权利要求书: 1.一种IC
芯片装载分选机,其特征在于,包括转运装置、第一移送装置、分选移料装置、第二移送装置及分类收储装置;
所述转运装置,包括升降架和安装在所述升降架上可上下移动的转运平台,所述转运平台用于获取和输出烧基板,所述烧基板用于装填若干IC芯片;
所述第一移送装置,与所述转运装置对接,用于输送和回收烧基板;
所述分选移料装置,分别与所述第一移送装置和所述第二移送装置对接,所述第二移送装置用于输送和回收料盘,所述分选移料装置包括用于移送IC芯片的第一机械手、第二机械手以及分选盘,第一机械手用于执行对所述烧基板中的IC芯片的上下料工作,第二机械手用于执行对来自于所述第二移送装置上的料盘的上下料工作;所述分选盘用于暂存所选出的IC芯片,且所述分选盘可于所述分选移料装置和所述分类收储装置之间往复运动;
所述分类收储装置,与分选移料装置对接,包括若干料盘存储区和分选机械手,分选机械手用于将所述分选盘中不同种类的IC芯片分别放置于不同存储区中的料盘内。
2.根据权利要求1所述的IC芯片装载分选机,其特征在于,还包括与所述转运装置对接的移载装置,所述移载装置包括带有行走机构的移载架,所述移载架上设置有若干层用于放置烧基板的抽拉槽。
3.根据权利要求2所述的IC芯片装载分选机,其特征在于,所述升降架的前端设置有与之连接的阻挡板,所述阻挡板上由上至下间隔设置有若干向外垂直伸出的挡杆,所述挡杆用于阻挡所述移载架的边框;所述阻挡板上还设置有可旋转伸缩运动的钩手,所述钩手用于将所述移载架与所述阻挡板抵靠在一起。
4.根据权利要求1所述的IC芯片装载分选机,其特征在于,还包括设置在所述转运装置和所述第一移送装置之间的清洁装置,所述清洁装置包括一机架、安装架、放置平台、翻转驱动器以及吹风除尘装置;所述放置平台安装在所述安装架上,用于接收并固定所述烧基板,所述安装架与所述机架滑动连接,以使得所述安装架可带动所述放置平台上下移动;所述翻转驱动器安装在所述安装架上,用于驱动所述放置平台上下翻转;所述吹风除尘装置设置在所述机架的下方,用于对所述烧基板吹风除尘。
5.根据权利要求1所述的IC芯片装载分选机,其特征在于,所述转运平台包括第一升降台和设置于所述第一升降台上的第一拉料组件,所述第一拉料组件用于将所述烧基板拉入或拉出所述第一升降台,所述第一拉料组件包括一可沿所述第一升降台前后滑动的长条形安装基板,所述安装基板的前后两端分别设置有与所述烧基板上的钩槽相适配的第一钩板和第二钩板。
6.根据权利要求1所述的IC芯片装载分选机,其特征在于,所述第一移送装置包括第一输送线,所述第一输送线包括并行设置的第一内输送线和第一外输送线,所述第一外输送线位于所述第一内输送线的外侧,所述第一外输送线上滑动设置有第一交换台,所述第一内输送线上滑动设置有第二交换台,所述第二交换台可升降运动,以使得所述第二交换台可从下方穿过所述第一交换台;所述第一输送线的上方还设置有第二拉料组件,所述第二拉料组件用于将所述烧基板拉入或拉出所述第一交换台和所述第二交换台。
7.根据权利要求1所述的IC芯片装载分选机,其特征在于,所述第二移送装置包括料台、输送台和自所述料台下方延伸而出的第二输送线,所述第二输送线包括并行设置的第二内输送线和第二外输送线,所述第二外输送线位于所述第二内输送线的外侧,所述料台上设置有至少两个可容料盘通过的贯穿型第一槽孔,所述第一槽孔的周侧设置有用于支撑料盘的活动支撑结构;所述输送台包括第一输送台和第二输送台,所述第一输送台滑动设置在所述第二外输送线上,所述第二输送台滑动设置在所述第二内输送线上,所述第二输送台的高度小于所述第一输送台的高度,以使得所述第二输送台可从所述第一输送台下方穿过;所述第一输送台和所述第二输送台上均设置有第二槽孔;所述料台下方与每一所述第一槽孔所对应位置处设置有一第二升降台,所述第二升降台上设置有可将所述料盘托起的托板,所述托板可相对所述第一槽孔上下移动,以使得所述托板可进出于所述第一槽孔和所述第二槽孔。
