权利要求书: 1.一种建筑梁柱混凝土预制构件的生产线,其特征在于,包括混凝土搅拌站(1)、混凝土运输系统(2)、布料装置(3)、模台(4)、设在所述布料装置(3)下方的振动装置(5)和设在所述模台(4)上的模具(6),所述混凝土搅拌站(1)用于拌合混凝土,所述混凝土搅拌站(1)将拌合后的混凝土导入至所述混凝土运输系统(2)中,所述混凝土运输系统(2)用于运输所述混凝土,所述布料装置(3)设在所述混凝土运输系统(2)的下方,所述混凝土运输系统(2)将混凝土运输至所述布料装置(3)上,所述布料装置(3)用于将混凝土运输至模具(6)上,所述振动装置(5)对所述模具(6)上的物料进行震实,所述振动装置(5)的震动频率为3000Hz 6000Hz;
~
所述布料装置(3)包括布料支架(31)、设在所述布料支架(31)上的布料机(32)和大车行走装置(33),所述布料支架(31)上设有布料轨道,所述大车行走装置(33)设在所述布料机(32)上,所述大车行走装置(33)带动所述布料机(32)在所述布料轨道上移动;
所述布料机(32)包括车架(321)、小车行走装置(322)和自动开合料斗(323),所述小车行走装置(322)设在所述自动开合料斗(323)上,所述自动开合料斗(323)设在所述车架(321)上,所述小车行走装置(322)带动所述自动开合料斗(323)在所述车架(321)上移动;
还包括模台行走系统(7)、摆渡车(10)和控制系统(11),所述模台行走系统(7)设有两至四个通道,每个模台行走系统(7)包括两排支撑轮装置(71)和一排或两排驱动装置(72);
所述摆渡车(10)上设有升降装置(101)和行走装置,所述摆渡车(10)用于设在所述模台(4)下方,所述升降装置(101)推动所述模台(4)升降,所述行走装置带动所述摆渡车(10)和所述模台(4)整体平移;其中,所述支撑轮装置(71)抵靠在所述模台(4)的下侧面上,所述驱动装置(72)的输出轴上设有摩擦轮(721),所述摩擦轮(721)抵靠在所述模台(4)下侧面上,当所述驱动装置(72)启动时,所述摩擦轮(721)带动所述模台(4)在支撑轮装置(71)上移动;
所述控制系统(11)包括多个开关(113)、控制模块(112)和多个感应装置(111),所述感应装置(111)感应外部信息,根据外部信息生成感应信号,所述感应装置(111)将所述感应信号发送给所述控制模块(112),所述控制模块(112)根据感应信号生成控制信号并发送给所述开关(113),所述开关(113)进行断开或者闭合,所述开关(113)为控制混凝土搅拌站(1)启动或者停止工作的开关、控制混凝土运输系统(2)中的运输车(22)启动或者停止工作的开关、控制布料装置(3)中的大车行走装置(33)启动或者停止工作的开关、控制布料装置(3)中的小车行走装置(322)启动或者停止工作的开关、控制振动装置(5)启动或者停止工作的开关、控制摆渡车(10)启动或者停止工作的开关中的至少一者,所有的开关(113)设置在同一个位置。
2.根据权利要求1所述的建筑梁柱混凝土预制构件的生产线,其特征在于,混凝土运输系统(2)包括运输轨道(21)和运输车(22),所述运输车(22)上设有行走电机和行走轮,所述运输车(22)设在所述运输轨道(21)上,且所述运输车(22)通过行走电机带动行走轮沿着所述运输轨道(21)移动。
3.根据权利要求1 2中任一项所述的建筑梁柱混凝土预制构件的生产线,其特征在于,~
还包括模台清理机(8),所述模台清理机(8)上设有清理电机和清理刷,所述清理电机带动所述清理刷清理所述模台(4)。
4.根据权利要求1 2中任一项所述的建筑梁柱混凝土预制构件的生产线,其特征在于,~
还包括喷油机(9),所述喷油机(9)包括喷油电机和喷头,所述喷油电机带动所述喷头进行喷油。
