权利要求
1.一种中间包装置,其特征在于,包括:
槽体,所述槽体的侧壁上设有喷粉口;
喷粉管,与所述喷粉口连通,所述喷粉管用于向所述槽体内喷入粉状介质,所述粉状介质能够与金属液中的硫结合形成硫化物;
稳流件,与所述槽体的底壁连接,所述稳流件上设有喷气口,所述喷气口用于向所述槽体内喷入气体介质。
2.根据权利要求1所述的中间包装置,其特征在于,还包括:
进液管,所述进液管的端部设有长水口,所述稳流件与所述长水口相对设置,所述喷气口位于所述稳流件的顶部。
3.根据权利要求1所述的中间包装置,其特征在于,
所述稳流件的顶部设有凹槽,所述喷气口设于所述凹槽的底壁。
4.根据权利要求3所述的中间包装置,其特征在于,
所述凹槽的底壁设有导流槽,所述喷气口的数量为多个,多个所述喷气口沿所述导流槽延伸的方向,间隔分布在所述导流槽的底部。
5.根据权利要求4所述的中间包装置,其特征在于,
所述导流槽的数量为多个,多个所述导流槽的排列方向与所述导流槽的延伸方向不同。
6.根据权利要求4所述的中间包装置,其特征在于,
所述导流槽为V型槽或U型槽。
7.根据权利要求1至6中任一项所述的中间包装置,其特征在于,所述喷粉管包括:
喷嘴,与所述喷粉口连通,所述喷嘴为文丘里管。
8.根据权利要求1至6中任一项所述的中间包装置,其特征在于,还包括:
支撑件,分别与所述稳流件和所述槽体的底壁连接。
9.一种冶炼金属的除硫方法,其特征在于,利用如权利要求1至8中任一项所述的中间包装置,所述冶炼金属的除硫方法包括:
喷气口向槽体内喷入气体介质;
向所述槽体内注入金属液;
喷粉管向所述槽体内喷入粉状介质,使所述粉状介质与所述金属液中的硫结合形成硫化物,所述硫化物在所述气体介质的带动下上浮到所述金属液的金属渣层。
10.根据权利要求9所述的冶炼金属的除硫方法,其特征在于,在所述喷粉管向所述槽体内喷入粉状介质的步骤之前,还包括:
在所述粉状介质中添加硅油。
说明书
技术领域
[0001]本申请实施例涉及金属冶炼技术领域,尤其涉及一种中间包装置和冶炼金属的除硫方法。
背景技术
[0002]硫在金属中以硫化物的形式存在,主要是由于金属在冶炼过程中,金属液中的硫和其他元素(如
锰、铁)反应生成了硫化物。硫化物严重影响了金属的性能,导致金属的韧性和延展性下降,影响金属的加工表面质量。
[0003]为了控制金属中的硫夹杂物,相关技术中采用的除硫方法为:在转炉炼钢中加入脱硫元素与合金剂,优化工艺参数,钙处理与电渣重熔技术等,相关技术均在金属连铸之前进行脱硫处理,金属液在浇铸过程中难免会再次被污染,导致连铸时脱硫不彻底,使金属成品中的硫化物含量仍然较高。
发明内容
[0004]本申请旨在至少解决现有技术或相关技术中存在的技术问题之一。
[0005]为此,本发明的第一方面提供了一种中间包装置。
[0006]本发明的第二方面提供了一种冶炼金属的除硫方法。
[0007]有鉴于此,根据本申请技术方案的第一方面提出了一种中间包装置,该中间包装置包括:槽体、喷粉管和稳流件,槽体的侧壁上设有喷粉口,喷粉管与喷粉口连通,喷粉管用于向槽体内喷入粉状介质,粉状介质能够与金属液中的硫结合形成硫化物,稳流件与槽体的底壁连接,稳流件上设有喷气口,喷气口用于向槽体内喷入气体介质。
[0008]在本申请提供的一些技术方案中,可选地,中间包装置还包括进液管,进液管的端部设有长水口,稳流件与长水口相对设置,喷气口位于稳流件的顶部。
