全部
▼
热搜:
 1098
1098
 0
0
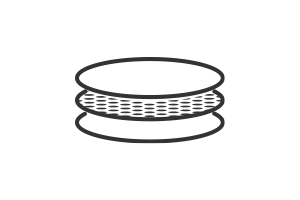
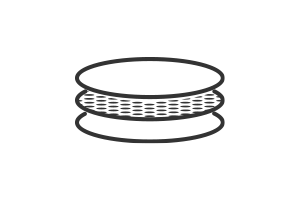
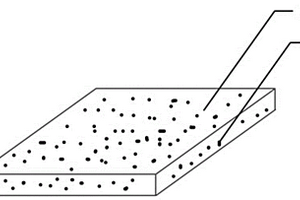
本发明涉及一种警用碳纤维复合材料声波发生器外壳体,现有声波发生器外壳体一般采用铝合金板料、型材铆接而成,主要有零件多,质量大,生产成本高等缺点,针对这些不足,本发明提供警用碳纤维复合材料声波发生器外壳体,整体采用碳纤维复合材料网络交叉铺层胶接成一个铺层厚度相同的整体式中空式型腔框架,主要由上固定边、外围型腔板、底板、外加强筋腔、防振腔、底板凸腔、底板中心型腔、六角型槽口、四角型槽口等组成,通过模具一次胶接固化成型,该发明不易变形,耐腐蚀,耐氧化,质量轻,抗振动,抗冲击,抗疲劳,零件少,工艺装配简单方便,其质量比具有同样功能的铝合金结构质量轻25%左右。
 1164
0
1164
0
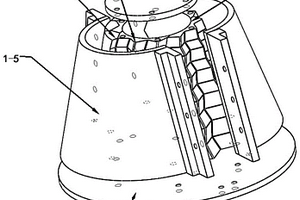
用于制备纤维增强复合材料褶皱夹芯圆台壳的组合模具,它涉及复合材料成型设计领域。本发明解决了目前尚未有制备褶皱夹芯圆台壳工艺的问题。本发明的组合模具包括芯子模具和面板模具;芯子模具包括阳模主体、阴模主体、第一芯子模具内支撑、第二芯子模具内支撑和两个芯子模具外支撑,阳模主体是由若干个阳模组合而成的空心圆台壳结构,阳模主体内壁面为圆台面,阳模主体外壁面设置多个四边形单元,阴模主体包括N个阴模,阴模主体外壁面为圆台面,阴模内壁面设置多个四边形单元,阴模内壁面上的四边形单元与阳模主体外壁面上与之对应的四边形单元完全咬合。本发明用于制备纤维增强复合材料褶皱夹芯圆台壳。
 760
0
760
0
本发明主要是一种高韧性PLA复合材料的制备方法,通过熔融挤利用增韧剂出法与PLA/PC共混,形成的高韧性PLA复合材料,材料利用率高,本材料原料按重量份数计为:聚乳酸35份,聚碳酸酯75份,增容剂2-14份。生产方法是利用增容剂与PLA/PC通过熔融挤出法进行共混,将挤出的料条经传送带传输、空气冷切、切粒、包装。本发明可直接挤出高韧性可生物降解的PLA复合材料,生产工艺非常简单,对环境没有污染,可以有效的缓解能源危机和环境问题。
 799
0
799
0
本发明属于飞机修理技术,涉及一种飞机复合材料襟翼局部损伤的修理方法。其特征在于,修理的步骤如下:确定襟翼的损伤区域是否适于采用本方法修理;确定切割边界;切除切割区域;脱漆处理;制造修补件;固化;清洗;修补件与襟翼胶接;干玻璃布加固。本发明提出了一种飞机复合材料襟翼局部损伤的修理方法,当复合材料襟翼出现两个边缘向内延展的较大面积的损伤时,能够对襟翼进行修理,恢复了襟翼外形,延长了襟翼使用寿命,降低了飞机的维护和使用成本。
 722
0
722
0
