯的电压、内阻进行测试;测试结束后,间歇式送料机构2动作,通过第一升降气缸24驱动升降板22上升,将电池顶起,通过第一水平气缸27驱动支撑板27向右移动,将电池向右输送一个设定位置,然后第一升降气缸24驱动升降板22下降,将电池放置在料架21上,同时,下一个电池被第一搬运机构6搬运至料架的左端;如果电池电芯的ocv测试为ng,则第二搬运机构7动作,通过第二直线模组72、第三升降气缸73和第二夹爪气缸74的配合,将测试为ng的不良品电池搬运至不良品皮带输送线5上,通过不良品皮带输送线5输送出去;如果电池电芯的ocv测试为ok,则会随着间歇式送料机构2的下一次动作被输送至极性翻转机构9的前侧,此时极性翻转机构9动作,通过第四升降气缸92、旋转气缸93和第三夹爪气缸94的配合抓起料架21上的电池,通过旋转气缸93转动,将电池旋转180度,通过第四升降气缸92和第三夹爪气缸94的配合将翻转后的电池放至料架21上,随着间歇式送料机构2的下一次动作将翻转后的电池搬运至同步带输送机4上,通过同步带输送机4输送至下个工位。整个工作流程为全自动作业,速度快、效率高,且能够节约人工劳动量,节约人工成本。
33.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型性的保护范围之内的实用新型内容。技术特征:
1.一种电池电芯用ocv测试装置,包括机台(1),其特征在于:所述机台(1)上设有间歇式送料机构(2),所述间歇式送料机构(2)的输入端设有上料皮带输送线(3),所述间歇式送料机构(2)的输出端设有同步带输送机(4),所述间歇式送料机构(2)的靠近输入端的一侧设有ocv测试机构(8),所述ocv测试机构(8)的远离上料皮带输送线(3)的侧面设有不良品皮带输送线(5),所述间歇式送料机构(2)的靠近输出端的一侧设有极性翻转机构(9),所述上料皮带输送线(3)和间歇式送料机构(2)之间架设有第一搬运机构(6),所述间歇式送料机构(2)和不良品皮带输送线(5)之间架设有第二搬运机构(7),所述上料皮带输送线(3)的侧边设有扫码器(10);所述极性翻转机构(9)包含第二立柱(91),所述第二立柱(91)竖直固定于机台(1)上,所述第二立柱(91)的靠近间歇式送料机构(2)的侧面设有第四升降气缸(92),所述第四升降气缸(92)的远离第二立柱(91)的侧面连接有旋转气缸(93),所述旋转气缸(93)的远离第二立柱(91)的侧面连接有第三夹爪气缸(94)。2.根据权利要求1所述的一种电池电芯用ocv测试装置,其特征在于:所述第四升降气缸(92)为无杆气缸,所述第四升降气缸(92)与旋转气缸(93)之间设有第二直线导轨(95),所述第二直线导轨(95)的导轨与第四升降气缸(92)相连接,所述第二直线导轨(95)的滑块于旋转气缸(93)相连接。3.根据权利要求2所述的一种电池电芯用ocv测试装置,其特征在于:所述第二直线导轨(95)的导轨两端均设有一个限位板(96),两个所述限位板(96)与第二直线导轨(95)的滑块之间均连接有至少一根销轴(97),所述销轴(97)与限位板(96)活动连接,所述销轴(97)上套设有弹簧(98)。4.根据权利要求1所述的一种电池电芯用ocv测试装置,其特征在于:所述间歇式送料机构(2)包含两个平行设置的料架(21),两个所述料架(21)的中间设有升降板(22),所述升降板(22)的中间下方设有第一升降气缸(24),所述第一升降气缸(24)连接有支撑板(25),所述支撑板(25)平行设置于升降板(22)的下方,所述支撑板(25)的下方设有固定于机台(1)上的第一直线导轨(26),所述第一直线导轨(26)为双滑块结构,所述支撑板(25)的两端分别与第一直线导轨(26)的两个滑块相连接,所述支撑板(25)的一端连接有第一水平气缸(27)。5.根据权利要求4所述的一种电池电芯用ocv测试装置,其特征在于:所述支撑板(25)与升降板(22)之间设有呈矩形阵列排列的多根导向件(28),所述导向件(28)由导杆和直线轴承组成。6.根据权利要求4所述的一种电池电芯用ocv测试装置,其特征在于:所述升降板(22)上沿着间歇式送料机构(2)的送料方向设有多对垫块(23),所述垫块(23)为阶梯型结构设置,每对所述垫块(23)均对称设置于升降板(22)上。7.根据权利要求1所述的一种电池电芯用ocv测试装置,其特征在于:所述ocv测试机构(8)包含第一立柱(81),所述第一立柱(81)竖直固定于机台(1)上,所述第一立柱(81)的靠近间歇式送料机构(2)的侧面设有第二水平气缸(82),所述第二水平气缸(82)的活塞杆伸向间歇式送料机构(2)且连接有安装块(83),所述安装块(83)上安装有探针(84),所述探针(84)连接有电压测试仪和内阻测试仪。8.根据权利要求1所述的一种电池电芯用ocv测试装置,其特征在于:所述第一搬运机
构(6)包含第一支架(61),所述第一支架(61)竖直固定于机台(1)上,所述第一支架(61)的上方安装有沿上料皮带输送线(3)输送方向设置的第一直线模组(62),所述第一直线模组(62)的靠近上料皮带输送线(3)的侧面连接有第二升降气缸(63),所述第二升降气缸(63)的下端活塞杆端连接有第一夹爪气缸(64)。9.根据权利要求1所述的一种电池电芯用ocv测试装置,其特征在于:所述第二搬运机构(7)包含第二支架(71),所述第二支架(71)竖直固定于机台(1)上,所述第二支架(71)的上方安装有沿不良品皮带输送线(5)输送方向设置的第二直线模组(72),所述第二直线模组(72)的靠近不良品皮带输送线(5)的侧面连接有第三升降气缸(73),所述第三升降气缸(73)的下端活塞杆端连接有第二夹爪气缸(74)。
技术总结
本实用新型公开了一种电池电芯用OCV测试装置,包括机台,机台上设有间歇式送料机构,间歇式送料机构的输入端设有上料皮带输送线,间歇式送料机构的输出端设有同步带输送机,间歇式送料机构的靠近输入端的一侧设有OCV测试机构,OCV测试机构的远离上料皮带输送线的侧面设有不良品皮带输送线,间歇式送料机构的靠近输出端的一侧设有极性翻转机构,上料皮带输送线和间歇式送料机构之间架设有第一搬运机构,间歇式送料机构和不良品皮带输送线之间架设有第二搬运机构,上料皮带输送线的侧边设有扫码器。本实用新型的有益效果是:实现电池电芯的电压和内阻检测,该OCV检测装置实现全自动作业,速度快、效率高,节约人工劳动量,节约成本。本。本。
技术研发人员:刘海龙
受保护的技术使用者:苏州科锐激光科技有限公司
技术研发日:2022.12.28
技术公布日:2023/5/24
声明:
“电池电芯用OCV测试装置的制作方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 788
编辑:北方有色网
来源:苏州科锐激光科技有限公司
788
编辑:北方有色网
来源:苏州科锐激光科技有限公司



 咨询细节
咨询细节













































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日