权利要求书: 1.一种适用于异形坯连铸机全保护浇铸用的结晶器,所述结晶器的上口面积大于下口面积,结晶器内腔由上到下的横截面积逐渐减小,其特征在于,结晶器内腔不同横截面的周长不变,结晶器内腔的腹板
铜板为向结晶器外部凸且曲率渐变的光滑曲面,结晶器内腔的腹板铜板的曲率自上而下逐渐减小,结晶器腹板铜板自上而下逐渐从凸形向平面转变;结晶器从上到下,翼缘三角区内侧铜板与翼缘三角区边部铜板之间的夹角逐渐减小;
结晶器自上而下,所述翼缘三角区内侧铜板和翼缘三角区边部铜板的尺寸保持不变,翼缘三角区内侧铜板与翼缘三角区边部铜板的连接位置固定不变,翼缘三角区内侧铜板逐渐向翼缘三角区内部靠近,翼缘三角区的尺寸逐渐变小;
结晶器上口的横截面中,翼缘三角区内侧铜板与翼缘三角区边部铜板之间的夹角为
140~150℃;结晶器中部的横截面中,翼缘三角区内侧铜板与翼缘三角区边部铜板之间的夹角为125~135℃,结晶器下口的横截面中,翼缘三角区内侧铜板与翼缘三角区边部铜板之间的夹角为110~115℃;
结晶器自上而下,两个腹板铜板之间的距离逐渐变小。
2.根据权利要求1所述的一种适用于异形坯连铸机全保护浇铸用的结晶器,其特征在?1于,结晶器内腔上口的横截面中,腹板铜板截面曲线的曲率为1~5m ,腹板铜板截面曲线长度为300~900mm,两块腹板铜板截面曲线之间的最大距离为150~180mm。
3.根据权利要求1所述的一种适用于异形坯连铸机全保护浇铸用的结晶器,其特征在?1于,结晶器内腔中部的横截面中,腹板铜板截面曲线的曲率为0.6~3.0m ,腹板铜板截面曲线长度为300~900mm,两块腹板铜板截面曲线之间的最大距离为110~140mm。
4.根据权利要求1所述的一种适用于异形坯连铸机全保护浇铸用的结晶器,其特征在于,结晶器内腔下口的横截面中,腹板铜板截面曲线的曲率为0,腹板位置处的铜板截面变为直线,两块腹板铜板截面曲线之间的距离为70~100mm,腹板铜板截面曲线长度不变,为
300~900mm。
说明书: 一种适用于异形坯连铸机全保护浇铸的结晶器技术领域[0001] 本发明属于钢铁冶金技术领域,具体地讲,本发明涉及一种适用于异形坯连铸机全保护浇铸的结晶器。背景技术[0002] 钢的连续浇注是将具有一定过热度的液态钢水通过水冷结晶器连续冷却成具有一定形状的固态铸坯的过程,在此过程中,需要有一个耐火材料制作的套管将钢液从上游的冶金容器中注入结晶器内,该耐火材料套管被称为浸入式水口。浸入式水口是安装在中间包底板并插入结晶器液面以下,其主要作用是防止钢液的二次氧化、氮化、喷溅,同时避免液面卷渣、调节结晶器内钢液的流动模式和温度分布,从而促使结晶器内的坯壳均匀无缺陷生长,并尽量减少钢液中的气体和非金属夹杂物。[0003] 如本发明的附图6、附图7所示,异形坯连铸机的结晶器断面形状复杂,结晶器与中间包之间空间狭小,一般采用双定径水口+半浸入式水口的敞开浇注工艺生产,中间包应用定径水口快换技术,通过调整定径水口的直径实现中间包至结晶器钢水的控流。半浸入式水口使用套圈支架支撑在结晶器的翼缘三角区上,浇注过程中钢流的散流、偏流问题造成水口结冷钢,要通过调整半浸入式水口的位置或吹氧来解决,水口的对中问题造成的结晶器流场的恶化以及钢水的二次氧化问题造成的钢水污染,是该浇注模式无法解决的、制约产品质量的根本性问题。该种敞开浇注模式二次氧化严重,无法浇铸含