聚苯胺/石墨烯/纳米铜复合材料的制备方法,它涉及电容器电极材料领域。它为了解决现有聚苯胺用作超级电容器电极材料存在比电容值较低、电化学利用率低、容量快速衰减的问题。方法:一、氧化石墨烯加入到硫酸铜溶液中,再加NaOH溶液和水合肼溶液,反应后冷却至室温,将产品抽滤洗涤干净,干燥后得石墨烯/纳米铜复合材料;二、苯胺溶于盐酸溶液中,加石墨烯/纳米铜复合材料,再加过硫酸铵溶液,反应后将产物抽滤并洗涤干净,干燥后即完成。本发明采用的原位聚合法制备出的聚苯胺/石墨烯/纳米铜复合电极材料中,当纳米铜/碳纳米管的掺杂量为苯胺的10wt%时,比电容值高达577.92F/g。
 740
0
740
0
四面体型纤维增强复合材料点阵夹芯板的制备方法,它涉及一种四面体型点阵夹芯板的制备方法。以解决采用硅橡胶软膜成型制成四面体型纤维增强复合材料点阵夹芯板存在力学性能差的问题。技术要点:制备刚性模具;用丙酮溶液清洗模具表面,用脱模剂处理模具外表面;固定刚性模具;卷制多个纤维柱,并将其塞进热膨胀芯膜套内;制备组合模具,即在刚性模具的每个第一、二圆形通孔内插入包有纤维柱的热膨胀芯膜套,将多个纤维柱的两端外露在刚性模具的外面;在组合模具的上下表面铺放单向纤维预浸料,并将露在刚性模具外面的纤维柱的两端沿纤维柱的轴向劈开预埋在上下表面的预浸料中;固化;脱模。本发明用于制备四面体型纤维增强复合材料点阵夹芯板。

本发明公开了一种自组装KMn8O16@还原氧化石墨烯二维复合材料的制备方法,该方法依次通过制备KMn8O16、剥离KMn8O16纳米片和e‑KMn8O16表面电荷修饰自组装制备而成,过程简单,易于控制,复合材料组装过程通过纳米片表面电荷调控‑静电吸附的方式层层自组装制备得到,复合材料结构稳定、内阻小,比表面积大,利于电解液与电极材料间的充分接触,保证了其优良的电化学性能。
本发明公开了一种电磁感应辅助加热搅拌头及应用其制备聚醚醚酮复合材料的方法,属于特种工程塑料制备技术领域。本发明解决现有聚醚醚酮复合材料的制备方法在最终固结过程中难以进一步施加再分散作用,往往不能保证共混料在PEEK中的均匀分散,最终导致其耐摩擦性能的提高有限的问题。本发明通过搅拌头引入强形变作用,可促进填料在热固结过程中弥散再分布,有效避免填料团聚问题,同时强形变作用可提升聚合物基体结晶度,提高聚醚醚酮复合材料硬度和耐磨性。
 778
0
778
0
一种使用甘蔗生物质粉为原料的生物基复合材料制备方法,属于生物基复合材料制备方法技术领域。一、将未粉碎的甘蔗残渣用蒸馏水清洗,浸泡,煮沸,加入次氯酸钙漂白;二、制备甘蔗残渣微粉/树脂预混料;三、制备甘蔗残渣含量为60~80%、树脂含量为30~15%、改性淀粉和海藻酸含量为5~15%、无机填料含量为1~5%的高生物质含量的树脂颗粒;四、制备可降解母粒;五、制备最终的含有甘蔗残渣微粉的具有可降解能力和快速崩解特征的树脂母粒产品。本发明使用改性处理后的甘蔗残渣生物质粉作为原料,制备出了性能稳定,性价比高,降解性能良好,外观呈独特浅色的生物基复合材料,可将其应用于日常的树脂制品、食品接触用一次性制品以及其他的可降解树脂产品。
 1216
0
1216
0
