1.本发明涉及硬质合金模具技术领域,尤其涉及一种球齿硬质合金模具制备方法。
背景技术:
2.随着我国冶金工业的快速发展,各行业对矿业资源的需求量已经达到一个新的高度。继续加大黑色金属,
有色金属矿源的勘探与开采,扩大煤炭行业的规范管理和整合,大型钢铁企业和有色冶金企业走出国门与发展中国家合资
采矿,都将是今后发展的方向。对天然气开发钻探,大陆架油气开采等,都将刺激市场对机械化采掘设备和中大孔径钻具用矿用硬质合金的市场需求增加。其中球齿、锥型齿、截齿等在矿用机械中比较常用,都是利用硬质合金模具制备所得,球齿模具一般由上冲头、下冲头、模体组成,现有球齿模具的制备通常是将圆柱硬质合金加工成型,先利用磨床粗加工,再利用电火花、线切割精密加工,加工余量较多,而且由于硬质合金本身的材质问题,所以加工耗时较长。
技术实现要素:
3.为了解决上述问题,本发明提出一种球齿硬质合金模具制备方法。
4.本发明采用以下技术方案:一种球齿硬质合金模具制备方法,包括以下步骤:
5.步骤1:选取若干钢材,使用车床将钢材分别车削出第一辅助上冲头、第二辅助上冲头、辅助下冲头、辅助模体的粗形体,然后对其依次进行淬火—回火—喷砂—车削处理,最后得到所需尺寸的第一辅助上冲头、第二辅助上冲头、辅助下冲头、辅助模体;
6.步骤2:将第一辅助上冲头、辅助下冲头、辅助模体装载在压机上,辅助模体被压机固定,压机驱动辅助下冲头上移并嵌入辅助模体内腔一部分,往辅助模体的内腔填充碳化钨
钴粉,然后通过压机驱动第一辅助上冲头下移并嵌入辅助模体的内腔,碳化钨
钴粉被挤压由此得到毛坯产品,取出毛坯产品对其真空烧结,得到粗型上冲头;
7.步骤3:将第二辅助上冲头替换步骤二中的第一辅助上冲头,通过压机驱动第二辅助上冲头压入填充有碳化钨钴粉的辅助模体内腔,得到毛坯产品,取出毛坯产品对其真空烧结,得到粗型下冲头;
8.步骤4:选取若干钢材,使用数控车床将钢材车削成多个圆环形底座,然后对底座进行淬火—回火—喷砂处理;
9.步骤5:将底座与粗型上冲头的底部焊接,对其侧表面进行车削—磨削处理,然后利用电火花加工粗型上冲头,并对粗型上冲头被电火花加工的表面做抛光处理,最后得到成品上冲头;
10.步骤6:将步骤四中的底座与粗型下冲头的底部焊接,并对其侧表面进行车削—磨削处理,得到成品下冲头;
11.步骤7:选取钢材,使用车床将其车削成粗型模体,对粗型模体进行淬火—回火—喷砂—车削处理,然后再对粗型模体的内腔热镶入合金层,最后对合金层线切割加工得到成品模体。
12.优选的,所述步骤1中,第一辅助上冲头的上端与球齿的弧形上端相适配,其中部及下端分别为两个圆柱形结构,且下端圆柱的直径大于中部圆柱的直径,第二辅助上冲头的上端与球齿的下端相适配,其中部及下端与第一辅助上冲头的中下端结构相同,辅助下冲头为两段圆柱结构组成,且下段圆柱的直径大于上段圆柱的直径,辅助模体为两段空心圆环结构组成,且下段圆环的外径大于上段圆环的外径。
13.优选的,所述步骤1中,第一辅助上冲头、第二辅助上冲头、辅助下冲头为9sicr钢,其淬火加热温度为820~860℃,保温两小时后油冷降温,回火温度为180~200℃。
14.优选的,所述步骤1中,辅助模体为cr12钢,其淬火过程为:先加热至600~650℃保温一小时,再加热到800~850℃保温1小时,然后加热到1020~1040℃保温1小时,出炉后在空气中预冷至840~850℃后淬入油中,回火温度为160~180℃。
15.优选的,所述步骤2~步骤3中的烧结温度为1400℃。
16.优选的,所述步骤4中,底座为9sicr钢,其淬火加热温度为820~860℃,保温两小时后油冷降温,回火温度为180~200℃。
17.优选的,所述步骤7中,成品模体为cr12钢,其淬火过程为:先加热至600~650℃保温一小时,再加热到800~850℃保温1小时,然后加热到1020~1040℃保温1小时,出炉后在空气中预冷至840~850℃后淬入油中,回火温度为160~180℃,热镶合金为yg15合金。
