1.前言
高炉冶炼产生产炉渣作为一种炼铁产生的副产品,主要应用于制作建筑材料。由于我公司炼铁冶炼方式为钒钛矿冶炼,因钒钛矿冶炼的固有特性,日产炉渣约4000吨,渣中含铁量高(渣中含铁量约为2%),铁损较大。目前我公司炼铁炉渣处理方式为:炉渣水冲,然后直接用于水泥生产或外卖,炉渣残铁回收量几乎为零。按高炉炉渣FeO含量2%计算,每吨炉渣中含FeO约20kg,高炉每天产生产炉渣中FeO含量约80吨,这就造成了在日常高炉生产过程中,每天有大量的FeO流失,造成资源的浪费。为此,新增加一套炉渣磁选分离设备,对炉渣中FeO进行再利用,可有效降低FeO资源的浪费,同时也可降低高炉冶炼生产成本。
2.改造措施
结合公司现有渣处理系统场地,在新旧系统分别增加两套炉渣磁选系统,利用抓斗行车进行装料作业,通过料仓及给料机,使炉渣进入磁选机,经过磁选机后,以分料的方式,把磁选后的炉渣及铁渣通过皮带运输机分别输送到相应的堆场,再通过汽车转运至原料车间,进行二次装混料,再通过皮带运输系统进行高炉上料作业,进入二次冶炼。
2.1磁选回收原理
在磁场的作用,磁性矿粒发生磁聚而形成“磁团”或“磁链”,“磁团”或“磁链”在矿浆中受磁力作用,向磁极运动,而被吸附在圆筒上。由于磁极的极性沿圆筒旋转方向是交替排列的,并且在工作时固定不动,“磁团”或“磁链”在随圆筒旋转时,由于磁极交替而产生磁搅拌现象,被夹杂在“磁团”或“磁链”中的脉石等非磁性矿物在翻动中脱落下来,最终被吸在圆筒表面的“磁团”或“磁莲”即是铁。铁随圆筒转到磁系边缘磁力最弱处,卸铁矿是用消磁和离心力完成。非磁性或弱磁性矿物被留在矿浆中随矿浆排出槽外,即是尾矿。
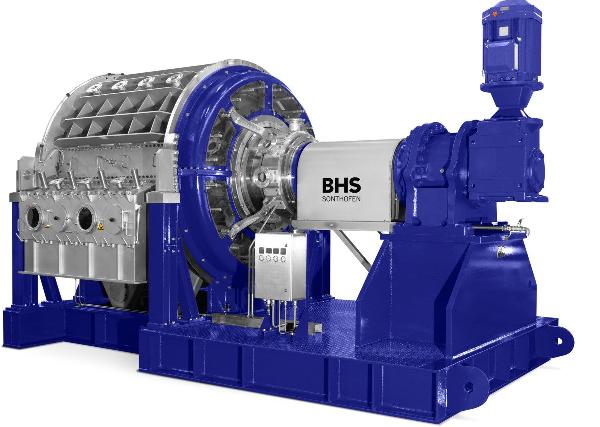
2.2.1 磁选滚筒表面设计粘有耐磨陶瓷或双层耐磨钢板。
2.2.2 磁性材料采用稀土钕铁硼材料,牌号为N38H或N40H,耐温等级200℃;表面镀铬处理,保证八年内退磁率小于5%。
2.2.3 磁选装置采用对辊式双驱动磁选滚筒,即采用两个并列式磁选滚筒,每个滚筒采用独立的一套驱动装置,需变频调速,以精确调整分选效果和物料的通过能力。
2.2.4 磁系设计上应采用多磁极结构,增加磁转次数,缩小磁翻宽度,提高磁翻频率,有利于微粉中的铁粒的排出。
2.2.5 磁系设计上采用大包角设计,磁系包角为169度。磁系上磁块组的固定方案为:磁块组粘接固定后用整张无磁不锈钢板将磁组紧包固定,确保磁块组永不脱落,磁选滚筒可以无故障运行。
水渣磁选装置示意图:

2.3改造方案
2.3.1 1#、2#炉磁选改造方案
(1)渣池场地情况:渣池,长82米,轨距19.5米(场地实宽约18.5米),轨高7米,具备渣铁回收项目施工条件。
(2)渣铁回收项目场地位于1、2#高炉炉渣堆渣场,与渣池轨道平行,靠向大渡河方向。在原有炉渣外运系统基础上进行改造。磁选回收主要由料仓、磁选滚筒、振动筛和运输皮带等组成。为保证连续供料,新建一个容积10t左右的料仓,料仓中的水渣通过皮运机到磁选滚筒处进行磁选。磁选后的残渣经皮运机运输到旁边堆放,用装卸车装入汽车运出。磁选后的残铁经皮运机运输到旁边残铁堆放处堆放,用装卸车装入汽车运出。(附工艺布置图)
2.3.2 3#炉磁选改造方案
(1)渣池场地情况:渣池轨距25.5米,轨高6.5米,料坑长9米、宽5.8米。基本具备渣铁回收项目施工条件。
(2)渣铁回收项目场地位于3号高炉渣池在原有炉渣外运系统基础上进行改造。主要由料仓、振动给料机、磁选滚筒、分料装置和运输皮带等组成。由于渣量大,行车起吊高度较低,受场地限制,料仓无法整体升高,将现有的炉渣料仓下料口提高1m左右,原有料仓高度进行改造缩小,使磁选机有安装的净空,项目设计更加紧凑。磁选机残渣回收口直接接入现有的外运皮带,在磁选机残铁回收口处安装提升皮带机提出料坑至地面,用装卸车装车运走。(附工艺布置图)


3.结论
高炉炉渣磁选系统改造后,根据炼铁新旧系统磁选生产情况,每月可磁选渣铁约1500t,品味在40%左右,极大的减少了资源的浪费,起到了降本增效的目的,年综合降本约180万元。
声明:
“高炉炉渣磁选系统的改造应用” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 3368
编辑:北方有色网
来源:四川德胜集团钒钛有限公司
3368
编辑:北方有色网
来源:四川德胜集团钒钛有限公司



 咨询细节
咨询细节













































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