本发明涉及一种木塑PP复合材料的制备方法,利用稻壳粉通过熔融挤出法改性PP,形成木塑PP复合材料,该材料原料按重量份数计为:聚丙烯60‑80份,稻壳粉20‑40份,相容剂0‑12份,偶联剂0‑3份,液体石蜡3‑6份。生产方法是利用双螺杆挤出机对物料进行共混,将挤出的料条经冷却水冷却、干燥、切粒、包装。本发明通过利用稻壳粉通过熔融挤出法改性PP,进而得到一种木塑PP复合材料。
 1146
0
1146
0
本发明涉及复合材料工装修理技术领域,特别涉及一种采用真空导入系统和硅橡胶结合的方式修理工装漏气的方法。所述的方法为:在漏气气路一端涂覆未硫化状态的硅橡胶聚合物,通过在另一端抽真空的方式将未硫化状态的硅橡胶聚合物导入所述气路内,硫化后完成修理。采用真空导入的方式将两组份液体硅橡胶(含硅聚合物)导入到复合材料工装的内部,对缺陷位置进行了封堵,切断了气体进入的通道。利用硅橡胶的低密度、低表面张力的特点可以解决此问题,一方面低表面张力的液体硅橡胶能够很好的润湿复合材料工装内缺陷位置的表面,从而形成良好的附着。
 751
0
751
0
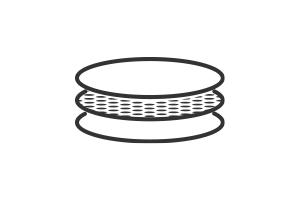
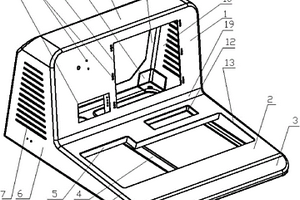
本发明涉及一种飞机用复合材料操控台箱,现有操控台箱一般采用钢板或铝合金铆接而成,主要缺点零件多,质量大,生产成本高,针对这些不足,飞机减重是主要目的,本发明提供飞机用复合材料操控台箱,整体采用碳纤维复合材料网络交叉铺层胶接成L字型中空的框架结构,主要由仪表面板、控制面板、底板、后板、左翼板、右翼板等组成,通过模具一次胶接固化成型,该发明结构性能好,不易变形,耐腐蚀,耐氧化,质量轻,抗振动,抗冲击,抗疲劳,零件少,工艺装配简单,安装简单方便,使用寿命长,提高了质量,又保证了精度,其质量比具有同样功能的铝合金结构的质量轻30%左右,适合飞机等要求减重场所使用。
 1115
0
1115
0
纳米氧化铋涂覆陶瓷相增强体/铝基复合材料的制备方法,它涉及铝基复合材料的制备方法。它为了解决陶瓷相增强体和铝基体之间的润湿性差,室温阻尼性能不好且材料的成型温度高的问题。方法:陶瓷增强体与蒸馏水混合,得混合物;溶液A和氨水溶液加到混合物中;增强体水热釜中保温,冷却后制备预制件并进行烧结;预制件加热,再浇入熔融的铝或铝合金,加压后脱模即完成。本发明采用水热合成的方法对陶瓷增强体表面涂覆,不仅能够获得纳米尺寸的涂层同时大幅度提高了涂层分布的均匀性,涂层的引入不仅有效阻止增强体和基体之间的润湿性,而且能够提高复合材料的阻尼性能和降低成型温度,提高界面结合强度,而且制备涂层的无机盐原料廉价,涂覆工艺简单。
 901
0
901
0
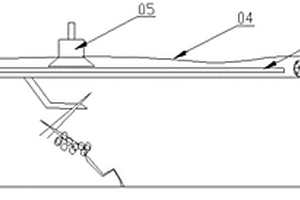
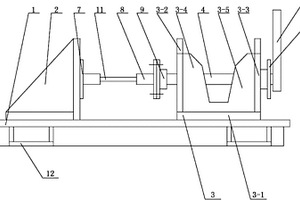
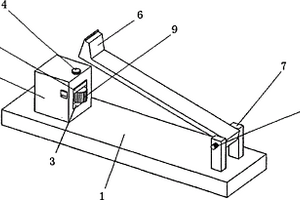
