1.本发明涉及锂电池处理技术领域,特别涉及一种报废动力锂电池电芯精细化拆解系统。
背景技术:
2.随着新能源汽车行业的飞速发展和人们生活水平的提高,新能源汽车已经成为人们生活中不可或缺的一部分。
3.随着新能源汽车的普及,车用动力锂电池的生产量也随之加大,因此,针对锂电池的回收处理也成为研究的课题,针对锂电池的回收处理主要是对动力锂电池进行拆解,目的是为了把正极和负极的金属材料分离开,把其中不同的金属分开做回收利用。而报废的动力锂电池电芯正负极不好分离,人工拆解效率低,难以拆解,被丢弃的概率较大,造成资源上的浪费,还对周围环境造成污染。
4.现有的锂电池回收技术比较粗放,利用率低,当前广泛采取的工艺是把正负极和中间的隔膜材料粉碎后,加热融化再根据材料特性不同进行分离。在针对锂电池拆解分离工艺中存在着材料的浪费,分离金属工序复杂,成本高,并且锂电池拆解分离工艺所需要的设备负责,造价昂贵。
技术实现要素:
5.基于此,本发明的目的是提供一种报废动力锂电池电芯精细化拆解系统,以至少解决上述技术中的不足。
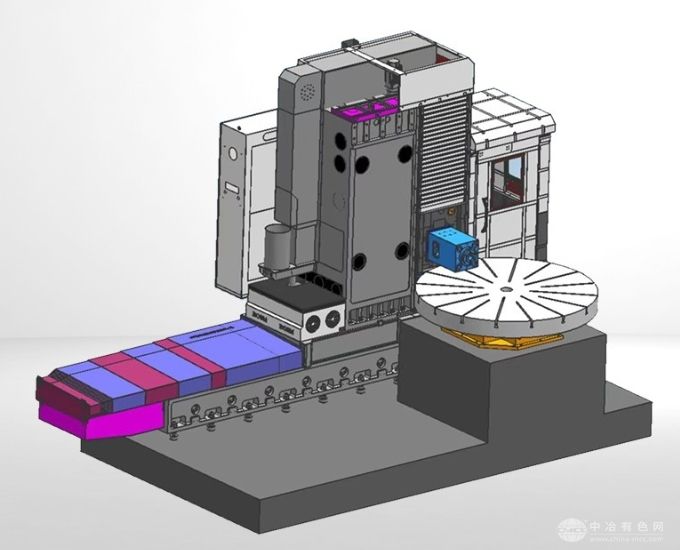
6.本发明提出一种报废动力锂电池电芯精细化拆解系统,包括上料模块、操作模块、热切模块、视觉模块以及拆分模块:
7.所述操作模块至少包括第一操作机构和第二操作机构,所述第一操作机构和所述上料模块相配合,用于将所述锂电池电芯传递至所述热切模块;
8.所述热切模块用于对所述锂电池电芯进行精细化拆解作业,以使所述锂电池电芯的电芯负极、电芯正极以及隔膜热切分离,热切分离后的所述电芯负极以及所述电芯正极由所述第二操作机构传递至所述视觉模块;
9.所述视觉模块用于判断所述电芯负极以及所述电芯正极的卷绕方向;
10.所述拆分模块和所述第二操作机构相配合,用于对所述电芯负极以及所述电芯正极进行分离拆解。
11.进一步的,所述上料模块包括上料机台、设于所述上料机台上的托盘运输皮带机、设于所述托盘运输皮带机上的上料支撑架以及设于所述上料支撑架上的托盘平移机构和托盘提升机构,所述托盘运输皮带机用于运输所述锂电池电芯,所述托盘平移机构用于带动所述托盘提升机构在所述上料支撑架上轴向运动,所述托盘提升机构用于配合所述第一操作机构抓取所述锂电池电芯。
12.进一步的,在所述托盘运输皮带机与所述上料机台之间设有托盘举升机,所述托
盘举升机用于与所述托盘提升机构相配合,以使托盘提
声明:
“报废动力锂电池电芯精细化拆解系统的制作方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1234
编辑:中冶有色网
来源:江西省智能产业技术创新研究院
1234
编辑:中冶有色网
来源:江西省智能产业技术创新研究院



 咨询细节
咨询细节









































































 2025年11月07日 ~ 09日
2025年11月07日 ~ 09日 