[0009]在本申请提供的一些技术方案中,可选地,稳流件的顶部设有凹槽,喷气口设于凹槽的底壁。
[0010]在本申请提供的一些技术方案中,可选地,凹槽的底壁设有导流槽,喷气口的数量为多个,多个喷气口沿导流槽延伸的方向,间隔分布在导流槽的底部。
[0011]在本申请提供的一些技术方案中,可选地,导流槽的数量为多个,多个导流槽的排列方向与导流槽的延伸方向不同。
[0012]在本申请提供的一些技术方案中,可选地,导流槽为V型槽或U型槽。
[0013]在本申请提供的一些技术方案中,可选地,喷粉管包括喷嘴,喷嘴与喷粉口连通,喷嘴为文丘里管。
[0014]在本申请提供的一些技术方案中,可选地,中间包装置还包括支撑件,支撑件分别与稳流件和槽体的底壁连接。
[0015]在本申请的第二方面技术方案提供了一种冶炼金属的除硫方法,利用上述任一第一方面技术方案提供的中间包装置,该冶炼金属的除硫方法包括:喷气口向槽体内喷入气体介质;向槽体内注入金属液;喷粉管向槽体内喷入粉状介质,使粉状介质与金属液中的硫结合形成硫化物,硫化物在气体介质的带动下上浮到金属液的金属渣层。
[0016]在本申请提供的一些技术方案中,可选地,在喷粉管向槽体内喷入粉状介质的步骤之前,还包括:在粉状介质中添加硅油。
[0017]相比现有技术,本发明至少包括以下有益效果:
通过在中间包装置中添加了喷粉和喷气装置,使金属在连铸过程中进行了脱硫处理,连铸的最后阶段能够有效地去除金属液中的硫夹杂,提高了金属液的纯净度,降低了金属成品中的硫化物含量,提高了金属的性能品质。并且喷粉技术还均匀了金属液中的流场,改善并提高了金属液中的冶金反应条件,为提升连铸的金属品质奠定了基础。
附图说明
[0018]通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本申请的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
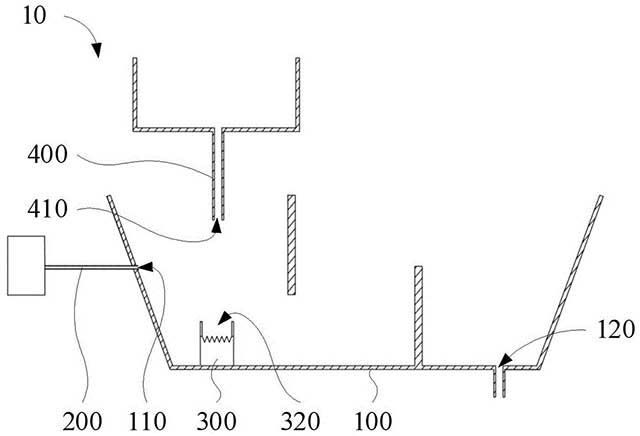
图1为本申请提供的一种实施例的中间包装置的结构示意图;
图2为本申请提供的一种实施例的稳流件的结构示意图;
图3为本申请提供的一种实施例的喷嘴的结构示意图;
图4为本申请提供的一种实施例的冶炼金属的除硫方法的流程示意图。
[0019]其中,图1至图4中附图标记与部件名称之间的对应关系为:
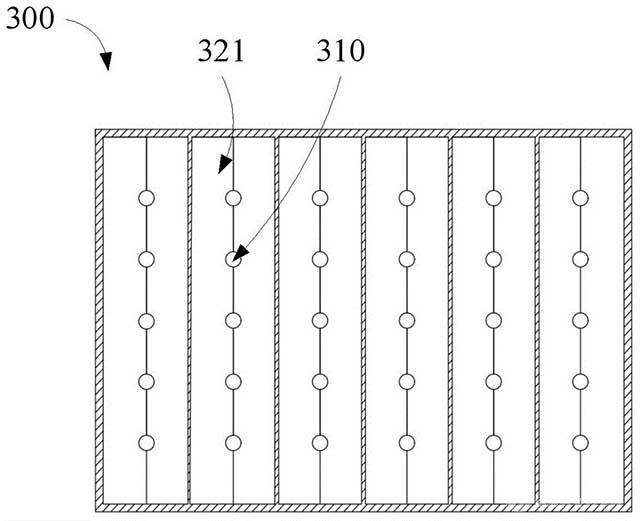
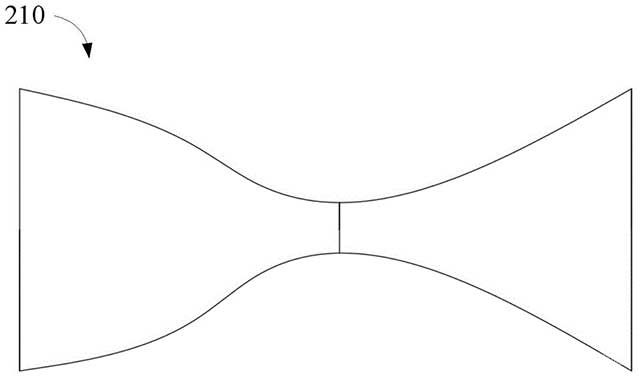
10中间包装置,100槽体,110喷粉口,120浸入式水口,200喷粉管,210喷嘴,300稳流件,310喷气口,320凹槽,321导流槽,400进液管,410长水口。
具体实施方式
[0020]为了更好的理解上述技术方案,下面通过附图以及具体实施例对本申请实施例的技术方案做详细的说明,应当理解本申请实施例以及实施例中的具体特征是对本申请实施例技术方案的详细的说明,而不是对本申请技术方案的限定,在不冲突的情况下,本申请实施例以及实施例中的技术特征可以相互组合。
[0021]本申请的第一方面实施例提供了一种中间包装置10,如图1和图2所示,该中间包装置10包括:槽体100、喷粉管200和稳流件300,槽体100的侧壁上设有喷粉口110,喷粉管200与喷粉口110连通,喷粉管200用于向槽体100内喷入粉状介质,粉状介质能够与金属液中的硫结合形成硫化物,稳流件300与槽体100的底壁连接,稳流件300上设有喷气口310,喷气口310用于向槽体100内喷入气体介质。