一种复合材料杆件扭转实验装置及方法,它涉及一种扭转实验装置及方法,具体涉及一种复合材料杆件扭转实验装置及方法。本发明为了解决现有杆件扭转实验装置及方法成本较高、结构复杂、操作繁琐、扭转角度小,且试件尺寸限制较大的问题。本发明的第一试件法兰盘固定安装在试件支撑座与扭转轴支撑机构相对的一侧面上,试件的一端与第一试件法兰盘连接,试件的另一端与第二试件法兰盘连接,扭转轴安装在扭转轴支撑机构上,悬挂重物组件设置在加载力臂的另一端上,第一试件法兰盘的边缘粘贴矩形铝片,第二试件法兰盘的边缘粘贴矩形铝片。本发明用于复合材料杆件扭转实验。
 1112
0
1112
0
本发明公开了一种石墨烯与碳化硅混杂增强铝基复合材料及其制备方法,涉及复合材料制备技术领域,包括如下步骤:步骤S1:在氩气的保护氛围下,将纳米碳化硅颗粒、铝粉和过程控制剂混合并球磨后,再加入石墨烯纳米片,经变速球磨,得到均匀的石墨烯/纳米碳化硅/铝复合粉体;步骤S2:对所述石墨烯/纳米碳化硅/铝复合粉体进行预压后,经真空放电等离子烧结、挤压成型后,得到呈准连通以及层状分布石墨烯与碳化硅混杂增强铝基复合材料。本发明通过采取纳米碳化硅颗粒和铝粉预先同速球磨混合、然后再加入石墨烯纳米片变速球磨的方式,有效防止石墨纳米片结构过度破坏并提高其分散均匀性,通过真空放电等离子烧结减少界面不良反应。
 850
0
850
0
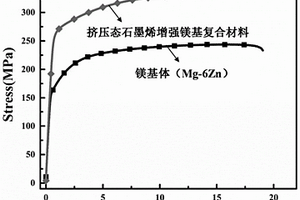
本发明涉及一种石墨烯增强镁基复合材料及其制备方法。所述方法为:将镁基体在坩埚中加热熔化,得到镁基体熔体;在坩埚顶部引入空气或由氧气与稀有气体混合而成的混合气体;镁基体为镁锌合金、镁钙合金、镁铜合金、镁锌钙合金中的一种或多种;将CO持续通入镁基体熔体中进行气液原位反应,得到石墨烯增强合金熔体;在CO与镁基体熔体发生反应的同时,保证坩埚的顶部的温度为300℃以上,并在坩埚的顶部引燃逸出的CO;将石墨烯增强合金熔体凝固,得到石墨烯增强镁基复合材料。本发明成本低廉可行,操作简单,操作安全系数高,本发明获得了氧化镁含量低,高体积分数石墨烯高分散、界面结合强度高、力学性能优异的石墨烯增强镁基复合材料。
 880
0
880
0
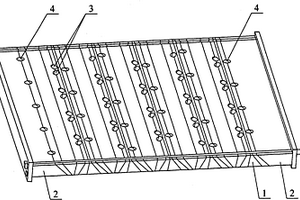
复合材料加筋壁板T型和/或工型长桁加压方法,属于复合材料长桁成型技术领域。将长桁预成型体转移至固化工装上,长桁预成型体两侧用定位件一定位,长桁预成型体长度方向一端用定位件二定位,长桁预成型体外形为T型和/或工型;在长桁预成型体表面放置隔离膜,在T型长桁预成型体两侧放置L型软膜,将T型长桁预成型体连同L型软膜一同放置在真空袋内,再在L型软膜两侧放置L型辅助型材组成T型长桁预成型体组件,最后用弹簧夹夹紧T型长桁预成型体组件置于热压罐中固化;工型长桁预成型体加压方式与T型长桁预成型体相同,只不过L型软膜换成C型软模,L型辅助型材换成方形辅助型材。本发明用于复合材料加筋壁板T型和/或工型长桁加压。
 1053
0
1053
0
