1.前言
铜富氧双侧吹熔池熔炼是一种高效、节能、环保的铜熔炼工艺[1-3],其过程是通过两侧风口鼓入的富氧空气对熔体进行强烈搅拌,使该处的熔体进行紊流运动,促使物料迅速并且均匀地分散到熔体当中,熔体与炉料以及富氧空气之间完成传质传热过程。该技术利用侧吹到炉内渣层的富氧空气搅动渣层运动,强化熔体的传质﹑传热过程,减少了铜锍在炉渣中的溶解,改善了熔体反应的动力学条件。
但目前,对于该项技术基础研究较少,工业上熔池内熔体的流动状态不明确,致使工业上采取的氧枪的操作参数变化幅度大,在其中的一些操作中并没有完全利用富氧,致使冶炼周期变长,造成多余的能耗,制约着技术的优化。
近些年来,数值模拟技术快速发展,CFD(Computational Fluid Dynamics)已成为一种能够真实揭示流体流动特性的有效方法[4-6],在冶金行业中的应用也逐渐增多[7-10]。本文通过数值模拟的手段,运用商业软件Ansys/Fluent13.0对熔池内多相流的流动特性进行了模拟,揭示了熔池内流体的流动规律,得到了适宜的氧枪操作条件,为进一步优化熔炼过程中的流场,传热、传质等过程条件,提供了科学的理论研究依据。
2.模型的建立与验证
2.1几何模型的建立
运用gambit 2.4.6建立与某铜冶炼厂熔炼炉比例为1:8的几何模型,忽略熔炼区域上部的炉体,模型长度887mm, 高度450mm, 最大宽度324mm,反应器两侧各分部5个进气口,对该模型进行网格划分,对进气口附近网格进行加密处理,网格数量30万。网格模型示意图如图2.1所示。

图2.1 网格划分示意图
Fig 2.1 Mesh generation
2.2数学模型
本文运用欧拉模型模拟气液间相互作用。只考虑反应器内流体流动,不考虑能量传输。数学方程如下:
熔池内的湍流流动选用标准湍流模型(Standard Turbulence Model)进行模拟。气液间的作用力主要考虑相间曳力,相间曳力模型选用Schiller and Naumann[11]模型。
2.3物性参数和边界条件
本文中流体均视为不可压缩流体;忽略能量方程,即不考虑传热;壁面条件为无滑移,绝热;外界环境大气压为101325Pa,重力加速度为9.81m/s2。其他物性条件如表2.1所示。
表2.1 相关物性参数
Table 2.1 Related parameters of the component

气体入口边界条件为速度入口边界条件,根据相似原理[12-13]确定入口的气体速度大小,出口边界条件为压力出口,壁面采用无滑移边界条件。
2.4模型的验证
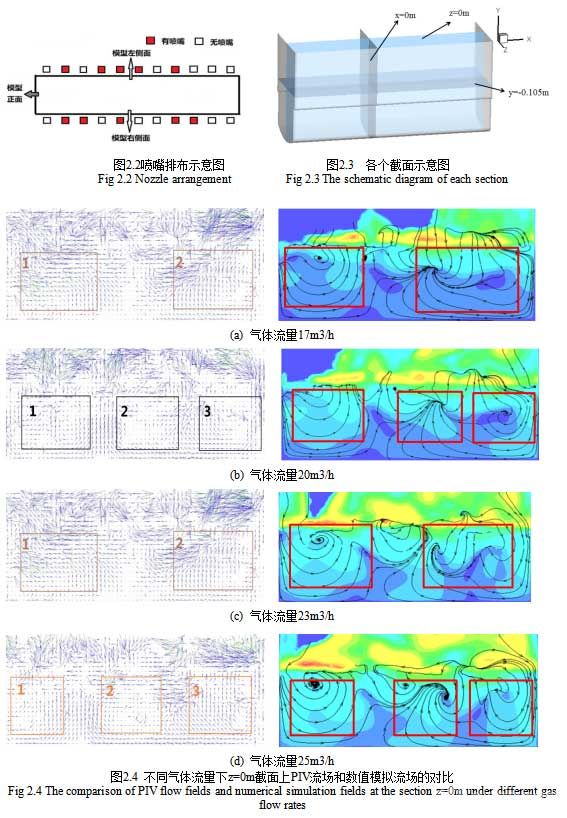
以空气-水为模拟体系,在喷嘴倾角为7°,喷嘴直径为3.7mm,喷嘴排布为如图2.2所示工业上喷嘴排布方式,测量气体流量分别为17m3/h,20m3/h,23m3/h和25m3/h情况下,反应器内的如图2.3所示的z=0m截面的流场图,对比由PIV[14-16]测量的流场结果和利用商业软件Ansys/Fluent13.0计算得到的结果,如图2.4所示。
如图2.4所示,左侧为PIV测得的流场,右侧为经Ansys/Fluent13.0计算后,用Tecplot后处理软件处理后的流场分布。通过对比,我们可以看出,水模型实验测得的流场结果与数值模拟的结果相似。当气流量较小时,如图2.4(a)所示,在反应器内上部左右两侧分别会形成一个漩涡,而反应器下部流体的流动方向则是由左右两侧向反应器中心流动,之后汇聚成一体向反应器上部流动。而随着气体流量的增大,漩涡中心由两个增加为了三个,如图2.4(b)所示。而随着气体流量的进一步增大,流体的湍动也随之变得更加剧烈,进而小的漩涡进一步合并为两个大的漩涡中心,之后,当气体流量达到25m3/h时,大漩涡又分裂为三个较小的漩涡。通过这四组图的对比我们可以得到,该数学模型能够很好的模拟该反应器内流体的流动情况,模拟结果很好地展现了真实的流场分布,验证了该模型的准确性。
3.模拟结果与讨论
3.1不同气体流量下熔池内的流体流动特性
实验条件:在喷嘴倾角为7°,喷嘴直径为3.7mm,模拟气体流量分别为17m3/h,20m3/h,23m3/h和25m3/h情况下,反应器内的速度分布、流场分布、湍动能分布以及气含率的分布情况,并对实验结果进行分析讨论。
3.1.1不同气体流量下流场的模拟结果
图3.1 不同气体流量下z=0m截面的流场