[0022]在该实施例中,槽体100用于容置金属液,具体地,金属液可以是钢液。喷粉罐用于容置粉状介质,喷粉管200的两端分别连通喷粉口110和喷粉罐,使粉状介质通过槽体100侧壁上的喷粉口110在高压状态下进入槽体100内,与金属液中的硫结合形成硫化物。
[0023]稳流件300位于槽体100的底壁,稳流件300上设有喷气口310,喷气口310通过喷管与喷气系统连接,使喷气口310能够向槽体100内喷入带有喷射压力的气体介质,气体介质不溶于金属液中。金属液覆盖在喷气口310上时,气体介质在金属液中形成上升气流。
[0024]示例性地,粉状介质可以是氧化钙或氟化钙,气体介质是惰性气体,气体介质可以是氩气。
[0025]粉状介质裹挟着金属液中的硫化物向上漂浮,气体介质在金属液中不断上升,并在上升过程中推动粉状介质和硫化物,使粉状介质和硫化物在推力的作用下,能够上浮到金属液顶层的金属渣层,最终被渣层吸收,从而达到去除金属液中硫夹杂的目的。
[0026]通过在中间包装置10中添加了喷粉和喷气装置,使金属在连铸过程中进行了脱硫处理,连铸的最后阶段能够有效地去除金属液中的硫夹杂,提高了金属液的纯净度,降低了金属成品中的硫化物含量,提高了金属的性能品质。并且喷粉技术还均匀了金属液中的流场,改善并提高了金属液中的冶金反应条件,为提升连铸的金属品质奠定了基础。
[0027]示例性地,稳流件300的外形为长方体,长方体的下端面与槽体100的底壁连接,长方体的上下端面为正方形,四个侧端面为长方形,长方体的高度为500mm至700mm,端面正方形的边长为300mm至400mm,稳流件300的壁厚为30mm至100mm。喷气口310的直径为20mm至30mm。
[0028]示例性地,槽体100的底壁上设有浸入式水口120,被净化的金属液通过浸入式水口120流出。
[0029]在本申请提供的一些实施例中,如图1所示,可选地,中间包装置10还包括进液管400,进液管400的端部设有长水口410,稳流件300与长水口410相对设置,喷气口310位于稳流件300的顶部。
[0030]在该实施例中,进液管400位于槽体100的开口侧,进液管400的底部开设长水口410,长水口410与稳流件300的顶部相对,稳流件300位于长水口410的下方,稳流件300的中心轴线与长水口410的中心轴线重合。金属液通过进液管400流入槽体100后,能够直接落在稳流件300的顶部,被稳流件300顶部的喷气口310喷出的气体介质吹散到槽体100的四周,提升了金属液在槽体100内分布的均匀度和扩散速度。
[0031]在本申请提供的一些实施例中,如图1所示,可选地,稳流件300的顶部设有凹槽320,喷气口310设于凹槽320的底壁。
[0032]在该实施例中,稳流件300的顶部凹槽320能够聚拢长水口410排出的金属液,避免金属液落到稳流件300上后马上散开,保证金属液在喷气口310喷出气流的作用下,能够向外周喷溅,提高了气体介质对金属液的喷溅效果。
[0033]示例性地,沿长水口410的中心轴线方向向下投影到槽体100的底壁上,凹槽320的投影面积大于长水口410的投影面积,凹槽320深度为100mm至150mm。