传统的复合材料层间剪切强度和层间拉伸强度很低。一种芳纶纤维增强聚氨酯树脂复合材料的制备方法,其组成包括甲苯二异氰酸酯、二苯基甲烷二异氰酸酯、1,4‑丁二醇、拘役二酸丁二醇脂、二甲基硅油,其方法包括以下步骤:(1)称取聚合物多元醇装入反应容器内,在100℃温度和0.01Mpa真空度下脱水3hr;(2)降低温度至60℃,以预聚物中n(NCO/OH)为参数计量并加入甲苯二异氰酸酯;(3)升温至80℃,反应150min,制得预聚物;(4)称取一定量预聚物,以终产物中n(NCO/OH)为参数计量并加入1,4‑丁二醇,在80℃下固化,制成预成型片;本发明应用芳纶纤维增强聚氨酯树脂复合材料的制备方法。
 901
0
901
0
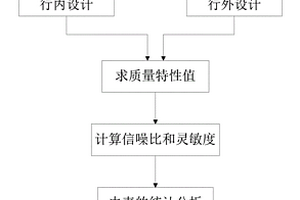
一种基于三次设计方法的复合材料接骨板优化设计方法,具体包括八个步骤:步骤一:制定可控因素水平表;步骤二:利用正交表进行内设计;步骤三:制定误差因素水平表;步骤四:进行外设计;步骤五:求质量特性值;步骤六:计算信噪比和灵敏度;步骤七:内表的统计分析;步骤八:确定最佳参数设计方案;本发明通过使用三次设计方法对复合材料接骨板进行多参数优化,最大限度的发挥了复合材料骨板的材料及结构性能,解决了传统固定器只能单参数设计的问题,在医疗器材领域有着重要的价值。
 955
0
955
0
本发明提供一种用于测试纤维复合材料层间剪切强度的设备与方法,设备包括底座、外框架、下垫板、紧固螺栓、上垫块、压头、支撑架和轴承。利用该设备可以保证纤维复合材料试件在指定的被测层间发生剪切破坏。此方法适合于各种单向纤维增强树脂基复合材料的界面剪切强度的测量。本发明所提供的设备与方法对试件的制作要求低,操作简单,测试结果可靠,重复性高。
 824
0
824
0
本发明涉及一种木塑PP复合材料的制备方法,利用亚麻纤维和稻壳粉复配通过熔融挤出法改性PP,形成木塑PP复合材料。该材料原料按重量份数计为:聚丙烯80份,亚麻纤维和稻壳粉共20份,相容剂0‑12份,偶联剂0‑3份,液体石蜡3‑6份。生产方法是利用双螺杆挤出机对物料进行共混,将挤出的料条经冷却水冷却、干燥、切粒、包装。本发明通过利用亚麻纤维和稻壳粉复配通过熔融挤出法改性PP,进而得到一种木塑PP复合材料。
 861
0
861
0
本发明公开了一种利用橡胶混炼方法制造木质-橡胶复合材料及其制作工艺,以木粉、木材纤维和轮胎合成橡胶为原料,采用橡胶制品的加工工艺:混炼,开炼和硫化成型,制得木质-橡胶复合材料,本发明工艺简单,操作方便,整个过程不掺入胶黏剂,直接采用橡胶交联成型,经济且环保,制得的木质-橡胶复合材料强度好,弹性高,硬度大,吸水膨胀率低,无甲醛释放。

本发明为一种新型羟基磷灰石/SiOC生物陶瓷复合材料及其制备方法。本发明包括复合材料组成及其重量百分比为:羟基磷灰石20~30%,SiOC非晶陶瓷70~80%。工艺过程为:a.按一定比例将羟基磷灰石粉与陶瓷先驱体聚硅氧烷粉末球磨混合均匀;b.在80~120MPa的压力下压制成型;c.将坯体放在空气炉中于150~300℃时交联固化1~2h;d.将交联后的坯体放入真空炉中以5~10℃/min速率升温至1000~1300℃,保温1~2h,然后缓慢降温,即得到羟基磷灰石/SiOC生物陶瓷复合材料。该材料无毒性,且具有优良的力学性能和组织生物相容性,可用于人体骨的修复、替换,并在人体承重骨方面具有较大的应用潜力。另外该方法具有成本低廉、操作简单、易于实施等优点。