Fig 3.1 The flow fields at the section z=0m under different gas flow rates
当气体进入熔池内部时,由于流体阻力的作用,导致气体速度瞬间减小,气体的动能转化为流体流动的动能,带动流体运动,而流体在熔池内做环流运动又可以促进气体的分散,加速熔池内部的传质、传热等过程。图3.1显示了不同气流量下z=0m截面上流场的分布情况,从图中可以看出,在熔池的上部均出现了漩涡,而下部流体则均呈现出由两侧向中间流动,相遇后向上方流动的情况。从速度大小来看,均呈现出上方速度较大,下方速度较小的情况。总的来说,这种流场以及速度分布有利于熔池内上方的熔炼区保持较强的搅拌强度,同时下方的铜锍区保持相对稳定的状态。
随着气体流量的不断增大,熔池上方的旋流数量由17m3/h时的两个旋流增加为20m3/h时的三个旋流,之后随着气体流量的进一步增大,左侧的两个旋流有合并为一个较大的旋流的趋势,当气体流量为25m3/h时,形成了三个大小几乎相同的旋流。分析该旋流数量及大小变化的原因,随着气体流量的增大,气体的进气速度也随之增大,导致对熔池内上层的搅动也更加剧烈,从而旋流的数量由两个变为三个,再由三个合并为两个大的旋流,最后形成三个相差无几的旋流。从速度大小的分布来看,随着气体流量的增大,整个熔池内流体的流速增大,在气体流量为17m3/h时,熔池内下部铜锍层流体的速度较小,但上层熔炼区的流动速度也较小,当气体流量增大到25m3/h时,虽然上层熔炼区的搅拌强度剧烈,但同时熔池下部的流体速度也随之增大,导致熔池下方的铜锍层区域的波动增强。因此,在保证下层铜锍区稳定的前提下,适当的加大气体流量有利于加强熔炼区的搅拌效果。
熔池内部y=-0.105m和x=0m截面上的流场分布如图3.2和图3.3所示。
图3.2 不同气体流量下y=-0.105m截面流场
Fig 3.2 The flow fields at the section y=-0.105m under different gas flow rates

图3.3不同表观气速下X=-0.074m截面流场
Fig 3.3 The flow fields at the section x=-0.074 m under different gas flow rates
由图3.2可知,随着进气量的增大,该截面上旋流数量由三个逐渐增加到四个,而流体速度也明显呈现出逐渐增大的趋势,该变化说明随着气体流量的增大,熔池内部熔炼区气体对熔体的搅动更加剧烈,更有利于传热传质,增大气液间的接触面积,促进反应的进行。从图3.3中可以看出,在熔炼区有一个明显的漩涡,同时在左侧喷嘴上方出现了一个小的环流,该旋流的流动方向有利于加强物料加入过程中对物料的卷吸作用,促进物料在熔池内的均匀分散。
综上所述,气体流量过大,会导致铜锍层的搅动增强,不利于铜锍的沉降分离,气体流量过小则熔炼区的搅拌强度不足,不利于熔炼过程的进行。因此,最佳的气体流量为20m3/h~23m3/h。
3.1.2熔池内气含率的分布情况

图3.4不同气体流量下熔炼区气含率的分布情况
Fig 3.4 The gas holdup distribution of smelting zone under different gas flow rates
气含率是反应器设计必不可少的重要参数,它对气液接触面积、反应速率等其他流体力学参数有重要影响,也是表征气液两相流体力学的重要参数。图3.4考察了各个x轴截面上的平均气含率,从该图中可以得到,熔池内的气含率呈现出中间高,两边低的分布状况,同时气含率的大小在熔池内自左至右呈上下波动的情况,这与喷嘴的分布情况有关,在靠近喷嘴的截面上,气含率较大,而远离喷嘴的截面上,气含率则较小。在这种情况下,熔池内中心处的反应强度将更加剧烈,两端则相对较弱,持续的富氧空气的通入,使熔池内气体始终保持该分布方式,而熔体在该熔炼区是以环流形式流动的,从而带动熔池内的物料也随之流动,进而保证了气体能够不断的和炉料进行接触,并发生反应,使反应能够均匀的发生。
对比不同气流量下气含率的分布情况,可以看到,当气体流量为25m3/h时,气含率分别出现最大值16.0%和最小值0.5%,也就是说,当气体流量过大时,会导致气含率的分布更加不均匀,这对熔炼的进行是不利的,而当气体流量为17m3/h,其气含率也最小,同样不利于气液间的传热传质等过程,因此,在气体流量为20m3/h~23m3/h时,其气含率的分布状况更有利于熔炼的进行。