8.根据权利要求7所述的IC芯片装载分选机,其特征在于,所述输送台上设置有用于锁定所述料盘的锁定机构;所述锁定机构包括位于所述输送台周侧的若干限位挡边和位于所述输送台其中一边角处的锁定件,所述锁定件包括导杆、滑块、滑轨、弹性件和L型锁定杆,所述导杆包括位于外侧的第一端和位于内侧的第二端,所述锁定杆安装在所述导杆的第一端,所述滑块嵌装在所述导杆内,所述滑轨安装固定在所述输送台上,所述滑块与所述滑轨滑动连接,所述导杆上靠近所述第二端还设置一与所述滑块连通的容置槽,所述弹性件设置在所述容置槽内,所述弹性件的一端与所述滑轨抵接。
9.根据权利要求8所述的IC芯片装载分选机,其特征在于,所述托板的底面上还设置有用于与所述导杆的第二端抵接的释锁块,当所述托板进出于所述第二槽孔时,所述释锁块与所述导杆的第二端抵接,以使得所述锁定杆远离所述料盘。
10.根据权利要求7所述的IC芯片装载分选机,其特征在于,所述第二输送线延伸至所述分类收储装置所在工位,且所述第二输送线上靠近所述分类收储装置的一端还设置有第三升降台,所述第三升降台上设置有所述托板,所述分选机械手上设置有第一吸盘和第二吸盘,所述第一吸盘用于吸取所述IC芯片,所述第二吸盘用于吸取所述料盘。
说明书: IC芯片装载分选机技术领域[0001] 本发明涉及IC芯片分拣设备技术领域,尤其涉及一种自动化的IC芯片装载分选机。
背景技术[0002] IC芯片,即为大规模集成电路,被应用与各种电路结构中,以简化电路规模。作为一种精密电子器件,芯片被加工完成后,首先被放置在烧基板(又叫老化测试板)中进行测
试,测试完成后,需要将烧基板中的NG芯片(不合格芯片)挑选出来,并分级存放,然后将其
他测试通过的芯片放入料盘中存储,由此可知,芯片测试完成后,还要经过分选和多次装载
工序才能完成芯片的最终分选装载工作,这中间涉及的工序比较繁琐,而且容易出错,目前
虽然也有一些设备可实现自动对芯片的分选和装载工作,但是一般都是采用不同的设备来
完成这一些列工作,这就要求人工进行物料的中转工作,造成工作效率低,人工成本高。
发明内容[0003] 本发明的目的是提供一种可自动完成上料、下料以及中转流程的IC芯片装载分选机。
[0004] 为了实现上述目的,本发明公开了一种IC芯片装载分选机,其包括转运装置、第一移送装置、分选移料装置、第二移送装置及分类收储装置;
[0005] 所述转运装置,包括升降架和安装在所述升降架上可上下移动的转运平台,所述转运平台用于获取和输出烧基板,所述烧基板用于装填若干IC芯片;
[0006] 所述第一移送装置,与所述转运装置对接,用于输送和回收烧基板;[0007] 所述分选移料装置,分别与所述第一移送装置和所述第二移送装置对接,所述第二移送装置用于输送和回收料盘,所述分选移料装置包括用于移送IC芯片的第一机械手、
第二机械手以及分选盘,第一机械手用于执行对所述烧基板中的IC芯片的上下料工作,第
二机械手用于执行对来自于所述第二移送装置上的料盘的上下料工作;所述分选盘用于暂
存所选出的IC芯片,且所述分选盘可于所述分选移料装置和所述分类收储装置之间往复运
动;
[0008] 所述分类收储装置,与分选移料装置对接,包括若干料盘存储区和分选机械手,分选机械手用于将所述分选盘中不同种类的IC芯片分别放置于不同存储区中的料盘内。
[0009] 与现有技术相比,本发明IC芯片装载分选机,包括转运装置、第一移送装置、分选移料装置、第二移送装置及分类收储装置;当装有测试过IC芯片的烧基板被放置在转运装
置处时,转运平台按序获取烧基板,并将烧基板转运到第一移送装置,然后通过第一移送装
置将该烧基板输送至分选移料装置所在工位,然后等待料盘的到位;第二移送装置将空料
盘移送到分选移料装置所在工位后,第一机械手启动,将烧基板中测试通过的IC芯片移至
空料盘中,并将NG芯片移至分选盘中;然后,装满有IC芯片的料盘被第二移送装置移走,分
选盘装满后被移动至分类收储装置所在工位,通过分选机械手将分选盘中不同级别的IC芯
片分别放置在不同的存储区的料盘中,从而完成IC芯片的下料分选和装载工作;另外,当被
运至转运装置处的烧基板为空板时,同样通过转运装置和第一移送装置将空烧基板移送至
分选移料装置所在工位,同时,通过第二移送装置将装满有待测试的IC芯片的料盘移送至