18.本发明至少具有以下有益效果之一:
19.在本发明中,使用辅助模具得到的粗型上冲头及粗型下冲头本身就带有相应的成型,只需进行少量的半精加工和精加工就可以得到成品上冲头和成品下冲头,有效缩短了球齿模具的生产周期;而辅助模具因为是采用钢材制作,只需车床车削、磨削就能得到,并且能够重复利用,从而使硬质合金球齿模具能够快速、高效、批量的制备;而且本发明的方法还可以用来生产锥型齿、抛物线形齿、挖路齿、截媒齿等,只需利用钢材加工出与相应钻齿匹配的辅助模具即可,适用性强。
附图说明
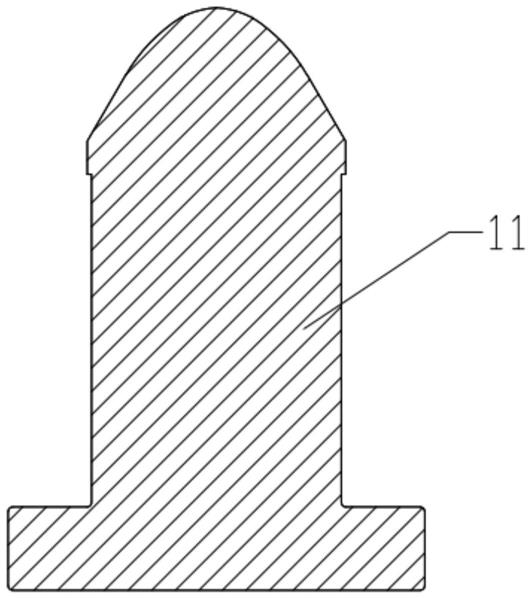
20.图1为本发明优选实施例中第一辅助上冲头的剖面示意图;
21.图2为本发明优选实施例中第二辅助上冲头的剖面示意图;
22.图3为本发明优选实施例中辅助下冲头的剖面示意图;
23.图4为本发明优选实施例中辅助模体的剖面示意图;
24.图5为本发明优选实施例中成品上冲头的剖面示意图;
25.图6为本发明优选实施例中成品下冲头的剖面示意图;
26.图7为本发明优选实施例中成品模体的剖面示意图。
27.附图标记说明:
28.11第一辅助上冲头、12第二辅助上冲头、13辅助下冲头、14辅助模体、15成品上冲头、16成品下冲头、17成品模体。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.在本发明的描述中,需要理解的是,术语“中心、纵向、横向、长度、宽度、厚度、上、下、前、后、左、右、竖直、水平、顶、底、内、外、顺时针、逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
31.参照图1至图7,本发明的优选实施例,一种球齿硬质合金模具制备方法,包括以下步骤:
32.步骤1:选取若干钢材,使用车床将钢材分别车削出第一辅助上冲头11、第二辅助上冲头12、辅助下冲头13、辅助模体14的粗形体,然后对其依次进行淬火—回火—喷砂—车削处理,最后得到所需尺寸的第一辅助上冲头11、第二辅助上冲头12、辅助下冲头13、辅助模体14;
33.步骤2:将第一辅助上冲头11、辅助下冲头13、辅助模体14装载在压机上,辅助模体14被压机固定,压机驱动辅助下冲头13上移并嵌入辅助模体14内腔一部分,往辅助模体14的内腔填充碳化钨钴粉,然后通过压机驱动第一辅助上冲头11下移并嵌入辅助模体14的内腔,碳化钨钴粉被挤压由此得到毛坯产品,取出毛坯产品对其真空烧结,得到粗型上冲头;
34.步骤3:将第二辅助上冲头12替换步骤二中的第一辅助上冲头11,通过压机驱动第二辅助上冲头12压入填充有碳化钨钴粉的辅助模体14内腔,得到毛坯产品,取出毛坯产品对其真空烧结,得到粗型下冲头;
35.步骤4:选取若干钢材,使用数控车床将钢材车削成多个圆环形底座,然后对底座进行淬火—回火—喷砂处理;
36.步骤5:将底座与粗型上冲头的底部焊接,对其侧表面进行车削—磨削处理,然后利用电火花加工粗型上冲头,并对粗型上冲头被电火花加工的表面做抛光处理,最后得到成品上冲头15;
37.步骤6:将步骤四中的底座与粗型下冲头的底部焊接,并对其侧表面进行车削—磨削处理,得到成品下冲头16;
38.步骤7:选取钢材,使用车床将其车削成粗型模体,对粗型模体进行淬火—回火—喷砂—车削处理,然后再对粗型模体的内腔热镶入合金层,最后对合金层线切割加工得到成品模体17。
39.在本发明中,使用辅助模具得到的粗型上冲头及粗型下冲头本身就带有相应的成型,只需进行少量的半精加工和精加工就可以得到成品上冲头和成品下冲头,有效缩短了球齿模具的生产周期;而辅助模具因为是采用钢材制作,只需车床车削、磨削就能得到,并且能够重复利用,从而使硬质合金球齿模具能够快速、高效、批量的制备;而且本发明的方法还可以用来生产锥型齿、抛物线形齿、挖路齿、截媒齿等,只需利用钢材加工出与相应钻齿匹配的辅助模具即可,适用性强。