[0034]在本申请提供的一些实施例中,如图2所示,可选地,凹槽320的底壁设有导流槽321,喷气口310的数量为多个,多个喷气口310沿导流槽321延伸的方向,间隔分布在导流槽321的底部。
[0035]在该实施例中,凹槽320的部分底壁可以由导流槽321构成,导流槽321能够对凹槽320内的金属液进行导向,多个喷气口310沿导流槽321延伸的方向间隔分布在导流槽321的底部,使金属液在导流槽321的引导下流向多个喷气口310,扩大了喷气口310的喷射范围,提高了气体介质对金属液的喷射力度和均匀度。
[0036]在本申请提供的一些实施例中,如图2所示,可选地,导流槽321的数量为多个,多个导流槽321的排列方向与导流槽321的延伸方向不同。
[0037]在该实施例中,多个导流槽321沿第一方向间隔排列,任一导流槽321沿第二方向延伸。示例性地,第一方向与第二方向可以相互垂直。喷气口310在稳流件300的顶部形成了多行多列的阵列模式,进一步扩大了喷气口310的喷射范围,提高了气体介质对金属液的喷射力度和均匀度。
[0038]示例性地,导流槽321的数量可以为4个、6个或8个。
[0039]在本申请提供的一些实施例中,如图1所示,可选地,导流槽321为V型槽或U型槽。
[0040]在该实施例中,限定了导流槽321的形状,提升了导流槽321的导流效果,降低了导流槽321的加工难度。示例性地,V型槽的角度为30°至45°。
[0041]在本申请提供的一些实施例中,如图3所示,可选地,喷粉管200包括喷嘴210,喷嘴210与喷粉口110连通,喷嘴210为文丘里管。
[0042]在该实施例中,喷嘴210位于喷粉管200的管体端部,粉状介质经过喷嘴210进入槽体100内,文丘里管包括相互连通的收缩段、喉道和扩散段,扩散段为锥形管。粉状介质在流过收缩段和喉道时流速增大,从而提升了粉状介质的流速和喷射均匀度。
[0043]示例性地,喷嘴210与槽体100的底壁距离为200mm至300mm。喷嘴210的最大截面的直径为50mm,最小截面的直径为30mm。
[0044]在本申请提供的一些实施例中,可选地,中间包装置10还包括支撑件,支撑件分别与稳流件300和槽体100的底壁连接。
[0045]在该实施例中,支撑件的两端分别连接稳流件300的侧壁和槽体100的底壁,以对稳流件300提供支撑,避免稳流件300受到金属液的冲击产生形变,提高稳流件300的稳定性。示例性地,多个支撑件均匀分布在稳流件300的外周,支撑件的截面可以是L形或三角形。
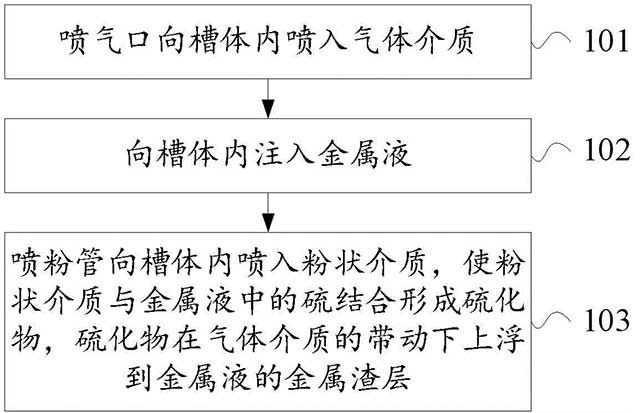
[0046]在本申请的第二方面实施例提供了一种冶炼金属的除硫方法,如图4所示,利用上述任一第一方面实施例提供的中间包装置,该冶炼金属的除硫方法包括:
步骤101,喷气口向槽体内喷入气体介质;
步骤102,向槽体内注入金属液;
步骤103,喷粉管向槽体内喷入粉状介质,使粉状介质与金属液中的硫结合形成硫化物,硫化物在气体介质的带动下上浮到金属液的金属渣层。
[0047]在该实施例中,在喷气口进入喷气状态后槽体内注入金属液,喷粉管向槽体内喷入粉状介质,使粉状介质与金属液中的硫结合形成硫化物,粉状介质裹挟着金属液中的硫化物向上漂浮,气体介质在金属液中不断上升,并在上升过程中推动粉状介质和硫化物,使粉状介质和硫化物在推力的作用下,能够上浮到金属液顶层的金属渣层,最终被渣层吸收,从而达到去除金属液中硫夹杂的目的。