分选移料装置处,然后通过第一机械手将料盘中的IC芯片装载至烧基板中,接着再通过第
一移送装置和转运装置将装满有IC芯片的烧基板输出;由此可知,通过上述IC芯片装载分
选机,可全程自动实现对已测试过的IC芯片的下料、分选和装载工作,同时还可全程自动实
现待测试芯片的自动上料和装载工作,自动化程度高,有效提高工作效率,节约人工成本。
[0010] 较佳的,还包括与所述转运装置对接的移载装置,所述移载装置包括带有行走机构的移载架,所述移载架上设置有若干层用于放置烧基板的抽拉槽。
[0011] 较佳的,所述升降架的前端设置有与之连接的阻挡板,所述阻挡板上由上至下间隔设置有若干向外垂直伸出的挡杆,所述挡杆用于阻挡所述移载架的边框;所述阻挡板上
还设置有可旋转伸缩运动的钩手,所述钩手用于将所述移载架与所述阻挡板抵靠在一起。
[0012] 较佳的,还包括设置在所述转运装置和所述第一移送装置之间的清洁装置,所述清洁装置包括一机架、安装架、放置平台、翻转驱动器以及吹风除尘装置;所述放置平台安
装在所述安装架上,用于接收并固定所述烧基板,所述安装架与所述机架滑动连接,以使得
所述安装架可带动所述放置平台上下移动;所述翻转驱动器安装在所述安装架上,用于驱
动所述放置平台上下翻转;所述吹风除尘装置设置在所述机架的下方,用于对所述烧基板
吹风除尘。
[0013] 较佳的,所述转运平台包括第一升降台和设置于所述第一升降台上的第一拉料组件,所述第一拉料组件用于将所述烧基板拉入或拉出所述第一升降台,所述第一拉料组件
包括一可沿所述第一升降台前后滑动的长条形安装基板,所述安装基板的前后两端分别设
置有与所述烧基板上的钩槽相适配的第一钩板和第二钩板。
[0014] 较佳的,所述第一移送装置包括第一输送线,所述第一输送线包括并行设置的第一内输送线和第一外输送线,所述第一外输送线位于所述第一内输送线的外侧,所述第一
外输送线上滑动设置有第一交换台,所述第一内输送线上滑动设置有第二交换台,所述第
二交换台可升降运动,以使得所述第二交换台可从下方穿过所述第一交换台;所述第一输
送线的上方还设置有第二拉料组件,所述第二拉料组件用于将所述烧基板拉入或拉出所述
第一交换台和所述第二交换台。
[0015] 较佳的,所述第二移送装置包括料台、输送台和自所述料台下方延伸而出的第二输送线,所述第二输送线包括并行设置的第二内输送线和第二外输送线,所述第二外输送
线位于所述第二内输送线的外侧,所述料台上设置有至少两个可容料盘通过的贯穿型第一
槽孔,所述第一槽孔的周侧设置有用于支撑料盘的活动支撑结构;所述输送台包括第一输
送台和第二输送台,所述第一输送台滑动设置在所述第二外输送线上,所述第二输送台滑
动设置在所述第二内输送线上,所述第二输送台的高度小于所述第一输送台的高度,以使
得所述第二输送台可从所述第一输送台下方穿过;所述第一输送台和所述第二输送台上均
设置有第二槽孔;所述料台下方与每一所述第一槽孔所对应位置处设置有一第二升降台,
所述第二升降台上设置有可将所述料盘托起的托板,所述托板可相对所述第一槽孔上下移
动,以使得所述托板可进出于所述第一槽孔和所述第二槽孔。
[0016] 较佳的,所述输送台上设置有用于锁定所述料盘的锁定机构;所述锁定机构包括位于所述输送台周侧的若干限位挡边和位于所述输送台其中一边角处的锁定件,所述锁定
件包括导杆、滑块、滑轨、弹性件和L型锁定杆,所述导杆包括位于外侧的第一端和位于内侧
的第二端,所述锁定杆安装在所述导杆的第一端,所述滑块嵌装在所述导杆内,所述滑轨安
装固定在所述输送台上,所述滑块与所述滑轨滑动连接,所述导杆上靠近所述第二端还设
置一与所述滑块连通的容置槽,所述弹性件设置在所述容置槽内,所述弹性件的一端与所
述滑轨抵接。
[0017] 较佳的,所述托板的底面上还设置有用于与所述导杆的第二端抵接的释锁块,当所述托板进出于所述第二槽孔时,所述释锁块与所述导杆的第二端抵接,以使得所述锁定
杆远离所述料盘。
[0018] 较佳的,所述第二输送线延伸至所述分类收储装置所在工位,且所述第二输送线上靠近所述分类收储装置的一端还设置有第三升降台,所述第三升降台上设置有所述托
板,所述分选机械手上设置有第一吸盘和第二吸盘,所述第一吸盘用于吸取所述IC芯片,所