40.作为本发明的优选实施例,其还可具有以下附加技术特征:
41.步骤1中,第一辅助上冲头11的上端与球齿的弧形上端相适配,其中部及下端分别为两个圆柱形结构,且下端圆柱的直径大于中部圆柱的直径,第二辅助上冲头12的上端与
球齿的下端相适配,其中部及下端与第一辅助上冲头11的中下端结构相同,辅助下冲头13为两段圆柱结构组成,且下段圆柱的直径大于上段圆柱的直径,辅助模体14为两段空心圆环结构组成,且下段圆环的外径大于上段圆环的外径,使用时,第一辅助上冲头11及第二辅助上冲头12均是翻转过来使用;具体实施时,第一辅助上冲头11的上端可以与锥型齿、抛物线形齿、挖路齿、截媒齿等其他钻齿的上端适配,第二辅助上冲头12的上端可以与锥型齿、抛物线形齿、挖路齿、截媒齿等其他钻齿的下端相适配。
42.步骤1中,第一辅助上冲头11、第二辅助上冲头12、辅助下冲头13为9sicr钢,其淬火加热温度为820~860℃,保温两小时后油冷降温,回火温度为180~200℃,使之硬度达到hrc60~65。
43.步骤1中,辅助模体14为cr12钢,其淬火过程为:先加热至600~650℃保温一小时,再加热到800~850℃保温1小时,然后加热到1020~1040℃保温1小时,出炉后在空气中预冷至840~850℃后淬入油中,回火温度为160~180℃,使之硬度达到hrc60~65。
44.步骤2~步骤3中的烧结温度为1400℃。
45.步骤4中,底座为9sicr钢,其淬火加热温度为820~860℃,保温两小时后油冷降温,回火温度为180~200℃,使之硬度达到hrc60~65。
46.步骤7中,成品模体17为cr12钢,其淬火过程为:先加热至600~650℃保温一小时,再加热到800~850℃保温1小时,然后加热到1020~1040℃保温1小时,出炉后在空气中预冷至840~850℃后淬入油中,回火温度为160~180℃,使之硬度达到hrc60~65,热镶选用的合金为yg15合金。
47.本实施例中,压机选用16t油压机,粗型上冲头及粗型下冲头的侧表面经过车削—磨削之后的精度即满足要求,无需另作精加工。
48.在不出现冲突的前提下,本领域技术人员可以将上述附加技术特征自由组合以及叠加使用。
49.以上所述仅为本发明的优先实施方式,只要以基本相同手段实现本发明目的的技术方案都属于本发明的保护范围之内。技术特征:
1.一种球齿硬质合金模具制备方法,其特征在于,包括以下步骤:步骤1:选取若干钢材,使用车床将钢材分别车削出第一辅助上冲头(11)、第二辅助上冲头(12)、辅助下冲头(13)、辅助模体(14)的粗形体,然后对其依次进行淬火—回火—喷砂—车削处理,最后得到所需尺寸的第一辅助上冲头(11)、第二辅助上冲头(12)、辅助下冲头(13)、辅助模体(14);步骤2:将第一辅助上冲头(11)、辅助下冲头(13)、辅助模体(14)装载在压机上,辅助模体(14)被压机固定,压机驱动辅助下冲头(13)上移并嵌入辅助模体(14)内腔一部分,往辅助模体(14)的内腔填充碳化钨钴粉,然后通过压机驱动第一辅助上冲头(11)下移并嵌入辅助模体(14)的内腔,碳化钨钴粉被挤压由此得到毛坯产品,取出毛坯产品对其真空烧结,得到粗型上冲头;步骤3:将第二辅助上冲头(12)替换步骤二中的第一辅助上冲头(11),通过压机驱动第二辅助上冲头(12)压入填充有碳化钨钴粉的辅助模体(14)内腔,得到毛坯产品,取出毛坯产品对其真空烧结,得到粗型下冲头;步骤4:选取若干钢材,使用数控车床将钢材车削成多个圆环形底座,然后对底座进行淬火—回火—喷砂处理;步骤5:将底座与粗型上冲头的底部焊接,对其侧表面进行车削—磨削处理,然后利用电火花加工粗型上冲头,并对粗型上冲头被电火花加工的表面做抛光处理,最后得到成品上冲头(15);步骤6:将步骤四中的底座与粗型下冲头的底部焊接,并对其侧表面进行车削—磨削处理,得到成品下冲头(16);步骤7:选取钢材,使用车床将其车削成粗型模体,对粗型模体进行淬火—回火—喷砂—车削处理,然后再对粗型模体的内腔热镶入合金层,最后对合金层线切割加工得到成品模体(17)。