说明书: 建筑梁柱混凝土预制构件的生产线技术领域[0001] 本发明涉及一种建筑混凝土预制构件的生产领域,尤其涉及一种建筑梁柱混凝土预制构件的生产线。背景技术[0002] 建筑梁柱混凝土预制构件是一种利用钢筋和混凝土凝结后制成的预制件,现有的建筑梁柱混凝土预制构件通常会采用以下装置和方法制作,首先通过混凝土搅拌站将混凝土进行拌合,然后采用吊车将混凝土运输到固定的模台上,通过人工布料和利用振动棒将混凝土以及钢筋震实,最终制成混凝土预制构件,在上述的制作混凝土预制构件的过程中,布料、震实等工序都必须依靠人工完成,劳动强度大、效率低,制成的混凝土预制构件的质量不稳定。[0003] 同时,上述的制作梁柱混凝土预制构件的装置和方法存在以下缺陷:各个工序所用的装置都是独立的,没有设置在一起,不具有系统性,导致制作混凝土预制构件效率低,并且需要人工将混凝土运输到模台处,耗费人力物力。发明内容[0004] 本发明提供了一种建筑梁柱混凝土预制构件的生产线,以解决上述技术问题的至少一个。[0005] 根据本发明的一个方面,提供了一种建筑梁柱混凝土预制构件的生产线,包括混凝土搅拌站、混凝土运输系统、布料装置、模台、设在布料机下方的振动装置和设在模台上的模具,混凝土搅拌站用于拌合混凝土,混凝土搅拌站将拌合后的混凝土导入至混凝土运输系统中,混凝土运输系统用于运输混凝土,布料装置设在混凝土运输系统的下方,混凝土运输系统将混凝土运输至布料装置上,布料装置用于将混凝土运输至振动台上方并将混凝土自动布置到模台上的模具内,振动装置对安装在模台上的模具里的物料(如:钢筋和混凝土)进行震实。[0006] 本发明中,混凝土搅拌站与现有的混凝土搅拌站的功能一致,即:混凝土搅拌站是通过电机驱动搅拌装置从而使得水、砂石以及水泥进行拌合成为混凝土,混凝土搅拌站将混凝土导入到混凝土运输系统中,混凝土运输系统将混凝土运输至布料装置上方,布料装置位于振动装置(振动装置也可以称为振动台,振动台下面安装有振动电机,模台放置在振动台的上方)的上方,并将混凝土倒入到模台上的模具内,从而完成布料的过程,混凝土进入到模具后,模台下方的振动装置通过振动将模具内的混凝土震实,混凝土被震实后送入养护位置(养护位置也属于工作区域,可以通过后续的模台行走系统以及摆渡车进行运输模台至养护位置)进行养护,待混凝土初凝强度达到70%或以上后,只需要拆除模具即可得到建筑梁柱混凝土预制构件。[0007] 本发明中生产线的整体流程是:混凝土搅拌—运输系统运输(与此同步完成是在模具上完成钢筋和预埋件安装)—布料机布料—振动装置对模具里的钢筋混凝土进行震实—混凝土养护凝结成混凝土预制构件。本发明将上述建筑梁柱混凝土预制构件的整个生产过程结合在一起,因此,可以利用机器代替人工完成大部分操作,具有更高的效率,可以节省人力物力。[0008] 在一些实施方式中,还包括模台行走系统,模台行走系统包括支撑轮装置和驱动装置,支撑轮装置抵靠在模台的下侧面上,驱动装置输出轴上设有摩擦轮,摩擦轮抵靠在模台下侧面上,当驱动装置启动时,驱动装置带动模台在支撑轮装置上移动。由此,模台可以在模台行走系统上被自动传送,从而保证工作的连续性,不需要人工搬运已经布料过的模台。[0009] 在一些实施方式中,布料装置包括布料支架、设在布料支架上的布料机和大车行走装置,布料支架上设有布料轨道,大车行走装置设在布料机上,大车行走装置带动布料机在布料轨道上移动。由此,大车行走装置启动时,带动布料机沿着布料轨道移动,当布料机移动到指定的位置,随后大车行走装置停止工作,布料机将其中的混凝土倒入到模台上的模具内,从而完成整个布料过程,布料完成后,振动装置带动模具中的钢筋以及混凝土进行振动,将模具里的钢筋和混凝土进行震实。