铜冶金是我国有色金属的重要产业,随着铜矿品位不断降低,资源成分日益复杂,环保要求更加严格,开发清洁高效铜冶金方法是铜冶金的发展方向[1]。传统的火法炼铜如反射炉、电炉、鼓风炉等,由于其冶炼效率低、能耗大、污染严重等问题,正逐步被现代强化熔炼工艺所取代[2]。富氧底吹熔池熔炼具有完全的中国自主知识产权,是继奥托昆普炼铜法、诺兰达炼铜法、特尼恩特炼铜法、澳斯麦特/艾萨炼铜法、三菱炼铜法及白银炼铜法等之后的一种新型冶炼工艺[3-4],因其更加清洁高效,被誉为世界新型炼铜法[5]。
氧气底吹炼铜工艺最初源于水口山炼铜法(SKS法)[6],为我国自主创新的铜冶炼技术。该技术最早于2006年应用于越南生权铜联合企业大龙冶炼厂的年产1万t阴极铜项目,并于2008年初顺利投产;同年12月该技术在山东方圆有色金属公司投产,设计规模为年产8万t粗铜,后经改造产能达到10万t粗铜;此后该技术处于快速发展阶段,又先后应用于山东恒邦冶炼股份有限公司、内蒙古华鼎冶炼厂、中条山有色金属集团有限公司及河南豫光金铅集团,目前云南铜业及五矿铜业的底吹炼铜项目都进入设计建设阶段。
底吹技术经过不断升级,又发展了“双底吹-两连炉连续吹炼技术”及“双底吹-三连炉连续吹炼技术”[7],但由于目前缺乏针对该技术的基础研究,对底吹炼铜机理的理解还停留在依赖生产经验状态,尚无系统理论指导该技术的工程设计及生产过程,导致产业化过程中遇到问题,制约了该技术的发展升级及海外推广应用。鉴于以上原因,本文作者结合铜冶金过程热力学[8-12]及底吹炉内流场动力学特性[13-15],深度剖析底吹熔炼过程机理,构建了底吹熔炼机理模型,并提出熔炼过程强化措施,以期为底吹炼铜提供理论指导,促进该技术的发展和推广应用。
1 铜富氧底吹熔池熔炼简介
1.1 工艺流程
铜富氧底吹熔池熔炼工艺流程为:不同成分的高硫铜精矿、低硫铜精矿、高含贵金属精矿及返料,按照配料比例进行配料,获得混合铜精矿,不经过磨细、干燥或制粒,直接搭配一定量的石英砂熔剂,经传送皮带连续地从炉顶三个加料口加入到炉内,矿料自由落体坠入高温熔体中,迅速被卷入搅拌的熔体中,形成良好的传热和传质条件,使氧化反应和造渣反应激烈地进行,释放出大量的热能,使炉料很快熔化分解;氧气和空气通过炉体底部氧枪连续送入炉内的铜锍层, 富氧浓度73%以上,氧枪分为两层,内层输送制氧站制造的纯度99.6%的氧气,外层输送空气,外层的空气对氧枪有降温保护作用,同时氧枪周围形成“蘑菇头”,主要成分为Fe3O4,可有效防止熔体对氧枪的侵蚀作用[16]。
1.2 炉体结构及特点
富氧底吹熔池熔炼是一种高效的铜冶金熔炼方法。该方法通过一座可以转动的卧式圆筒炉来实现熔炼目的,生产过程中炉膛下部是熔体,其前段为反应区,后段为沉淀区。在反应区的下边有氧气喷枪将氧气吹入熔池,使熔池处于强烈的搅拌状态(如图1)。