 839
0
839
0
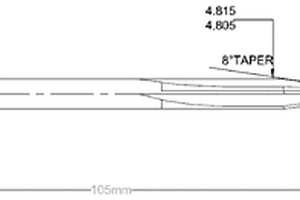
本发明属于航空复合材料加工领域,特别是涉及到一种复合材料单向带制孔的方法。本发明选择合适的刀具材料、刃型和相应的工艺参数对复合材料单向带制造的试板进行制孔,结果得到的孔径均匀、孔壁光滑,而且在刀具的入口处和出孔处无毛刺和劈裂,避免了其它工艺方法制孔过程中出现的分层和劈裂现象,保证了产品制孔的质量。另外,经过大量的工艺试验,通过使用不同的刀具的材料,调节顶角、锥度和制孔工艺参数,使传统的制孔方式:钻初孔-扩孔-铰孔变成一次完成钻铰孔,减少了制孔的步骤,提高了生产效率;同时,制孔的精度可以达到0.07以内,即使在试板背面不加垫板也基本无分层和劈裂的现象。
 786
0
786
0
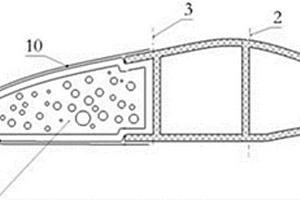
本实用新型提出了一种六边形高性能复合材料防爬器,属于复合材料应用领域,特别是涉及一种六边形高性能复合材料防爬器。解决了现有防爬装置难满足防撞吸能需求的问题。它包括固定座引导装置、六边形吸能管和防爬装置,所述六边形吸能管的管体上贯穿围绕有层间增强纤维束,所述六边形吸能管的管体外表面包裹有纤维织物,述固定座引导装置包括法兰和六边形引导管,所述六边形引导管顶部设有缩径变形,所述缩径变形的直径小于六边形吸能管的直径,所述六边形引导管底部与法兰连接,所述六边形吸能管一端穿过法兰并与六边形引导管内壁配合连接,另一端与防爬装置相连。它主要用于车辆碰撞安全设计。
 727
0
727
0
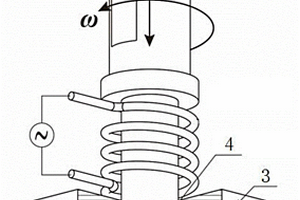
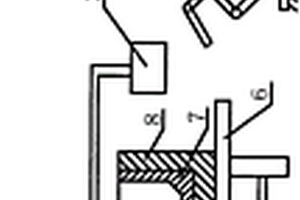
一种镁基复合材料制备装置属于金属材料制备设备;所述装置包括电磁搅拌器、低温烘干箱、冷压机、机械振动机、电阻炉、坩埚、旋转喷吹机、坩埚传送机械手和消失模铸造机,所述电阻炉安装在机械振动机上,坩埚配置在电阻炉内,带有电磁阀门的送料管道将电磁搅拌器与低温烘干箱连通,带有物料泵的输料管道将低温烘干箱与冷压机连通,传送带将冷压机与坩埚连通,旋转喷吹机的搅拌喷吹头与坩埚呈插入或脱离插入配合,坩埚传送机械手分别与坩埚和消失模铸造机作业动作配合;本装置结构合理、简单,生产效率高,镁基复合材料产品质量好,生产价格低廉,尤其适合镁基复合材料以产品零件型式的工业化生产作业使用。
 882
0
882
0
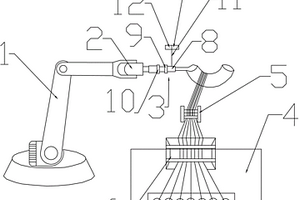