铝、
稀土、钛等易被氧化元素的钢种,制约了有优异力学性能的异形坯钢种的开发。[0004] 现有的报道中,有在异形坯结晶器的腹板位置处安装浸入式水口来实现塞棒+浸入式水口的全保护浇注模式,但异形坯结晶器横截面腹板位置处的宽度很窄,一般为70~120mm,在如此窄的尺寸位置处布置水口易导致腹板裂纹等质量缺陷,其原因是从水口流出的钢流速度达到1~3米/秒,快速流动的钢水会冲刷新凝固的铸坯腹板,造成腹板凝固位置处凝固的不稳定。
[0005] 现有的报道中,有在异形坯结晶器的翼缘三角区位置处安装浸入式水口来实现塞棒+浸入式水口的全保护浇注模式,但在结晶器中存在两个翼缘三角区,两个翼缘三角区之间的距离较近,约300~800mm,若在两个翼缘三角区均安装塞棒控制的浸入式水口,如此短的距离安装两个塞棒会导致塞棒安装困难,若仅在一个翼缘三角区安装塞棒控制的浸入式水口,由于翼缘三角区不位于结晶器的中心位置处,位于结晶器的边角位置处,从该处向整个结晶器内注流会导致异形坯结晶器两侧的钢水温度不均匀,结晶器液面也易出现波动,对铸坯质量造成不利影响。[0006] 综上所述,由于异形坯结晶器横截面腹板位置处的宽度很窄,一般为70~120mm,在如此窄的尺寸位置处布置水口易导致腹板裂纹等质量缺陷,若在两个翼缘三角区均安装塞棒控制的浸入式水口,如此短的距离安装两个塞棒会导致塞棒安装困难,所以异形坯连铸机一般难以安装浸入式水口和塞棒进行全保护浇注。[0007] 目前国际上生产薄规格板坯主要采用漏斗形结晶器或透镜形结晶器,结晶器的上口为漏斗形或透镜形,结晶器上口的面积较大,以利于浸入式水口的插入及保护渣的熔化,结晶器下口的面积较小,结晶器下口的面积一般为结晶器上口的面积的40~60%,结晶器下口的周长一般比结晶器上口的周长少200~250mm,钢坯在结晶器内的拉坯过程中被压缩变形,完成从厚板坯向薄板坯的演变。但由于钢坯在结晶器内进行了较大的压缩变形,其横截面积减少40~60%,坯壳横截面周长减少200~250mm,对钢坯施加的变形力较大且结晶器内的铸坯坯壳极薄,易导致铸坯发生表面裂纹、表面褶皱和内部裂纹,甚至发生结晶器漏钢,影响连铸设备的高效运行。[0008] 其薄板坯发生表面裂纹、表面褶皱和内部裂纹的主要原因为:钢坯坯壳周长在结晶器内被压缩变短,而将坯壳周长压缩变短需要很大的变形力,其变形力远大于仅将坯壳形状改变的力,较大的变形力易使铸坯发生表面裂纹和内部裂纹,且结晶器内铸坯坯壳极薄(小于10mm),将坯壳周长压缩变短的过程中极易使坯壳发生褶皱。[0009] 目前公开的现有技术中虽然有生产薄规格板坯采用的漏斗形结晶器或透镜形结晶器,但还没有关于适用于异形坯连铸机全保护浇铸用的结晶器方面的报道。且由于漏斗形或透镜形结晶器中的钢坯坯壳周长在结晶器内被压缩变短,易使铸坯发生表面裂纹、表面褶皱和内部裂纹。发明内容[0010] 针对以上问题,本发明提供一种适用于异形坯连铸机全保护浇铸的结晶器,用以生产:宽度(400~1000)×腿高(350~450)×腰厚(70~100)mm规格的铸坯,该结晶器的总宽度和翼缘厚度分别与铸坯的宽度和腿高相适应,结晶器长度900mm。