图1 氧气底吹熔炼炉示意图
该方法最大的特点是:气流是以许多微细的小气流从熔体底部吹入,最先进入铜锍层,气液相接触面积大、历程长,气体在熔体内停留时间长,有较好的反应动力学条件,因此有较大的熔炼潜能;生成的熔锍能高效捕集矿物中的金银等多种贵金属,实现了“造锍捕金”目的 [17]。
1.3 工艺特性
铜富氧底吹熔池熔炼工艺的特性为[18]:配料过程简单,原料适应性强,对精矿的干燥度及粒度要求不高,可以处理含水10%的精矿,不需要干燥,还可以处理低品位铜矿和复杂难处理的多金属矿以及含金银高的贵金属伴生矿;高富氧熔炼,强度大,自热熔炼程度高,能源消耗小,大幅降低烟气带走的热量,可完全实现自热熔炼;产出高品位冰铜,铜直收率高基本维持在73%以上,高时可达到76%,渣含铜控制在3%左右,产出的炉渣为高铁硅渣,Fe/SiO2控制在1.7~2.0范围内,渣量小;不易产生“泡沫渣”,易于操作,炉内维持一定的负压(-50~-200 Pa),可有效避免烟尘外溢,工作环境好。
2 熔炼过程机理
通过深入分析底吹炉内流体动力学特性,并结合铜冶金过程热力学,构建底吹熔炼机理模型,并分析熔炼体系中不同空间位点多相多组分在界面间的传质行为,其中图2和4分别为底吹熔炼理论模型的横截面(A截面)示意图及纵截面(B截面)示意图。
2.1 铜富氧底吹熔池熔炼纵向机理模型及多相界面传质行为
底吹熔炼过程中,炉内多组元间进行激烈的化学反应。由底部鼓入的氧气和从顶部加入的矿料对熔体产生剧烈的逆向作用,实现快速混合与氧化还原反应;同时由于富氧空气压力较大(0.4~0.6 MPa),在上升过程中,对熔体不断作用,释放能量并把动能逐渐传递给熔体,使熔体内部产生稳定的流场,在气-液-固三相内部及三相之间的相界面,多组元进行快速的传质及传热行为。
由于底吹炉内部为多相多组元的多场耦合体,其反应、传质及传热行为极为复杂,为便于直观认识底吹熔炼过程机理,经过对炉体反应区的横截面深入剖析,建立了铜富氧底吹熔池熔炼纵向机理及多相界面传质模型。
示意图")
图2 铜富氧底吹熔池熔炼机理模型横截面(A截面)示意图
在模型中,炉体反应区横截面由上到下、由外到内分为四个主级层,分别为烟气层、矿料分解过渡层、炉渣层及冰铜层;同时炉渣层又细分为渣层和造渣过渡层,冰铜层细分造锍过渡层、弱氧化层和强氧化层,总计细化为七个次级层/区,各层的从属关系及功能如结构图3所示。

图3 横向模型中各层/区的从属关系及功能
2.2 铜富氧底吹熔池熔炼横向机理模型及多相界面传质行为

图4为底吹熔炼机理模型横截面示意图,揭示了底吹炉的横向分区情况,主要为反应区、分离过渡区、液相澄清区三个区域。
图4 铜富氧底吹熔池熔炼机理模型纵截面(B截面)示意图
2.3 富氧底吹熔炼过程热力学
对铜冶金过程热力学来说,用氧势-硫势(logPO2-logPS2)作为反应体系状态的独立变量,可清晰地阐明硫、氧传递及熔炼过程变化的基本规律。如图5为1300℃时Cu-Fe-S-O-SiO2系氧势-硫势热力学优势图,可清晰地确定在不同氧势-硫势下的相平衡状态,其中封闭圈内部为烟气-炉渣-铜锍三相共存的稳定区域。

