全部
▼

 995
995

SYD708型高速带锯机
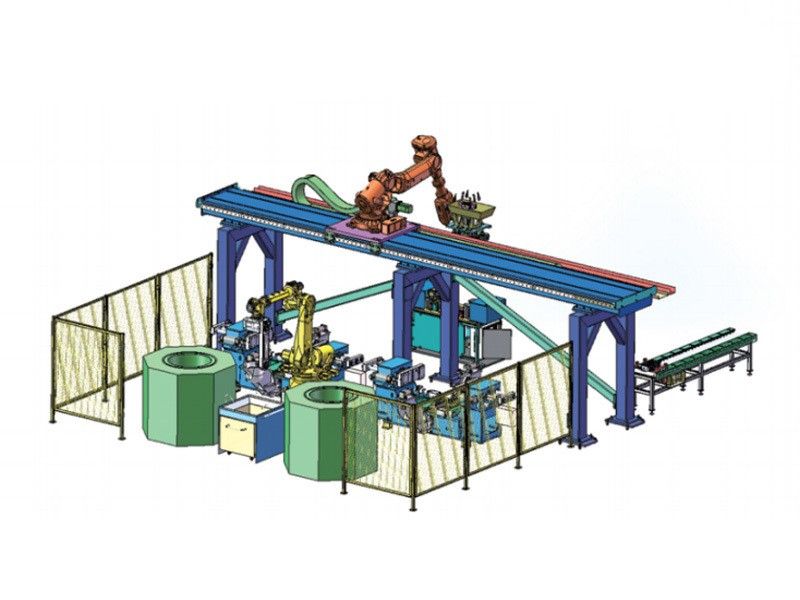
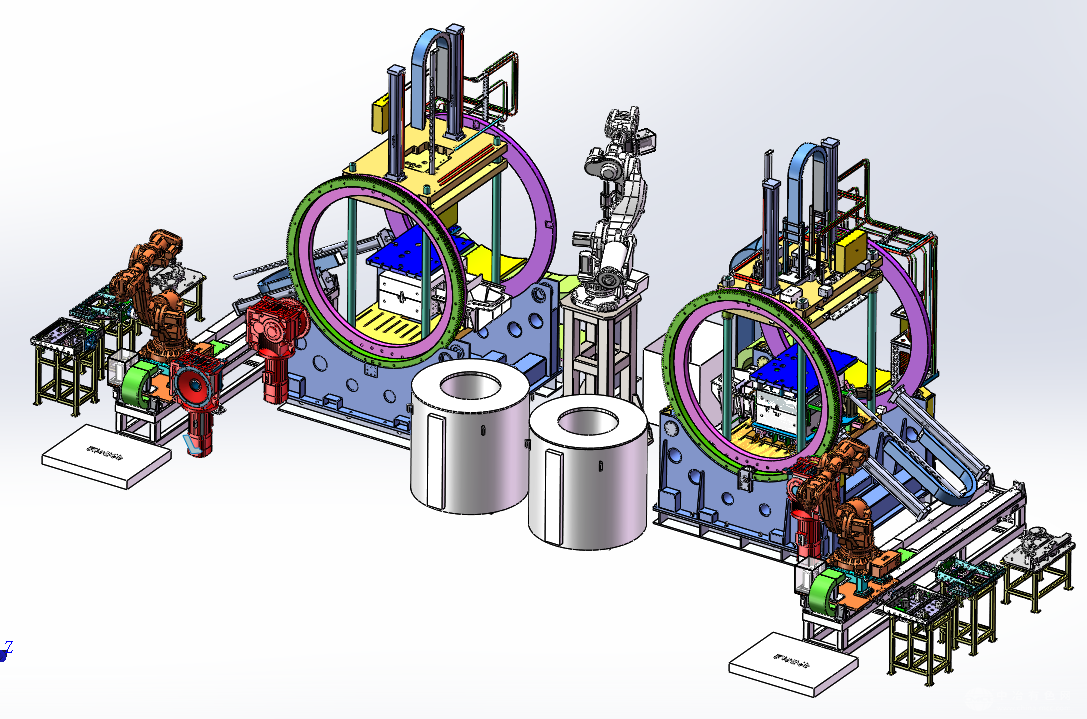
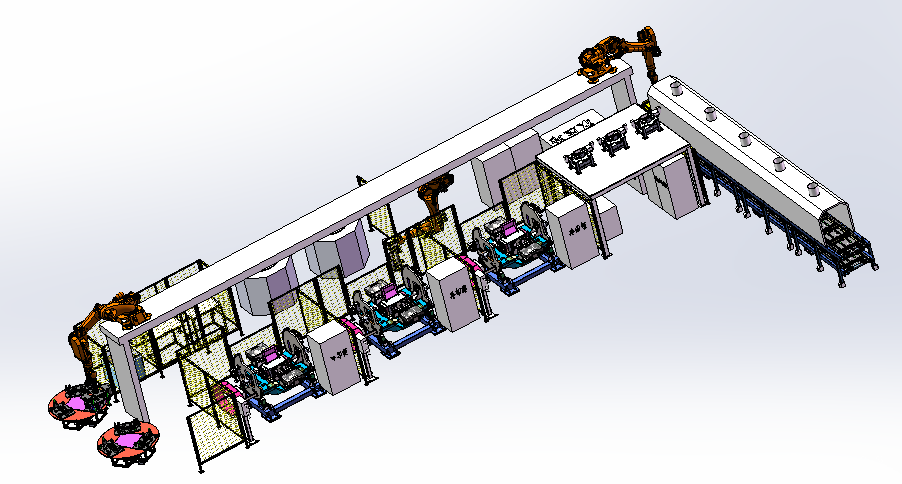
铸件铸造完毕后,运送至清整区,人工(或者平衡吊、机械手)将铸件放置在去除浇道的专机(不同铸件不同设计)上,去除浇道;
去除浇道完成后,设备自动将铸件推送到步进输送轨道上,由轨道将铸件转移至下一工序,并在轨道的最后有工件定位功能;
机器人将铸件从轨道的定位上取下,放置到全自动去芯机中的定位夹具上,去除铸件内部砂芯;
机器人将铸件从去芯机中取出,放置在定位缓存台上,重新定位,然后再将其放置到高速带锯的夹具内,进行铸件修边、整形, 然后机器人再将加工完的铸件取下放置到轨道上,由轨道将铸件输送出清整单元。
|
名 称 |
单 位 |
技术参数 |
|
轮直径 |
mm |
800 |
|
锯片长 |
mm |
6630 |
|
锯条宽 |
mm |
41 |
|
滑台行程 |
mm |
800 |
|
喉宽(锯条与本体距离) |
mm |
750 |
|
喉高(锯条导向块间距离) |
mm |
590 |
|
锯电机功率 |
kW |
15 |
|
线速度(max) |
mpm |
1640 |
|
压缩空气压力 |
Mpa |
0.6 |
|
机器外形尺寸(长×宽×高) |
mm |
1610×2155×3031 |
|
机器总重量 |
kg |
3800 |



 咨询底价
咨询底价


























































































 贵州 - 贵阳
贵州 - 贵阳 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日




