3.2不同喷嘴倾角下熔池内的流体流动特性
实验条件:在气体流量为20m3/h,喷嘴直径为3.7mm,模拟喷嘴倾角分别为0°、7°、12°、17°情况下,反应器内的速度分布、流场分布、湍动能分布以及气含率的分布情况,并对实验结果进行分析讨论。
3.2.1不同倾角下流场的分布
图3.5不同喷嘴倾角下z=0m截面的流场分布
Fig 3.5 The flow fields at the section z=0m under different nozzle angles
不同倾角下熔池内流场的分布如图3.5所示,由图中可以看出,在熔池上部,均形成了三个旋流中心,且流动方向几乎相同,说明喷嘴倾角的改变,对于熔炼区流体的流形影响较小。在该熔炼区,由于环流带来的搅动效果,使上层液体的流速很大,这样的强烈的搅动在工业上是有利于冰铜滴碰撞凝聚长大的,能使悬浮在炉渣中的铜锍液滴与底部铜锍成分保持一致,减少铜锍在渣中的溶解,同时还能强化难熔组分的扩散过程,改善了熔池冶炼的动力学条件。与此同时,在不同喷嘴倾角的条件下,熔池下部均形成了较稳定的流形,均未出现旋流,有利于下层的铜锍区保持稳定,但对比不同喷吹角度下流场的分布情况可以看出,0°时,该截面上的流场更加紊乱,出现了两股向上流动的流体,该流场分布不利于铜锍层保持稳定,其产生原因是:当喷吹角度较小时,气体横向进入熔池的深度加大,因此导致中心截面处的流场分布更加复杂。
3.2.2不同倾角下熔池内的气含率
从图3.6可以看到,熔池内熔炼区的气含率随着喷吹角度的增大呈现出先增大后减小的趋势,在喷吹角度为0°时,气含率最小,为1.92%,喷吹角度为12°时,气含率最大,为2.26%,较0°时增大了17.7%。

图3.6不同喷嘴角度下熔炼区的气含率
Fig 3.6 The gas holdup of the smelting zone under different nozzle angles
当喷吹角度增大时,气体在熔池内向纵向的喷吹深度加大,气体在熔池内的停留时间增长,同时也更好的分散在熔池当中,进而熔池内的气体体积增大,气含率增大;但当喷吹角度过大时,气体横向的速度过小,进入熔池时的横向深度减小,使气体主要分布在熔池的近壁面处,因而气体无法均匀的分散在熔池当中,导致气含率减小。
综上所述,当喷嘴倾角为7~12°时,熔池内的气含率较大,气体能够更好地分散到熔池当中,促进熔池内熔炼反应的进行,故最佳喷吹角度为7~12°。
4.结论
本文针对铜富氧双侧吹熔池熔炼过程中流体的流动特性进行了数值模拟研究,结论如下:
(1) 建立了铜富氧双侧吹熔炼炉中多相流的数学模型,采用欧拉模型模拟熔池中多相流的流动过程,运用标准k-ε模型模拟湍流的流动情况,将数值模拟的结果与PIV获得的流场进行对比,验证了模型的准确性。
(2) 气体流量增大,气体进入熔池时的表观气速增大,对熔池内的搅拌强度增大,有利于熔池内传热传质的进行,但气体流量过大时,会对熔池下部的铜锍层的搅动加剧,造成铜锍损失增大,同时其气含率的分布也更加不均。因此,在保证铜锍区稳定的前提下,适当的加大气体流量有助于强化熔炼过程,最佳气体流量为20m3/h~23m3/h。
(3)喷吹角度的增大,气体纵向的分速度增大,横向的穿透深度减小,导致熔池中心处的搅拌强度随之减小,在喷吹角度较小时,喷吹角度的增大有助于气体在熔池内的分散,熔池内的气含率增大,但喷吹角度过大时,气体在熔池内的停留时间减小,气含率反而下降,最佳的喷吹角度为7~12°。
该数值模拟结果为进一步优化铜富氧双侧吹熔炼过程中的流场,传热、传质等过程条件,提供了科学的理论研究依据。
参考文献
1. 葛晓鸣,王举良. 铜富氧侧吹熔池熔炼的生产实践[J],有色金属(冶炼部分),2011,8:13-16.
2. 黄贤盛,王国军. 金峰铜业有限公司双侧吹熔池熔炼的生产实践[J],中国有色冶金·重金属,2008,6:31-33.
3. 罗银华,王志超. 富邦富氧侧吹熔池炼铜炉生产实践(冶炼部分)[J],2013,7:19-22.
4. Sokoliehin A. , Eigenberger G Lapin A—Dynamical numerical simulation of gas-liquid two-phase flows[J]. Chemical Engineering Science, 1997, 52(9): 611-626.