[0010] 大车行走装置的具体结构如下:大车行走装置可以包括电机、传动装置和行走轮等,电机启动时,电机带动传动装置运动,传动装置则带动布料机进行移动,传输装置可以是链轮或者减速机,大车行走装置中的电机带动传动装置和行走轮转动,行走轮则安装在布料机的正下方,行走轮转动过程中带动布料机在布料支架上移动,从而完成布料过程。在其他实施例中,大车行走装置的结构也可以是其他的结构,只需要大车行走装置能够带动布料机在布料支架上移动即可。[0011] 在一些实施方式中,布料机包括车架、小车行走装置和自动开合料斗,小车行走装置设在自动开合料斗上,自动开合料斗设在车架上,小车行走装置带动自动开合料斗在车架上移动。由此,大车行走装置带动布料机在布料轨道上移动至指定位置时,大车行走装置停止工作,然后小车行走装置启动,带动自动开合料斗进行移动,从而使得布料机上的混凝土能够均匀的倒入至模具内,而不需要耗费人工或者只需要耗费少量人工就可以使得模具内的混凝土均匀分布。[0012] 小车行走装置的具体结构如下:小车行走装置可以包括电机、传动装置和行走轮等,电机启动时,电机带动传动装置运动,传动装置则带动自动开合料斗进行移动,传动装置可以是链轮或者减速机,小车行走装置中的电机带动通过传动装置和行走轮转动,行走轮则安装在自动开合料斗上的正下方,行走轮转动过程中带动自动开合料斗上在车架上移动,从而完成布料过程。在其他实施例中,小车行走装置的结构也可以是其他的结构,只需要小车行走装置能够带动自动开合料斗在车架上移动并进行均匀布料即可。[0013] 在一些实施方式中,混凝土运输系统包括运输轨道和运输车,运输车上设有行走电机,运输车设在运输轨道上,且运输车通过行走电机沿着运输轨道移动。由此,通过行走电机可以使得运输车在运输轨道上移动(当然,运输电机是通过传动装置带动运输车移动),当运输车到达布料机的正上方时,运输车将混凝土倒入到布料机中,从而完成混凝土的传输过程。[0014] 在一些实施方式中,还包括模台清理机,模台清理机上设有清理电机和清理刷,清理电机带动清理刷清理模台。由此,模台清理机起到清理模台的作用,当模具内的混凝土初凝强度达到70%或以上后,只需要拆除模具即可,将混凝土凝结后的梁柱状物(即成型后的建筑梁柱混凝土预制构件)取走,然后利用模台清理机对模台进行清理即可。[0015] 在一些实施方式中,还包括喷油机,喷油机包括喷油电机和喷头,喷油电机带动喷头进行喷油。由此,喷油机可以对模台进行喷油,从而使得模台当混凝土凝结后,能够更好的将凝结后的梁柱状物(即成型后的建筑梁柱混凝土预制构件)从模具内拆除。[0016] 在一些实施方式中,还包括摆渡车,模台行走系统有多个通道,摆渡车上设有行走装置和模台升降装置,摆渡车设在模台下方,升降装置控制模台的升降,行走装置带动摆渡车平移。由此,摆渡车起到模台变轨道时的运输作用,摆渡车可以将模台进行移动,使得模台从其中一个模台行走通道上移动至另一个模台行走通道上。[0017] 在一些实施方式中,还包括控制系统,控制系统包括多个开关、控制模块和多个感应装置,感应装置感应外部信息,根据外部信息生成感应信号,感应装置将感应信号发送给控制模块,控制模块根据感应信号生成控制信号并发送给开关,开关进行断开或者闭合。由此,控制系统和开关起到控制上述各个部件以及装置工作或者停止工作的作用,例如:开关可以包括控制混凝土搅拌站启动或者停止工作的开关、控制混凝土运输系统中的运输车启动或者停止工作的开关、控制布料装置中的大车行走装置启动或者停止工作的开关、控制布料装置中的小车行走装置启动或者停止工作的开关、控制振动装置启动或者停止工作的开关、控制模台清理机启动或者停止工作的开关、控制摆渡车启动或者停止工作的开关等,上述的各个开关均与控制模块连接,各个开关的工作原理如下:当开关接通时,则开关发送开启信号给控制模块,控制模块则控制相应的模块进行工作,当开关断开时,则开关发送断开信号给控制模块,控制模块则控制相应的模块停止工作,上述开关可以是开关有形元件,也可以是逻辑指令。