述第二吸盘用于吸取所述料盘。
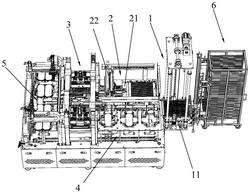
附图说明[0019] 图1为本发明其中一实施例中IC芯片装载分选机的立体结构示意图。[0020] 图2为图1的平面结构示意图。[0021] 图3为本发明另一实施例中IC芯片装载分选机的立体结构示意图。[0022] 图4为本发明实施例中装运装置与移载装置的连接结构示意图。[0023] 图5为图1和图3中转运平台的立体结构示意图。[0024] 图6为图5中第一拉料组件的立体结构示意图。[0025] 图7为图1和图3中第二拉料组件的立体结构示意图。[0026] 图8为图1和图3中第一移送装置的立体结构示意图。[0027] 图9为图1和图3中分选移料装置的立体结构示意图。[0028] 图10为图1和图3中第二移送装置的立体结构示意图。[0029] 图11为图10中料台的平面结构示意图。[0030] 图12为图10中托板的安装结构示意图。[0031] 图13为图10中输送台的平面结构示意图。[0032] 图14为图13中输送台装有料盘的立体结构示意图。[0033] 图15为图14中锁定件的立体结构示意图。[0034] 图16图1和图3中分类收储装置的立体结构示意图。[0035] 图17为图3中清洁装置的立体结构示意图。具体实施方式[0036] 为详细说明本发明的技术内容、构造特征、所实现目的及效果,以下结合实施方式并配合附图详予说明。
[0037] 如图1和图2,本实施例公开了一种IC芯片装载分选机,以实现对已测试过的IC芯片进行全自动化分选和装载,同时对待测试IC芯片进行自动化装载工作。具体的,该IC芯片
装载分选机包括转运装置1、第一移送装置2、分选移料装置3、第二移送装置4及分类收储装
置5。
[0038] 转运装置1,包括升降架10和安装在升降架10上可上下移动的转运平台11,转运平台11用于获取和输出烧基板,烧基板用于装填若干IC芯片。本实施例中的烧基板也叫老化
测试板,其上具有若干芯片槽,IC芯片被装入后,将IC芯片锁在芯片槽中,对于烧基板的具
体结构,其为本领域的公知常识,在此不再赘述。工作中,通过转运平台11在升降架10上的
上下移动来与烧基板放置平面和第一移送装置2对接,从而完成烧基板的转运工作,即将准
备好放置在转运平台11处的烧基板转运至第一移送装置2,或将第一移送装置2上的烧基板
回收输出。
[0039] 第一移送装置2,与转运装置1对接,用于输送和回收烧基板,也即接收转运平台11上的烧基板并将之移送至分选移料装置3所在工位,并将完成卸料的空烧基板或装载完成
的满载烧基板回传至转运平台11。本实施例中,第一移送装置2设置在转运平台11和分选移
料装置3之间,实现烧基板上料和下料的移送工作。
[0040] 分选移料装置3,分别与第一移送装置2和第二移送装置4对接,第二移送装置4用于输送和回收料盘,本实施例中的料盘用于存放IC芯片,一般采用塑料托盘,其上设置有若
干用于装填IC芯片的穴位,与上述烧基板不同的是,烧基板是测试用装载工具,料盘属于存
储用装载工具。请结合参阅图9,选移料装置3包括用于移送IC芯片的第一机械手30、第二机
械手31以及分选盘32,第一机械手30用于执行对烧基板中的IC芯片的上下料工作,第二机
械手31用于执行对来自于第二移送装置4上的料盘的上下料工作。分选盘32用于暂存所选
出的IC芯片(一般为NG芯片,也即有问题的芯片),且分选盘32可于分选移料装置3和分类收
储装置5之间往复运动。
[0041] 分类收储装置5,与分选移料装置3对接,包括若干料盘存储区50和分选机械手51,分选机械手51用于将分选盘32中不同种类的IC芯片分别放置于不同存储区中的料盘内。
[0042] 具有上述结构的IC芯片装载分选机的基本工作原理为:当装有测试过IC芯片的烧基板被放置在转运装置1处时,转运平台11在升降架10上上下移动,以使得转运平台11所在
平面与当前烧基板的放置平面平行,然后获取烧基板并将烧基板转运到第一移送装置2,然
后通过第一移送装置2将该烧基板输送至分选移料装置3所在工位,等待料盘的到位;第二
