全部
▼
 986
986

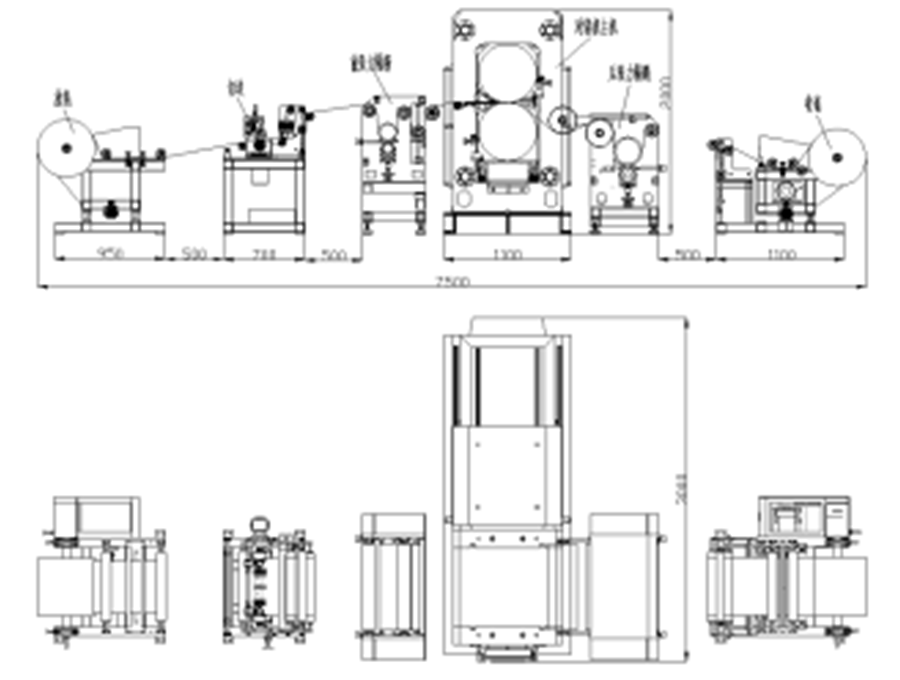
油压对辊机连轧设备500*550mm型 号:703BH1-Φ500×550mm/300T 一、设备功能: 1)本机口字型整体铸造45#钢机架,大滑块结构,轴承受力大,变形小,传动采用高精密电机和减速器独立驱动装置,设备噪音小、振动小
设备规格 :
1) 轧辊尺寸:φ500mm×550mm;
2) 轧辊转速:2~11rpm,无级变速可调;
3)最大工作压力:500KN-3000KN;
4)电源要求:380V/50Hz,功率约28KW;
5)压缩空气:压力0.5Mpa~0.7Mpa,流量:0.04M3/min;
6)连线设备总重量:约18T,
设备安装地面承重要求:>2.5T/m2,并在设备底部放置垫板。
7)连线设备尺寸:7500×3000×2000mm.
设备性能指标:
1) 最大轧制力:3000KN(300吨);
2) 机器速度:3~17m/min
4) 极片宽度:250mm~500mm;
5) 轧制后极片均匀度:±0.002mm(达到涂布机±0.003mm条件下)
6) 极片预制张力:2.3~23kg(无级调整)
7) 压辊布局:两辊垂直布置
8) 压辊尺寸:Φ500×550mm
9) 辊压机预置线压力:5.0t/cm
辊压机两辊压力:3000KN
10) 芯轴及电极卷尺寸
a) 芯轴材料:金属、纤维或塑料
b) 芯轴尺寸:收卷、放卷芯轴内径(3英寸)
c) 芯轴长度:≥550mm
d) 料卷尺寸:≤Ф500mm
e) 卷重:不大于400kg
f) 极片过辊:外径Ф80mm薄壁涂硬铝辊
g) 操作环境:无危险(注意机器上的安全提示)
h) 机器外观:按供方标准颜色
11) 轧辊表面光洁度:表面粗糙度为0.2μm(近似镜面);
12) 轧辊热处理:轧辊硬度:HRC65~68,轧辊调质:HB280-300,淬火深度≥18MM、轧辊圆柱度≤±0.002mm,轧辊为上市公司中钢集团邢台股份有限公司(提供检验原件报告);
13) 轧辊轴承采用p52高精度轴承
14) 轧辊调整间隙:伺服电机调间隙,范围0-2mm可调;
15) 极片辊压方式:采用有间隙、有预压力的连续辊压方式;预压力采用液压施压方式最大预压力:3000KN,采用油压恒压力、限间隙工作方式,采用液压增压方式产生油压;
16) 轧辊传动方式:采用活节联轴器上、下辊分别独立驱动方式,并且在轧制连续涂布还是在间隙涂布极片运行平稳,无冲击或爬行;
17) 切边刀具为拼装结构;
18) 收放卷机性能指标:
a: 极片参数: 筒芯为φ76 mm,放卷最大直经为500 mm
极片最大宽度500mm
b: 放卷参数: 放卷时极片张力控制精度为5%
张力调节(设定)范围 0.5~3.5Kgf
c: 边缘控制: 纠偏控制精度为≤±0.2mm
d: 张力调节:25N。



 咨询底价
咨询底价































































































 贵州 - 贵阳
贵州 - 贵阳 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日




