本发明主要对结晶器的腹板铜板形状和翼缘三角区内侧铜板形状进行特殊设计,结晶器其他位置处的铜板设计采用现有技术。[0011] 一种适用于异形坯连铸机全保护浇铸的结晶器,所述结晶器的上口面积大于下口面积,结晶器内腔由上到下的横截面积逐渐减小;结晶器内腔的腹板铜板为向结晶器外部外凸且曲率渐变的光滑曲面,结晶器内腔的腹板铜板的曲率自上而下逐渐减小,结晶器内腔的腹板铜板逐渐从凸形向平面转变;结晶器从上到下,翼缘角逐渐减小。[0012] 本发明中,翼缘角指的是翼缘三角区内侧铜板与翼缘三角区边部铜板之间的夹角。[0013] 结晶器铜板的内表面为本申请所述的形状,结晶器铜板上加工有冷却水槽,并配套水冷系统,其中冷却水槽的结构和水冷系统沿用现有技术。[0014] 优选的,自上而下,翼缘三角区内侧铜板与翼缘三角区边部铜板的尺寸保持不变,翼缘三角区内侧铜板与翼缘三角区边部铜板的连接位置固定不变,翼缘三角区内侧铜板逐渐向翼缘三角区内部靠近,即翼缘三角区的尺寸逐渐变小。[0015] 优选的,自上而下,结晶器的两个腹板铜板之间的距离逐渐变小。[0016] 进一步优选的,自上而下,结晶器的两个腹板铜板之间的最大距离逐渐变小。在结晶器下口处,两个腹板铜板相互平行。[0017] 结晶器腹板铜板设计成向外凸的形状,大大增加腹板水口插入位置处的宽度,以方便水口的插入实现异形坯连铸机的全保护浇注。[0018] 该结晶器与漏斗形或透镜形结晶器的区别为:结晶器从上向下看,铸坯在结晶器内的横截面积逐渐减小,但铸坯在结晶器内的横截面周长基本不变,铸坯的横截面周长变化值仅为铸坯坯壳在结晶器内的凝固收缩值,铸坯在结晶器的变形过程中,铸坯腹板位置处逐渐变窄、铸坯翼缘三角区面积逐渐变小,但铸坯坯壳仅发生形状的变化,铸坯坯壳不会发生压缩或拉伸变形。[0019] 优选的,结晶器内腔上口的横截面中,翼缘角为140~150℃;结晶器中部的横截面中,翼缘角为125~135℃,结晶器下口的横截面中,翼缘角为110~115℃。[0020] 优选的,结晶器内腔上口的横截面中,腹板铜板截面曲线的曲率为1~5m?1,腹板铜板截面曲线长度为300~900mm,两块腹板铜板截面曲线之间的最大距离为150~180mm。即增大结晶器开口,两块腹板铜板之间的距离完全能满足侵入式水口的插入,能实现异形坯连铸机的全保护浇注,解决钢水浇铸过程中的二次氧化问题,能浇铸含铝、稀土、钛等易被氧化元素的钢种,提升钢材的质量和附加值。[0021] 结晶器内腔上口面积大,还有利于保护渣的熔化,对结晶器能起到良好的润滑效果,减少铸坯边部裂纹发生的几率。[0022] 优选的,结晶器内腔中部的横截面中,腹板铜板截面曲线的曲率为0.6~3.0m?1,腹板铜板截面曲线长度为300~900mm,两块腹板铜板截面曲线之间的最大距离为110~140mm。
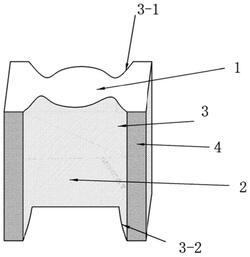