[0018] 本发明通过操作控制模块就可以达到控制上述各个模块或者装置的运行或者停止运行,同时,将上述的各个开关可以设置在同一个位置,方便操作,可以提高整体效率。附图说明[0019] 图1为本发明一种实施方式的建筑梁柱混凝土预制构件的生产线的结构示意图;[0020] 图2为图1所示的建筑梁柱混凝土预制构件的生产线中布料装置的局部放大结构示意图;[0021] 图3为图1所示的建筑梁柱混凝土预制构件的生产线中模台行走系统的局部放大结构示意图;[0022] 图4为图1所示的建筑梁柱混凝土预制构件的生产线中模台行走系统与模台的配合结构示意图;[0023] 图5为图1所示建筑梁柱混凝土预制构件的生产线中摆渡车的放大结构示意图;[0024] 图6为图1所示建筑梁柱混凝土预制构件的生产线的原理图。实施方式
[0025] 下面结合附图对本发明作进一步详细的说明。[0026] 图1 图5示意性的显示了本发明一种实施方式的建筑梁柱混凝土预制构件的生产~线的结构。
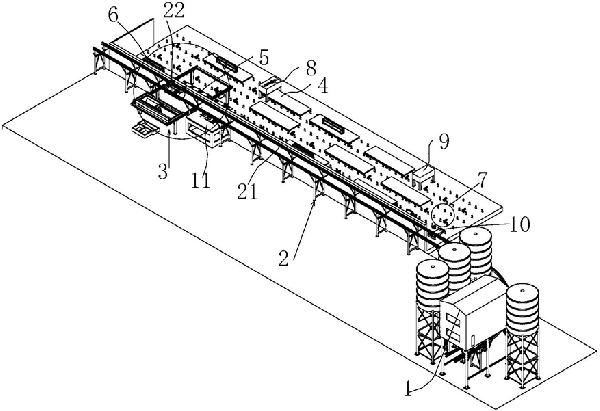
[0027] 图6示意性的显示了本发明一种实施方式的建筑梁柱混凝土预制构件的生产线的原理。[0028] 如图1所示,一种建筑梁柱混凝土预制构件的生产线,包括混凝土搅拌站1、混凝土运输系统2、布料装置3、模台4、设在布料装置3下方的振动装置5和安装在模台4上的模具6,混凝土搅拌站1用于拌合混凝土,混凝土搅拌站1将拌合后的混凝土导入至混凝土运输系统2中,混凝土运输系统2用于运输拌合后的混凝土,布料装置3设在混凝土运输系统2的下方,混凝土运输系统2将混凝土运输至布料装置3上,布料装置3用于将混凝土运输至模具6上,振动装置5将模具6内的钢筋和混凝土震实,其中震实的标准为:混凝土不会再显著下沉,且不出现气泡,混凝土表面开始泛浆。
[0029] 本实施例中,振动装置5的震动频率应为3000Hz~6000Hz,震动频率设置在这个区间可以具有更好的效果:如能更好的震实钢筋和混凝土,混凝土基本能够完整的填充在钢筋中,如果震动频率过大,可能导致混凝土从模具6中溢出,如果震动频率过小,则可能无法震实。其余的震动参数例如:震动幅度需要根据模具6的以及倒入模具6中混凝土的量来进行更改。[0030] 如图1所示,在本实施例中,为了能够运输模台4,本发明还可以包括模台行走系统7。
[0031] 从图3和图4中看出模台行走系统7的具体结构如下,模台行走系统7可以包括支撑轮装置71和驱动装置72,支撑轮装置71包括立柱和安装在立柱上的滚动轮,立柱起到支撑滚动轮的作用,滚动轮则安装在立柱的上方,支撑轮装置71中的滚动轮抵靠在模台4的下侧面上,驱动装置72的输出轴上设有摩擦轮721,摩擦轮721则抵靠在模台4下侧面上。在其他实施例中,模台行走系统7也可以是其他的结构,如:模台行走系统7包括支撑台、滚轮和电机,滚轮安装在支撑台的下方,电机带动滚轮转动,滚轮带动支撑台移动,支撑台带动放置在其上的模台4移动,也能完成模台4的行走移动,无论模台行走系统7为何种结构,只需要模台行走系统7能够起到传输和移动模台4的作用即可。[0032] 在本实施例中,模台行走系统7具体带动模台4移动行走的过程如下,模台4可以通过模台行走系统7进行移动行走,当模台4需要行走时,只需要启动驱动装置72,驱动装置72可以带动输出轴转动,输出轴则带动摩擦轮721进行转动,由于摩擦轮721抵靠在模台4的下侧面上,当摩擦轮721转动时,摩擦轮721通过与模台4之间的摩擦力带动模台4进行移动,模台4移动时,可以带动滚动轮一同转动,滚动轮起到辅助支撑模台4的作用,同时不会阻碍模台4移动。