移送装置4将空料盘移送到分选移料装置3所在工位后,第一机械手30启动,将烧基板中测
试通过的IC芯片移至中转变距盘(图未示)中,并将NG芯片移至分选盘32中,并通过第二机
械手31将中转变距盘中的IC芯片转移至空料盘中;然后,装满有IC芯片的料盘被第二移送
装置4移走,分选盘32装满后被移动至分类收储装置5所在工位,通过分选机械手51将分选
盘32中不同级别的IC芯片分别放置在不同的存储区的料盘中,从而完成IC芯片的分选和装
载工作;另外,当被运至转运装置1处的烧基板为空板时,同样通过转运装置1和第一移送装
置2将空烧基板移送至分选移料装置3所在工位,同时,通过第二移送装置4将装满有待测试
的IC芯片的料盘移送至分选移料装置3处,然后通过第一机械手30和第二机械手31将料盘
中的IC芯片装载至烧基板中,接着再通过第一移送装置2和转运装置1将装满有IC芯片的烧
基板输出。通过上述IC芯片装载分选机,可全程自动实现对已测试过的IC芯片的下料、分选
和装载工作,同时还可全程自动实现待测试芯片的自动上料和装载工作,自动化程度高,有
效提高工作效率,节约人工成本。
[0043] 为方便烧基板的上下料工作,如图1和图4,IC芯片装载分选机,还包括与转运装置1对接的移载装置6,移载装置6包括带有行走机构62的移载架60,移载架60上设置有若干层
用于放置烧基板的抽拉槽61。每一层抽拉槽61可放置一块烧基板,这样,移载架60上可放置
若干层烧基板,对烧基板进行上下料时,转运平台11上下移动,以与每一层的烧基板对接。
本实施例中,由于移载架60上设置有行走机构62,因此,方便移载架60的移动,从而方便对
烧基板的输送。另外需要说明的是,可采用人工驱动行走机构62行走,也可采用电动机构驱
动行走机构62行走。较佳的,为方便取放烧基板,移载架60上每一层抽拉槽61的开口处均设
置为喇叭口,以方便烧基板的进出。
[0044] 进一步地,如图4,为避免取放烧基板的过程中移载架60的自由移动,以及方便对移载架60进行定位,升降架10的前端设置有与之连接的阻挡板12,阻挡板12上由上至下间
隔设置有若干向外垂直伸出的挡杆13,挡杆13用于阻挡移载架60的边框。阻挡板12上还设
置有可旋转伸缩运动的钩手14,钩手14用于将移载架60与阻挡板12抵靠在一起。工作时,推
动移载架60向升降架10靠近,直至移载架60的边框与阻挡板12上的挡杆13抵接,挡杆13阻
挡移载架60的进一步移动,从而方便对移载架60进行定位,此时,阻挡板12上的钩手14伸出
并旋转,以钩挂住移载架60,从而使得移载架60与阻挡板12紧密抵靠在一起,限制移载架60
的后退。具体的,本实施例中,钩手14安装在一旋转伸缩气缸上,通过该旋转伸缩气缸带动
钩手14伸缩运动和旋转运动。另外,阻挡板12上还设置有向外伸出的导向轮15,当移载架60
靠近阻挡板12时,导向轮15贴靠移载架60外壁转动,从而避免移载架60靠近转运平台11的
过程中发生偏移。再者,还可在移载架60上靠近转运平台11一端的边框上设置有检测传感
器16,当检测
传感器16检测到移载架60与导向轮15接触时,旋转伸缩气缸启动。本实施例中
的检测传感器16优选为光电传感器。
[0045] 对于转运平台11的具体结构,如图4至图6,包括第一升降台110和设置于第一升降台110上的第一拉料组件111,第一拉料组件111用于将烧基板拉入或拉出第一升降台110,
第一拉料组件111包括一可沿第一升降台110前后滑动的长条形安装基板1110,安装基板
1110的前后两端分别设置有与烧基板上的钩槽相适配的第一钩板1111和第二钩板1112。当
需要将移载架60上某一层的烧基板拉入第一升降台110时,第一升降台110沿升降架10移动
至移载架60相应位置处,然后第一拉料组件111向移载架60靠近,接着位于第一拉料组件
111前端的第一钩板1111伸出插入烧基板底部的槽孔处,然后第一拉料组件111向远离移载
架60的方向移动,将当前烧基板拖入第一升降台110,当第一拉料组件111运行至极限位置
时,第一钩板1111先后退,然后下移从烧基板上的槽孔处退出,然后,第一拉料组件111回