图5 1300℃时Cu-Fe-S-O-SiO2系氧势-硫势热力学优势图
由于富氧底吹炼铜的平均温度在1200℃左右,图6为该温度下的Cu-Fe-S-O-SiO2系氧势-硫势关系,同时结合底吹熔炼机理模型,可对铜富氧底吹熔池熔炼过程多相平衡进行深入分析。
底吹炉内整体上处于烟气-炉渣-铜锍三相共存状态;强氧化区内发生剧烈的氧化反应,经弱氧化层传质过来的的FeS被氧化脱硫生成FeO,甚至少量FeO会进一步被氧化为Fe3O4及Fe2O3,部分Cu2S也被氧化为Cu2O,生成的Cu2O 、FeO 、Fe3O4及Fe2O3随着流场作用分别进入其他功能层/区参与反应,该区主要把部分O2转化为氧化物MexOy,并以O2和MexOy形式及向其他功能层/区传递O元素,该区的氧势较高,硫势较低;由于熔体温度高达1200℃,矿料落到炉渣熔体上面后,促使其中的部分高价硫化矿分解为低价硫化物和单质硫气体,烟气层及矿料分解过渡层的硫势较高,氧势降低。图6中标出了底吹熔炼炉内强氧化反应、矿料分解及熔炼平衡相对应的的氧势-硫势区域范围。

图6 1200℃时铜富氧底吹熔池熔炼Cu-Fe-S-O-SiO2系氧势-硫势热力学优势图
2.4 底吹熔炼非稳态多相平衡过程中氧势-硫势梯度变化分析
为分析整个炉内连续空间的氧势-硫势连续变化情况,将反应区、分离过渡区及液相澄清区三个区间的空间点连接起来,如图7所示,通过D6和E4两个点将反应区和分离过渡区连接,通过E0和F0两个点将分离过渡区和液相澄清区连接,组成一个连续的炉内路径,并经过氧枪喷气口、加料口、放锍口及放渣口等重要位点。

图7 底吹炉内各点连续路径图
沿底吹炉内连续路径的氧势-硫势梯度变化情况如图8所示,在整个路径中氧枪上部强氧化区域的D0点氧势最高,大量的FeS和Cu2S被氧化脱硫生成FeO、Fe3O4、Fe2O3和Cu2O,随着路径延伸,D0→D6氧势先下降,然后E4→E0上升,最后F0→F2又下降,中间D6和E4区间出现一个氧势的平台,主要是由于该区间处于气相层,氧势变化很小;路径中的硫势变化与氧势变化趋势相反,先上升,然后下降,最后再上升,中间平台的硫势较高,主要是由于矿料分解过渡层产生大量的单质S2气体进入烟气层。

图8 炉内连续路径的氧势-硫势变化趋势图
熔炼过程中,通过调节原料成分、加料速度、富氧浓度、氧压、氧气鼓入流量、渣层及锍层厚度等工艺参数,使炉内不同空间位点的氧势-硫势控制在合理的范围,可进一步提高底吹炉的熔炼能力。
3 熔炼过程强化
3.1 炉渣多组元复合因素映射关系及渣型优化
图9展示了(SiO2)%和(Fe)%对(Cu)%的耦合作用关系。从图中可见耦合规律较明显,由于渣中(SiO2)%+(FeO)% <100%,所以(SiO2)%+(Fe)%是有最高限度的,函数关系只能出现在图中一定的区域范围内;随(SiO2)%升高、(Fe)%降低,(Cu)%呈降低趋势;随(SiO2)%降低、(Fe)%升高,(Cu)%呈升高趋势;随(SiO2)%、(Fe)%同时降低,渣中的杂相含量会增加,因此(Cu)%升高。式(13)为其拟合函数关系式。
图9 (SiO2)%和(Fe)%对(Cu)%的映射关系图
把(SiO2)%和(Fe)%对(Cu)%的耦合作用三维关系图进行平面等值化处理后,其关系如图10所示。A和B区域对应的(SiO2)%和(Fe)%范围内(Cu)%>3.2%,A区域主要是渣中FeO和SiO2含量太低,杂质多引起的;B区域主要是由渣中(SiO2)%和(Fe)%对炉渣粘度、密度、界面张力等性质产生影响造成的;由于A区与B区的原理不同,因此两区域是分开的。