在本实施例中,驱动装置72可以是驱动电机,驱动电机通电后,可以带动输出轴进行转动,最终带动模台4进行移动。[0033] 本实施例中,由于驱动装置72通电后就可以开始工作,驱动装置72带动摩擦轮721进行转动,最终转化成模台4的移动,模台4可以在模台行走系统7上自动(只需要闭合驱动装置72所在电路,即不需要人工搬运操作,节省人力物力)移动,从而保证工作的连续性,不需要人工将已经布料过的模台4搬运走。[0034] 如图1所示,在本实施例中,模台行走系统7共有三个通道,每个模台行走系统7都可以包括两排支撑轮装置71和一排驱动装置72(当然在其他实施例中,驱动装置72也可以是两排,两排驱动装置72也可以起到同样的作用),从而正常情况下,模台4可以在一个模台行走系统7进行移动行走。在其他实施例中,模台行走系统7的通道也可以有两个或者四个,模台行走系统7的数量可以按照使用需求(即所需要的生产数量)来进行设定。[0035] 如图1和图2所示,在本实施例中,布料装置3包括布料支架31、安装在布料支架31上的布料机32和大车行走装置33,如图2所示,布料支架31上安装(例如:可以通过螺栓或者焊接的方式进行安装)有布料轨道,大车行走装置33安装在布料机32上,大车行走装置33可以带动布料机32在布料轨道上移动,因此,当大车行走装置33启动时,可以带动布料机32在布料轨道上移动,布料机32移动到指定的位置(通常是布料机32移动到振动台的上方)时,则大车行走装置33停止工作,布料机32将其中的混凝土倒入到模具6内,从而完成整个布料过程。[0036] 在本实施例中,大车行走装置33的具体结构如下:大车行走装置33可以包括电机、传动装置和行走轮等,电机启动时,电机带动传动装置运动,传动装置则带动布料机32进行移动,传输装置可以是链轮或者减速机,大车行走装置33中的电机带动传动装置和行走轮转动,行走轮则安装在布料机32的正下方,行走轮转动过程中带动布料机32在布料支架31上移动,从而完成布料过程。在其他实施例中,大车行走装置33的结构也可以是其他的结构,只需要大车行走装置33能够带动布料机32在布料支架31上移动即可。[0037] 如图2所示,本实施例中,为了达到更好的布料效果,即使得混凝土均匀分布在模具6内(均匀布料),布料机32可以具有如下结构:布料机32包括车架321、小车行走装置322和自动开合料斗323,小车行走装置322设在自动开合料斗323上,自动开合料斗323设在车架321上,小车行走装置322带动自动开合料斗323在车架321上移动(即图1和图2中自动开合料斗323可以前后移动,移动方向与运输车22的移动方向一致)。大车行走装置33带动布料机32在布料轨道上移动至指定位置时,大车行走装置33停止工作,小车行走装置322启动,自动开合料斗323移动,从而使得自动开合料斗323上的混凝土能够均匀的倒入至模具6内,而不需要人工或者只需要少量人工就可以使得模具6内的混凝土均匀分布。[0038] 在本实施例中,小车行走装置322的具体结构如下:小车行走装置322可以包括电机、传动装置和行走轮等,电机启动时,电机带动传动装置运动,传动装置则带动布料机32进行移动,传动装置可以是链轮或者减速机,小车行走装置322中的电机带动传动装置和行走轮转动,行走轮则安装在自动开合料斗323上的正下方,行走轮转动过程中带动自动开合料斗323上在车架321上移动,从而完成布料过程。在其他实施例中,小车行走装置322的结构也可以是其他的结构,只需要小车行走装置322能够带动自动开合料斗323在车架321上移动并进行均匀布料即可。[0039] 如图1所示,在本实施例中,混凝土运输系统2包括运输轨道21和运输车22(运输车22可以运动到混凝土搅拌站1的正下方,当混凝土搅拌站1完成混凝土拌合后,混凝土搅拌站1将混凝土导入到运输车22中),运输车22上设有运输电机,运输车22设在运输轨道21上,且运输车22通过运输电机沿着运输轨道21移动。通过运输电机可以使得运输车22在运输轨道21上移动,从而当运输车22到达布料机32的正上方时,运输车22将混凝土倒入到布料机