[0048]通过在中间包装置中添加了喷粉和喷气操作,使金属在连铸过程中进行了脱硫处理,连铸的最后阶段能够有效地去除金属液中的硫夹杂,提高了金属液的纯净度,降低了金属成品中的硫化物含量,提高了金属的性能品质。并且喷粉技术还均匀了金属液中的流场,改善并提高了金属液中的冶金反应条件,为提升连铸的金属品质奠定了基础。
[0049]示例性地,喷粉管向槽体内喷入粉状介质的步骤,具体为:在金属液的液面与稳流件的顶壁距离小于预设阈值时,喷粉管向槽体内喷入粉状介质。
[0050]在本申请提供的一些实施例中,可选地,在喷粉管向槽体内喷入粉状介质的步骤之前,还包括:在粉状介质中添加硅油。
[0051]在该实施例中,在粉状介质中添加硅油,以提高粉状介质的流动性,从而提高粉状介质的流速和喷射均匀度。
[0052]在一个具体的实施例中,一种在中间包内去除钢液中夹杂物的方法,具体包括以下步骤:
1.氩气由喷气管吹入;
2.连铸开浇,钢液通过中间包的长水口410流入,在稳流件300的作用下,钢液喷溅到中间包的四周;
3.钝化粉剂;
4.待钢液马上要淹没喷粉嘴时,开始喷吹粉剂进行脱硫任务;
5.粉剂裹挟着钢液中的硫夹杂物向上漂浮,由于稳流件300内喷吹氩气的缘由,在升力的作用下粉剂与夹杂物上浮到顶层的钢渣层最终被渣层吸收,从而达到去除钢液中硫夹杂的任务;
6.被净化的钢液通过中间包的浸入式水口120流出。
[0053]在中间包浇铸的最后一步,相关技术没有喷粉脱硫精炼技术,钢水浇铸过程难免会再次被污染,但是本发明在中间包加入了喷粉技术,可以有效在连铸最后阶段去除钢液中的硫夹杂,极大的提高了钢液的纯净度。钢包中的钢液由长水口410进入中间包后,在稳流件300的作用下分布到中间包的四周上,中间包喷粉技术还均匀了钢液中的流场,改善并提高了钢液中冶金反应条件,为之后连铸出优质的钢种奠定了基础。
[0054]在本发明中,术语“第一”、“第二”、“第三”仅用于描述的目的,而不能理解为指示或暗示相对重要性;术语“多个”则指两个或两个以上,除非另有明确的限定。术语“安装”、“相连”、“连接”、“固定”等术语均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;“相连”可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0055]本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或单元必须具有特定的方向、以特定的方位构造和操作,因此,不能理解为对本发明的限制。
[0056]在本说明书的描述中,术语“一个实施例”、“一些实施例”、“具体实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0057]以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
说明书附图(4)
声明:
“中间包装置和冶炼金属的除硫方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 872
编辑:北方有色网
来源:东北大学
872
编辑:北方有色网
来源:东北大学



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