2.根据权利要求1所述的一种球齿硬质合金模具制备方法,其特征在于,所述步骤1中,第一辅助上冲头(11)的上端与球齿的弧形上端相适配,其中部及下端分别为两个圆柱形结构,且下端圆柱的直径大于中部圆柱的直径,第二辅助上冲头(12)的上端与球齿的下端相适配,其中部及下端与第一辅助上冲头(11)的中下端结构相同,辅助下冲头(13)为两段圆柱结构组成,且下段圆柱的直径大于上段圆柱的直径,辅助模体(14)为两段空心圆环结构组成,且下段圆环的外径大于上段圆环的外径。3.根据权利要求1所述的一种球齿硬质合金模具制备方法,其特征在于,所述步骤1中,第一辅助上冲头(11)、第二辅助上冲头(12)、辅助下冲头(13)为9sicr钢,其淬火加热温度为820~860℃,保温两小时后油冷降温,回火温度为180~200℃。4.根据权利要求1所述的一种球齿硬质合金模具制备方法,其特征在于,所述步骤1中,辅助模体(14)为cr12钢,其淬火过程为:先加热至600~650℃保温一小时,再加热到800~850℃保温1小时,然后加热到1020~1040℃保温1小时,出炉后在空气中预冷至840~850℃后淬入油中,回火温度为160~180℃。5.根据权利要求1所述的一种球齿硬质合金模具制备方法,其特征在于,所述步骤2~步骤3中的烧结温度为1400℃。6.根据权利要求1所述的一种球齿硬质合金模具制备方法,其特征在于,所述步骤4中,
底座为9sicr钢,其淬火加热温度为820~860℃,保温两小时后油冷降温,回火温度为180~200℃。7.根据权利要求1所述的一种球齿硬质合金模具制备方法,其特征在于,所述步骤7中,成品模体(17)为cr12钢,其淬火过程为:先加热至600~650℃保温一小时,再加热到800~850℃保温1小时,然后加热到1020~1040℃保温1小时,出炉后在空气中预冷至840~850℃后淬入油中,回火温度为160~180℃,热镶合金为yg15合金。
技术总结
本发明涉及硬质合金模具技术领域,尤其涉及一种球齿硬质合金模具制备方法,准备若干钢材,钢材经车削、淬火、回火、喷砂、二次车削得到第一辅助上冲头、第二辅助上冲头、辅助下冲头、辅助模体,将辅助下冲头、辅助模体与压机配合,往模腔内填充碳化钨钴粉,然后通过压机分别将第一辅助上冲头及第二辅助上冲头压入该模腔,得到粗型上冲头及粗型下冲头;准备若干钢材,将其车削成底座,并经淬火、回火、喷砂处理,将其与粗型上冲头及粗型下冲头焊接,对其侧表面进行车削—磨削处理,然后利用电火花加工,最后得到成品上冲头、成品下冲头;选取钢材,将其车削成粗型模体,对粗型模体的内腔热镶入合金层,最后对合金层线切割加工得到成品模体。最后对合金层线切割加工得到成品模体。
技术研发人员:温圆臻 程秀容 朱瑞源 朱功明 焦军 谢小乾 吴江华
受保护的技术使用者:江西江钨硬质合金有限公司
技术研发日:2022.01.13
技术公布日:2022/4/12
声明:
“球齿硬质合金模具制备方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 715
编辑:北方有色网
来源:江西江钨硬质合金有限公司
715
编辑:北方有色网
来源:江西江钨硬质合金有限公司



 咨询细节
咨询细节









































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 