撤,使得位于后端的第二钩板1112移至烧基板上的槽孔处并插入槽孔,接着,第一拉料组件
111继续前移,将烧基板完全拖入第一升降台110。进一步改进,为提高工作效率,转运平台
11可包括上下两层具有上述结构的第一升降台110,这样,其中一(如上层)第一升降台110
在从移载架60上获取烧基板的同时,另一(如下层)第一升降台110可将其上的烧基板转运
至移载架60。
[0046] 如图1、图7和图8,对于第一移送装置2的具体结构,其包括第一输送线20和设置在第一输送线20上的交换台21,该第一输送线20包括并行设置的第一内输送线200和第一外
输送线201,交换台21包括第一交换台210和第二交换台211,第一外输送线201位于第一内
输送线200的外侧,第一交换台210滑动设置在第一外输送线201上,第二交换台211上滑动
设置在第一内输送线200上,第二交换台211可升降运动,以使得第二交换台211可从下方穿
过第一交换台210。第一输送线20的上方还设置有第二拉料组件22,第二拉料组件22用于将
烧基板拉入或拉出第一交换台210和第二交换台211,具体的,该第二拉料组件22包括轨道
架220和设置在轨道架220上的牵拉件221。本实施例中,设置两交换台,分别为第一交换台
210和第二交换台211,当第一交换台210将烧基板回传至转运平台11时,第二交换台211可
将从转运平台11获取到的另一烧基板移送至分选移料装置3所在工位,从而有效提高工作
效率。当第二交换台211滑动至第一交换台210处欲从第一交换台210下方穿过时,第二交换
台211的台面下降,然后即可从第一交换台210穿过。
[0047] 如图10至图12,对于第二移送装置4,其包括料台40、输送台41和自料台40下方延伸而出的第二输送线42,第二输送线42延伸至分选移料装置3。第二输送线42包括并行设置
的第二内输送线420和第二外输送线421,第二外输送线421位于第二内输送线420的外侧,
料台40上设置有至少两个可容料盘通过的贯穿型第一槽孔400,第一槽孔400的周侧设置有
用于支撑料盘的活动支撑结构。输送台41包括第一输送台410和第二输送台411,第一输送
台410滑动设置在第二外输送线421上,第二输送台411滑动设置在第二内输送线420上,第
二输送台411的高度小于第一输送台410的高度,以使得第二输送台411可从第一输送台410
下方穿过。第一输送台410和第二输送台411上均设置有第二槽孔412。料台40下方与每一第
一槽孔400所对应位置处设置有一第二升降台43,第二升降台43上设置有可将料盘托起的
托板44,托板44可相对第一槽孔400上下移动,以使得托板44可进出于第一槽孔400和第二
槽孔412。为使得料盘在输送台41和料台40上横竖方向均可放置,第一槽孔400、第二槽孔
412和托板44均为十字形结构。
[0048] 本实施例中,料台40上的至少其中一第一槽孔400’处放置装载有IC芯片的满载料盘,料台40上的至少另一第一槽孔400”用于接收空料盘。当要将满载料盘输送至分选移料
装置3所在工位处时,移动第一输送台410和第二输送台411的其中一者至第一槽孔400’正
下方,为便于说明,以第一输送台410为例进行说明,位于第一槽孔400’和第一输送台410下
方的第二升降台43上移,将整摞的满载料盘顶起,活动支撑结构转为收合状态,然后第二升
降台43下移,使得最下方的一块满载料盘落至第一槽孔400’下方的托板44上,接着,活动支
撑结构归位,继续支撑剩余的满载料盘,然后,随着第一升降台110的进一步下移,使得落下
的满载料盘落至第一输送台410上,第一输送台410带动满载料盘沿第二外输送线421移动
至分选移料装置3处,待将满载料盘上的IC芯片卸载完成后,第一输送台410上的满载料盘
变为空料盘,第一输送台410将该空料盘回送到料台40的第一槽孔400”处,并通过该第一槽
孔400”下方的第二升降台43将该空料盘放至料台40上。由于本实施例中设置有两并行移动
的输送台41,分别为第一输送台410和第二输送台411,工作时,第一输送台410和第二输送