32中。运输车22通过运输电机沿着运输轨道21移动的具体方式如下:运输车22上安装有行走电机,行走电机通过传动装置带动运输车22在运输轨道21上移动。在本实施例中,传动装置可以是链轮或者减速机,行走电机带动链轮或者减速机运动,链轮或者减速机带动运输车22的行走轮转动,从而使得运输车22在运输轨道21上进行移动。
[0040] 如图1所示,在本实施例中,还包括模台清理机8,模台清理机8上设有清理电机和清理刷,清理电机带动清理刷清理模台4。由此,模台清理机8起到清理模台4的作用,当模具6内的混凝土初凝强度达到70%或以上后,只需要将拆卸模具6,将混凝土凝结后的梁柱状物(即成型后的建筑梁柱混凝土预制构件)取走,然后利用模台清理机8对模台4进行清理即可。清理刷可以是毛刷等装置,清理电机通过传动杆带动清理刷进行左右移动,清理刷可以将模台4上的粉尘等物质从模台4上扫落,从而完成整个清扫过程。在其他实施例中,也可以利用其他的装置来进行模台4清理,例如喷水机,无论何种清理或者清洗模台4的装置,只需要其能够达到清理或者清洗模台4的作用即可。
[0041] 如图1所示,在本实施例中,还包括喷油机9,喷油机9包括喷油电机和喷头,喷油电机带动喷头进行喷油。在模台4使用前,喷油机9可以对模台4、模具6进行喷油,从而使得模具6当混凝土凝结后,能够更好的将凝结后的梁柱物(即成型后的建筑梁柱混凝土预制构件)从模具6上拆除。本实施例中的喷油机9的结构与现有技术中的喷油机9的结构一致,在其他实施例中,喷油机9也可以替换为其他装置,只需能够达到使得梁柱物(即成型后的建筑梁柱混凝土预制构件)从模具6上脱落即可。[0042] 在本实施例中,为了让模台4可以根据需要来更换模台行走系统7或者将模台4上的模具6运输至养护区域进行凝结,如图5所示,可以增加摆渡车10,由于在本实施例中,模台行走系统7有三个通道,摆渡车10上则安装模台升降装置101和行走装置(图中未示意),根据需要,可以将摆渡车10放置在模台4的下方,当模台升降装置101(在本实施例中,模台升降装置101可以是液压油缸)启动时,模台升降装置101可以推动摆渡车10上方的部件向上升起,摆渡车10上方的部件向上升起时,可以将模台4向上支撑起来,而行走装置带动摆渡车10平移(在本实施例中,行走装置包括安装在摆渡车10下方的行走轮以及电机和传动装置,电机可以通过传动装置带动行走轮进行转动,从而可以带动摆渡车10平移)。因此,在本实施例中,摆渡车10起到运输模台4的作用,摆渡车10可以将模台4进行移动,使得模台4从其中一个模台行走通道上移动至另一个模台行走通道上,如图1所示,可以使得模台4左右移动,从而更换模台4行走通道,从而不需要人工来运输模台4,节省人力物力。[0043] 在本实施例中,为了方便后续的控制,本发明还可以包括控制系统11,控制系统11设有多个开关113和控制模块112,开关113生成开断信号,并将开断信号发送给控制模块112。控制系统11和开关113起到控制上述各个部件以及装置工作或者停止工作的作用,例如:开关113可以包括控制混凝土搅拌站1启动或者停止工作的开关、控制混凝土运输系统2中的运输车22启动或者停止工作的开关、控制布料装置3中的大车行走装置33启动或者停止工作的开关、控制布料装置3中的小车行走装置322启动或者停止工作的开关、控制振动装置5启动或者停止工作的开关、控制模台清理机8启动或者停止工作的开关、控制摆渡车