图10 (SiO2)%和(Fe)%对(Cu)%的映射关系平面等值化图
图10中,由点C到点D渣含Cu是逐渐降低的,其中点D附近区域对应的(Cu)%在2.3%-2.5%。
因此在采用“FeO”-SiO2渣进行氧气底吹造锍熔炼时,渣型优化为(SiO2)%: 26.5%-28%、(Fe)% :38.5%-40%,理论上渣含铜(Cu)%可保持在2.5%以下。
3.2 基于冰铜品位和渣型选择优化氧气底吹炼铜过程
由于冰铜品位和渣型的选择均对渣含铜有较大影响,因此有必要[Cu]%和 (Fe/SiO2)二因子对(Cu)%的耦合作用进行深入分析,并优化氧气底吹炼铜过程。图11展示了[Cu]%和(Fe/SiO2)对(Cu)%的耦合作用关系。
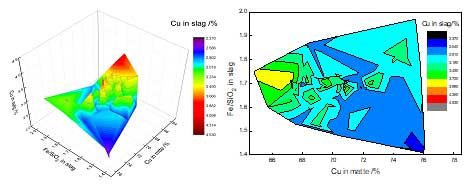
图11 [Cu]%和(Fe/SiO2)对(Cu)%的耦合映射关系图
从图11中可见耦合规律较明显,样本数据空间内,不同(Cu)%对应的区域有明显差异,[Cu]%高于70%时,随(Fe/SiO2)的降低,(Cu)%呈降低趋势;(Fe/SiO2)高于1.8时,随[Cu]%的降低,(Cu)%呈降低趋势。
[Cu]%和(Fe/SiO2)响应空间内明显分化为(Cu)%>3.2%和(Cu)%<3%两个主要区域,如图12所示。
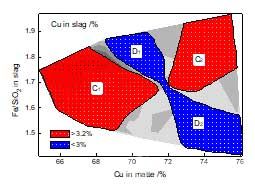
图12 [Cu]%和(Fe/SiO2)对(Cu)%的耦合映射关系图
由图12可知,氧气底吹炼铜过程中,区域C1和C2所对应的[Cu]%-(Fe/SiO2)下,渣含铜(Cu)%>3.2%,且随着[Cu]%和(Fe/SiO2)继续同时增大,渣含铜会进一步增大;若在较高的(Fe/SiO2)条件下, 满足渣含铜(Cu)%<3%,那么生产的冰铜品位不能太高,要<71%,对应图中D1区域;若生产高品位的冰铜,[Cu]% >73%,甚至76%以上,且同时满足渣含铜(Cu)%<3%,则渣型选择(Fe/SiO2)<1.6,对应图中D2区域。
对于氧气底吹炼铜工艺,D1区域(Fe/SiO2)较高,适合造锍熔炼;D2区域[Cu]%较高,适合生产高品位铜锍,其延伸区域也适合冰铜底吹吹炼;因此氧气底吹连续炼铜工艺中的熔炼工序及连续吹炼工序可分别在D1区域和D2区域进行,或熔炼工序及连续吹炼工序都在D2区域进行。
4 结论
(1)深入分析铜富氧底吹熔池熔炼过程,构建了底吹熔炼体系机理模型。该模型在反应区沿纵向分为七个功能层,分别为烟气层、矿料分解过渡层、渣层、造渣过渡层、造锍过渡层、弱氧化层和强氧化层;炉内沿横向分为反应区、分离过渡区和液相澄清区三个功能区;各层/区分别承担不同的功能,构成一个有机整体。
(2)铜富氧底吹熔池熔炼是烟气—炉渣—铜锍三相共存体系,随着连续加料、连续鼓氧及放渣和放锍操作的进行,体系远未达到平衡,而是处于动态的非稳态近似多相平衡状态,炉内不同空间位点的氧势-硫势不同,存在着梯度变化。熔炼过程中,通过调节原料成分、加料速度、富氧浓度、氧压、氧气鼓入流速、渣层及锍层厚度等工艺参数,使炉内不同空间位点的氧势-硫势控制在更为合理的范围,可提高底吹熔炼水平。
(3)(SiO2)%和(Fe)%对(Cu)%的耦合作用规律较明显,随(SiO2)%升高、(Fe)%降低,(Cu)%呈降低趋势。通过渣型优化,(SiO2)%: 26.5%-28%、(Fe)% :38.5%-40%,理论上底吹熔炼渣含铜(Cu)%可保持在2.5%以下。冰铜品位对渣含铜有较大影响,D1区域适合造锍熔炼,D2区域适合生产高品位铜锍,氧气底吹连续炼铜工艺中的熔炼工序及连续吹炼工序可分别在D1区域和D2区域进行,或均在D2区域进行。
参考文献
[1] GUO Xue-yi, SONG Yu. Substance Flow Analysis of Copper in China[J]. Resources, Conservation & Recycling, 2008, 52 (6) :874-882.
[2] 徐 凯, 徐 慧. 世界铜冶炼发展趋势及我国铜工业发展对策[J]. 有色金属,2003,55(2):129-131.
[3] 陈淑萍, 伍赠玲, 蓝碧波, 等. 火法炼铜技术综述[J]. 铜业工程, 2010, (4): 44-49.