台411可同时工作,以有效提高工作效率。
[0049] 进一步地,如图13至图15,在输送台41带动料盘移动过程中,为避免料盘滑落,输送台41上设置有用于锁定料盘的锁定机构。锁定机构包括位于输送台41周侧的若干限位挡
边80和位于输送台41其中一边角处的锁定件81,锁定件81包括导杆810、滑块811、滑轨812、
弹性件813和L型锁定杆814,导杆810包括位于输送台41外侧的第一端815和位于输送台41
内侧的第二端816,锁定杆814安装在导杆810的第一端815,滑块811嵌装在导杆810内,滑轨
812安装固定在输送台41上,滑块811与滑轨812滑动连接,导杆810上靠近第二端816还设置
一与滑块811连通的容置槽817,弹性件813设置在容置槽817内,弹性件813的一端与滑轨
812抵接。较佳的,为便于控制锁定件81的工作状态,使之与输送台41的装盘和放盘工作相
配合,托板44的底面上还设置有用于与导杆810的第二端816抵接的释锁块82,当托板44进
出于第二槽孔412时,释锁块82与导杆810的第二端816抵接,以使得锁定杆814远离料盘。
[0050] 在上述实施例中,限位挡边80设置在输送台41的周侧,锁定件81安装在输送台41的其中一边角处,安装时,将滑块811与滑轨812滑动连接在一起,然后将滑轨812安装固定
在输送台41上,通过调整滑轨812的安装位置,使得锁定杆814恒处于靠近输送台41边缘位
置,从而,锁定杆814与周侧的限位挡边80形成一闭合的限位空间,当料盘位于该限位空间
内时,由于周侧受有挤压力,可有效避免脱离输送台41。
[0051] 接收料盘时,料盘位于托板44上,当第二升降台43带动托板44下移通过输送台41上的第二槽孔412时,位于托板44底面上的释锁块82与锁定件81上导杆810的第二端816抵
接,以给导杆810施以向外地推力,借助于该推力,导杆810通过其上的滑块811沿滑轨812向
外移动,从而使得锁定杆814与输送台41的边缘分离,也即使得锁定杆814处于释锁状态,然
后随着托板44继续下移退出第二槽孔412的同时,料盘被放置在输送台41上,此时,由于托
板44脱离第二槽孔412,导杆810上的推力消失,锁定杆814在弹性件813的作用下复位,将料
盘锁定在输送台41上。同理,当向料台40上回收料盘时,托板44通过第二槽孔412的同时,锁
定杆814处于释锁状态,松开对料盘的锁定,此时,托板44将料盘托举至料台40上第一槽孔
400位置处,第一槽孔400位置处的活动支撑结构将料盘固定在该位置,然后托板44退回,锁
定杆814复位。
[0052] 对于上述实施例中的活动支撑结构,如图11,本发明公开下述两种具体结构。[0053] 其一,用在用于回收空料盘的第一槽孔400”处,在该第一槽孔400”处安装的活动支撑结构包括设置在第一槽孔400”周侧边缘的单向翻转的支撑块45,该支撑块45与第一槽
孔400”周侧边缘枢接,且使得该支撑块45仅可向上翻转。回收空料盘时,料盘从下方向上顶
支撑块45,使得支撑块45向上翻转,从而避开料盘的上升通道,当料盘位于第一槽孔400”上
方时,支撑块45在自身重力或扭簧的作用下自动复位,以支撑上方的料盘。
[0054] 其二,用在用于提供满载料盘的第一槽孔400’处,该第一槽孔400’处安装的活动支撑结构包括设置在第一槽孔400’周侧边缘的用于支撑料盘的旋转挡片46,该旋转挡片46
可旋转地进出于第一槽孔400’。若干料盘叠放在一起堆放在第一槽孔400’上方,旋转挡片
46伸出到第一槽孔400’中时,托举住位于最下方的一料盘。向输送台41提供满载料盘时,托
板44到位后,旋转挡片46旋转退出第一槽孔400’,放开对料盘的支撑,料盘下落,最下方的
料盘落至托板44上时,旋转挡片46复位,此时,旋转挡片46插入到倒数第二层料盘的下方,
以托举住该料盘,从而将最下方一料盘释放至托板44上,进而由托板44放至输送台41上,完
成满载料盘的提供工作。
[0055] 本发明IC芯片装载分选机另一较佳实施例中,如图10和图16,为方便对分类收储装置5进行补充空盘,第二输送线42延伸至分类收储装置5所在工位,且第二输送线42上靠