10启动或者停止工作的开关等,上述的各个开关113均与控制模块112电连接,各个开关113的工作原理如下:当开关113接通时,则开关113发送开启信号给控制模块112,控制模块112则控制相应的模块进行工作,当开关113断开时,则开关113发送断开信号给控制模块112,控制模块112则控制相应的模块停止工作。
[0044] 本发明通过操作控制模块112就可以达到控制上述各个模块或者装置的运行或者停止运行,同时,将上述的各个开关113可以设置在同一个位置,方便操作,可以提高整体效率。[0045] 为了能够达到自行控制各个开关113(如:可以是电子开关)闭合或者断开,从而控制各个装置启动或者停止工作,可以在各个装置处设置感应装置111(例如:可以是接近开关或行程开关),例如:以设在运输轨道21上的感应装置111为例,当运输车22沿着运输轨道21移动到指定位置时(该指定位置可以预先设定,在本实施例中,指定位置为位于布料装置
3的上方),感应装置111可以感应运输车22的位置信息,生成对应的位置信息信号,感应装置111将位置信息信号发送给控制模块112,控制模块112接收到该位置信息信号后,生成控制信号,从而,控制模块112控制大车行走装置33的开关闭合,从而控制布料装置3中的大车行走装置33启动,之后大车行走装置33行走到指定位置时,则控制模块112控制布料装置3中的小车行走装置322的开关闭合,小车行走装置322进行行走到指定位置,后续的控制原理与上述相同,不再赘述。
[0046] 上述的开关113不仅仅局限于具体的有形的开关元件,也可以是逻辑指令,同时,感应装置111可以是位置
传感器,也可以是扫描识别仪。[0047] 本发明中,混凝土搅拌站1与现有的混凝土搅拌站1的功能一致,也是通过电机驱动搅拌装置从而使得水、砂石以及水泥进行拌合成为混凝土,混凝土搅拌站1将混凝土导入到混凝土运输系统2的运输车22中,运输车22则将混凝土运输到布料装置3的正上方,随后将混凝土倒入到布料装置3中,布料装置3上的大车行走装置33可以将混凝土运输至振动装置5的上方,通过布料装置3上的小车行走装置322可以将混凝土均匀倒入到模具6内,当混凝土完全倒入到模具6后,整个的布料过程结束;此时,只需要通过开关113以及控制模块112,将模台4下方的振动装置5启动,振动装置5进行振动时,将模具6内的钢筋和混凝土震实,然后,模台行走系统7将模台4移开,最后通过摆渡车10可以将模台4运输到养护凝结区域,待混凝土初凝强度达到70%或以上后,只需要拆除模具6并利用模台清理机8将模具6上残留的混凝土粉尘等物质扫落下来,最后,利用喷油机9对模具6进行喷油。
[0048] 本发明生产线的整体流程是:混凝土搅拌—运输系统运输(与此同步完成钢筋和预埋件安装)—布料机布料—振动装置对模具里的钢筋混凝土进行震实—混凝土养护凝结成混凝土预制构件。本发明将上述建筑梁柱混凝土预制构件的整个生产过程结合在一起,可以利用及其代替人工完成大部分操作,且整体结构紧凑,所有装置均在统一位置进行工作,具有更高的效率,可以节省人力物力。[0049] 以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
声明:
“建筑梁柱混凝土预制构件的生产线” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 879
编辑:管理员
来源:广东省建筑机械厂有限公司
879
编辑:管理员
来源:广东省建筑机械厂有限公司



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