[4] 崔志祥, 申殿邦, 王 智, 等. 高富氧底吹熔池炼铜新工艺[J]. 有色金属(冶炼部分), 2010, (3): 17-20.
[5] 申殿邦. 氧气底吹炼铜新工艺[EB/OL]. 2012,1,31. http://www.cmra.cn/a/33333/2012/0131/228221.html.
[6] 陈知若. 底吹炼铜技术的应用[J]. 中国有色冶金, 2009, (5): 16-22.
[7] 李春堂. 氧气底吹三连炉是世界顶级炼铜法[N]. 中国有色金属报, 2009,7,11(第008版).
[8] YAZAWA A. Thermodynamic considerations of copper smelting[J]. Canadian Metallurgical Quarterly, 1974, 13(3): 443-453.
[9] SERGEI A D, ARTHUR D P. A thermodynamic database for copper smelting and converting [J]. Metallurgical and Materials Transactions B, 1999, 30(4): 661-669.
[10] SRIDHAR R, TOGURI J M, SIMEONOV S. Copper losses and thermodynamic considerations in copper smelting [J]. Metallurgical and Materials Transactions B, 1997, 28(2): 191-200.
[11] NAGAMORI M, MACKEY P J. Thermodynamics of copper matte converting: Part 1. Fundamentals of the Noranda process [J]. Metallurgical and Materials Transactions B, 1978, 9(3): 255-265.
[12] MACKEY P J. The physical chemistry of copper smelting slags-A review[J]. Canadian Metallurgical Quarterly, 1982,21(3): 221-260.
[13] 张振扬, 陈 卓, 闫红杰, 等. 富氧底吹熔炼炉内气液两相流动的数值模拟[J]. 中国有色金属学报, 2012, 22(6): 1826-1834.
[14] 张振扬, 闫红杰, 刘方侃, 等. 富氧底吹熔炼炉内氧枪结构参数的优化分析[J]. 中国有色金属学报, 2013, 23(5): 1471-1477.
[15] ZHOU Jie-min, GAO Qiang, LIU Liu, et al. Fluid-flow characteristics and critical phenomenon in a bottom blowing bath[J]. Advanced Materials Research, 2012,402: 365−370.
[16] 刘 柳,闫红杰,周孑民, 等. 氧气底吹铜熔池熔炼过程的机理及产物的微观分析[J]. 中国有色金属学报, 2012, 22(7): 2116-2124.
[17] 曲胜利, 董准勤, 陈 涛. 富氧底吹造锍捕金工艺研究[J]. 有色金属(冶炼部分), 2013, (6): 40-42.
[18] 崔志祥, 申殿邦, 王 智, 等. 低碳经济与氧气底吹熔池炼铜新工艺[J]. 工艺节能, 2011, (1): 17-20.
声明:
“氧气底吹炼铜机理及过程强化” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 5552
编辑:北方有色网
来源:中南大学、中国有色金属工业清洁冶金工程研究中心
5552
编辑:北方有色网
来源:中南大学、中国有色金属工业清洁冶金工程研究中心




 咨询细节
咨询细节









































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 