近分类收储装置5的一端还设置第三升降台47,第三升降台47上设置有托板44,分选机械手
51上设置有第一吸盘510和第二吸盘511,第一吸盘510用于吸取IC芯片,第二吸盘511用于
吸取料盘。本实施例中,当料盘被输送至分类收储装置5所在工位处时,分选机械手51动作,
通过第二吸盘511将空盘转移至需要补盘的位置处,然后通过第一吸盘510将分选盘32中的
IC芯片转移至空料盘中。
[0056] 本发明IC芯片装载分选机另一较佳实施例中,如图3和图17,还包括设置在转运装置1和第一移送装置2之间的清洁装置7,清洁装置7包括一机架70、安装架71、放置平台72、
翻转驱动器73以及吹风除尘装置74。放置平台72安装在安装架71上,用于接收并固定烧基
板,安装架71与机架70滑动连接,以使得安装架71可带动放置平台72上下移动。翻转驱动器
73安装在安装架71上,用于驱动放置平台72上下翻转。吹风除尘装置74设置在机架70的下
方,用于对烧基板吹风除尘。另外,放置平台72上还设置有用于将烧基板拉入或推出放置平
台72的第三拉料组件75,当烧基板被第三拉料组件75拉入放置平台72后,通过放置平台72
上的固定机构将烧基板固定在放置平台72上,然后安装架71带动放置平台72上移,上移到
位后,翻转驱动器73带动放置平台72在竖直平面内翻转180°,使得烧基板上的芯片槽朝下,
然后吹风除尘装置74启动,向烧基板吹送高速气流,以对烧基板进行除尘清洁。另外,还可
在机架70的下方设置灰尘收集装置,以收集吹落的灰尘,对于该灰尘收集装置可采用负压
收尘,并在机架70下方设置过滤收尘盒。
[0057] 综上,如图1至图17,本发明公开了一种IC芯片装载分选机,可自动化完成IC芯片的下料分选和上料装载工作。执行IC芯片的下料分选工作时:首先,在料台40上放置待用的
空料盘;将测试过的IC芯片放置在烧基板中,并将烧基板放置在移载架60上,然后将移载架
60移动至转运装置1的升降架10处;转运装置1将移载架60上的烧基板转运至清洁装置7上,
清洁处理后,通过第一输送线20将烧基板输送至分选移料装置3处,同时,通过第二输送线
42将料台40上的空料盘输送至分选移料装置3处,然后,第一机械手30和第二机械手31动
作,将烧基板中的测试良好的IC芯片移送至空料盘中,并将NG芯片移送至分选盘32中;下料
和分选工作结束后,将烧基板回送至移载架60,同时将装有IC芯片的满载料盘回送至料台
40;执行IC芯片的上料装载工作时:首先,在料台40上放置装有待测试IC芯片的满载料盘;
将空烧基板装在移载架60上,并将移载架60移动至转运装置1处,然后通过转运装置1将空
烧基板转运至第一输送线20,并通过第一输送线20将空烧基板移动至分选移料装置3处,同
时通过第二输送线42将料台40上的满载料盘移动至分选移料装置3处,然后,第一机械手30
和第二机械手31动作,将满载料盘上的IC芯片移送至空烧基板中,上料工作结束后,通过第
一输送线20将装满有IC芯片的烧基板回送至移载架60,同时通过第二输送线42将空料盘回
送至料台40。当分选盘32中装满IC芯片时,将分选盘32移送至分类收储装置5所在工位,将
分选盘32中的IC芯片分类存储在不同的空料盘中。
[0058] 以上所揭露的仅为本发明的优选实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属本发明所涵盖的范围。
声明:
“IC芯片装载分选机” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1284
编辑:北方有色网
来源:深圳市标王工业设备有限公司
1284
编辑:北方有色网
来源:深圳市标王工业设备有限公司



 咨询细节
咨询细节














































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