5. Torvikr, Svendsen H. F. Modeling of slurry reactors.A fundamental approach[J], Chemical Engineering Science, 1990, 45(6): 2325-2336.
6. Jakobsen H.A., Svendsen H.E, Hiarbo K.W.. On the prediction of local flow structures in internal loop and bubble column reactors using a two fluid model[J].Chemical Engineering Science, 1993, 17(5): 531—536.
7. Wilhelmi H. , Steiumetz. E. , Schlosscr G, Renz U, Hillemaeher. B. , Lange F. . Flow simulation in bottom—blown metallurgical ladles(Flow simulation in bottom-blown metallurgical ladles)[J]. Steel Research, 1991, 62(11): 492-495.
8. 詹树华,赖朝斌,萧泽强. 侧吹金属熔池内的搅动现象[J],中南工业大学学报(自然科学版),2003,34(2):148-151.
9. 丁建国,程树森等. 单水口带气幕挡墙梯形中间包流场数值模拟[J]. 中国稀土学报,2006,24:155-158.
10. LI Bao-kuan,HE Ji-cheng.Numerical simulation on flow and mixing processes in bottom blown ladle[J]. Process Metallurgy&Miscellaneous, 1993, 6(5): 359-363.
11. Schiller L, Naumann Z. Über die grundlegenden berechnungen bei der schwerkraft aufbereitung [J], Z. Ver. Dtsch. Ing., 1935, 77: 318–320.
12. 肖兴国,谢藴国. 冶金反应工程学基础[M],北京:冶金工业出版社,1997,5.
13. 朱苗勇,萧泽强. 钢的精炼过程数学物理模拟[M],北京:冶金工业出版社,1998: 123.
14. Chung K H K, Barigou M, Simmons M J H. Reconstruction of 3-D Field inside Miniature Stirred Vessels Using a 2-D PIV Technique[C]. 12th European conference on mixing, Bologan, 2006, 407-414.
15. Huchet F, Line A, Morchain, J. Evaluation of local kinetic energy dissipation rate in the impeller stream of a Rushton turbine by time-resolved PIV[J], Chemical Engineering Research and Design, 2009, 87(4): 369-376.
16. Guida A, Nienow A W, Barigou M. The effects of the azimuthal position of the measurement plane on the flow parameters determined by PIV within a stirred vessel [J], Chemical Engineering Science, 2010, 65(8): 2454-2463.
声明:
“铜双侧吹熔炼过程的数值模拟” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 2120
编辑:北方有色网
来源:东北大学
2120
编辑:北方有色网
来源:东北大学






 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