一种基于机器人的复合材料异型壳体缠绕装置,它由六自由度机器人、扩展轴、芯模驱动机构和依次安装在水平支架上的导丝头、胶槽和纱架组成,其特征在于,所述六自由度机器人手臂末端连接扩展轴,所述扩展轴的另一端连接芯模驱动机构。所述芯模驱动机构由三爪卡盘、减速器、伺服电机、气压检测和显示装置组成,所述三爪卡盘采用气动抓取,连接减速器,所述减速器连接伺服电机,所述气压检测装置和显示装置安装于驱动三爪卡盘的气管上。本实用新型可实现复杂复合材料壳体的自动缠绕,并且不需要辅助设备,降低复合材料壳体生产成本、提高生产效率和制品质量,实现纤维缠绕快速、高效、优质的工业化加工。
 1133
0
1133
0
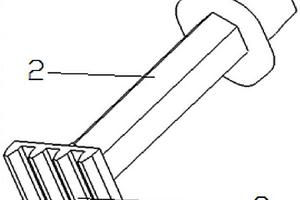
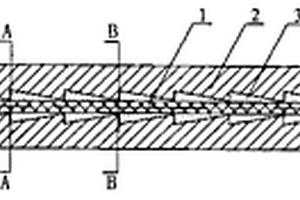
一种耐冲击的复合材料连续抽油杆连接头,它涉及一种抽油杆接头。本实用新型为解决现有复合材料连续抽油杆接头结构中的连接界面在长期动态载荷的冲击作用下应力集中、易发生脆性断裂,导致整个连接结构失效的问题,本实用新型套管的一端中心孔内设有正楔形内腔和反楔形内腔,抽油杆体设置在套管内的正楔形内腔和反楔形内腔中,胶粘剂充填在正楔形内腔中,楔形缓冲护片设置在反楔形内腔中。本实用新型在工作过程中能够减轻不对称载荷对上述连接界面的冲击作用,避免复合材料连续抽油杆接头结构中的连接界面应力集中、发生脆性断裂,使整个抽油杆接头结构具有很好的耐冲击性,防止了整个抽油杆连接结构失效,提高了整个抽油杆结构的稳定性和可靠性。
 894
0
894
0
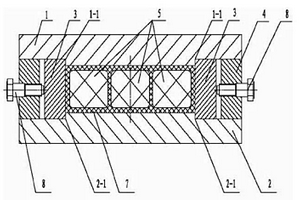
内网格加筋复合材料中空封闭构件的成型模具,它涉及一种内网格加筋复合材料构件的成型模具。本实用新型解决了结构较复杂的中空封闭加筋的复合材料构件采用现有的成型模具则难以实现的问题。本实用新型的金属上模和金属下模上下相对设置,金属上模和金属下模之间设置有多个金属侧分瓣模,金属外框套在多个金属侧分瓣模的外侧,金属上模、金属下模和多个金属侧分瓣模之间形成腔体,多个水溶性芯模设置在腔体内,金属上模、金属下模、多个金属侧分瓣模和多个水溶性芯模之间形成中空封闭构件的装料腔。本实用新型实现了结构较复杂的中空封闭加筋的构件的成型,成型出的产品密实,空隙率≤1%,尺寸精度也较高。本实用新型提高了生产效率、降低了成本。
中冶有色为您提供最新的黑龙江有色金属材料制备及加工技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


 2025年07月09日 ~ 11日
2025年07月09日 ~ 11日  2025年07月11日 ~ 13日
2025年07月11日 ~ 13日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月17日 ~ 19日
2025年07月17日 ~ 19日 









































































