J458型800Kg轮毂低压铸造机是
铝合金低压铸造的通用设备,主要用于汽车铝合金轮毂等铸件的生产。
机器由主机(包括合型机构、静模四抽芯机构、顶出机构、机架、安全限位机构、取件机构)、液压系统、熔池式保温炉及传动小车、液面加压装置、电气控制系统及模具冷却系统等部分组成。
性能特点
●合型机构为四立柱导向,采用快速合型、慢速到位的合型方式,提高工作效率并减少对模具的冲击。静模板与机架采用刚性连接;
●合型缸座上部设置由气缸驱动的安全限位装置,在动模板行程范围内均可防止动模板下滑;
●四个静模抽芯机构安装在静模板上,由四只油缸驱动,以达到模具四侧垂直分型。抽芯缸的中心高在一定范围内可上下调整;
●单独顶出机构,顶出力大,并可在任意位置顶出铸件;
●取件机械手采用液压马达驱动的摆臂旋转接件,接盘浮动,减少对铸件的撞;
●机器可陪置多路气冷、水冷和水气混合冷却回路,可进行时间方式的冷却自动控制;
●采用熔池式保温炉。辐射加热,PID控制,额定温度范围:680-750℃, 控温精度:±5℃;
●保温炉固定在传动小车上,通过举升机构作用完成炉体的升降,通过液压马达驱动完成小车的前后平稳移动;
●电气控制系统采用上下位机的监控方式。采用进口PLC作为下位控制机,完成低压铸造机的主机顺序动作、液面加压及模具冷却等控制。采用进口人机界面或工控计算机作为上位机,完成低压铸造机工艺参数的设置与修改,压力数据与曲线及机器工作状态与故障报警等信息的监控显示。上下位机的监控方式保证即使在上位机出现故障时,下位控制系统仍然能够根据预设的工艺参数自动运行,从而进一步提高了系统稳定性;
●液面加压装置采用进口比例阀+高精度压力
传感器实现保温炉内压力的检测和实时闭环反馈控制,PID调节方式。具有多级线性加压、自动跟踪设定加压曲线、保温炉泄漏补偿、液面补偿等功能。压力控制精度高,重复再现性好,确保低压浇注工艺的稳定一致性,有效提高铸件成品率。
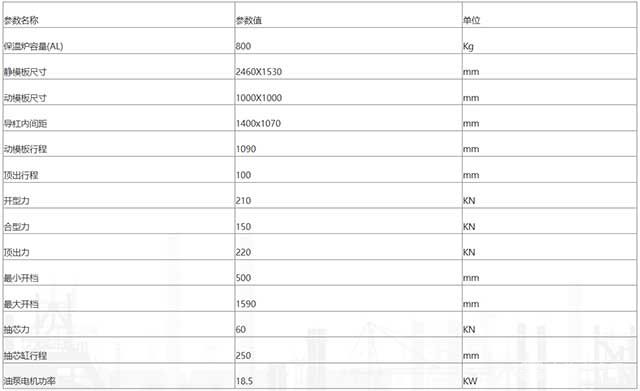
主要技术参数

 823
823 



 咨询底价
咨询底价
































































































 贵州 - 贵阳
贵州 - 贵阳 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日




