[0023] 其中,中部的横截面指的是结晶器高度1/2处的横截面。[0024] 优选的,结晶器内腔下口的横截面中,腹板铜板截面曲线的曲率为0,腹板位置处的铜板截面变为直线,两块腹板铜板截面曲线之间的距离为70~100mm,腹板铜板截面曲线长度不变,仍为300~900mm。[0025] 结晶器自上而下,腹板铜板截面曲线(结晶器内腔上的曲线)长度不变,翼缘三角区内侧铜板与翼缘三角区边部铜板的尺寸保持不变,因此结晶器内腔不同横截面的周长基本不变,但是内腔横截面面积逐渐减小。[0026] 本发明的有益效果:[0027] (1)采用本发明提供的结晶器生产异形坯,铸坯在结晶器内腔的横截面周长基本不变,铸坯的横截面周长变化值仅为铸坯坯壳在结晶器内的凝固收缩值,铸坯的横截面周长有微小缩短。铸坯在结晶器内的变形过程中,仅发生铸坯坯壳形状的变化,铸坯腹板逐渐变窄,铸坯翼缘三角区面积逐渐变小,但铸坯坯壳不会发生压缩或拉伸变形,由于铸坯坯壳不发生压缩或拉伸变形,不需对钢坯坯壳施加较大的变形力,铸坯坯壳发生表面裂纹等缺陷的几率较低。[0028] 本申请所指的凝固收缩值为钢液由液相向固相转变而产生的相变收缩值和铸坯坯壳由高温向低温变化而产生的热收缩值之和。[0029] (2)采用本发明提供的结晶器生产异形坯,由于铸坯坯壳不发生压缩或拉伸变形,不需对钢坯坯壳施加较大的变形力,结晶器受到的反作用力就小,结晶器被磨损量变少,减少结晶器损耗,提高结晶器寿命。[0030] (3)采用本发明提供的结晶器生产异形坯,铸坯在结晶器内的横截面周长基本不变,铸坯的横截面周长变化值仅为铸坯坯壳在结晶器内的凝固收缩值,由于铸坯的横截面总周长基本不变,铸坯坯壳在形状变化过程中不会发生表面褶皱缺陷。[0031] (4)使用本发明提供的结晶器,由于结晶器上口两块腹板铜板截面曲线之间的最大距离为150~180mm,侵入式水口的直径约为70~90mm,该结晶器两块腹板铜板之间的距离完全能满足侵入式水口的插入,能实现异形坯连铸机的全保护浇注,解决钢水浇铸过程中的二次氧化问题,能浇铸含铝、稀土、钛等易被氧化元素的钢种,提升钢材的质量和附加值。[0032] (5)本发明提供的结晶器上口面积大,有利于保护渣的熔化,对结晶器能起到良好的润滑效果,减少铸坯边部裂纹发生的几率。附图说明[0033] 图1为本发明结晶器铜板内腔的结构示意图;[0034] 图2为本发明结晶器内腔垂直剖面的示意图;[0035] 图3为本发明结晶器铜板内腔的主视图;[0036] 图4为本发明结晶器铜板内腔俯视图;[0037] 图5为本发明结晶器铜板内腔的左视图;[0038] 图6为实施例1结晶器生产出铸坯断面尺寸;[0039] 图7为实施例2的结晶器生产出的铸坯断面尺寸。[0040] 附图标记:1?结晶器上口;2?结晶器腹板铜板;2?1?结晶器上口腹板铜板横截面曲线;2?2?结晶器中部腹板铜板横截面曲线;2?3?结晶器下口腹板铜板横截面曲线;3?1?结晶器翼缘三角区内侧铜板上端面;3?2?结晶器翼缘三角区内侧铜板下端面;4?结晶器翼缘三角区边部铜板;5?结晶器内腔上口1/2横截面;6?结晶器内腔中部1/2横截面;7?结晶器内腔下口1/2横截面;8?结晶器的翼缘三角区部位;9?结晶器下口;10?结晶器翼缘三角区内侧铜板与腹板铜板连接线;11?为结晶器腹板铜板在竖直方向上曲率最高点的轮廓线(此处所述竖直方向指的是沿结晶器上口到下口的垂直方向)。具体实施方式[0041] 本发明主要对结晶器的腹板铜板2的形状(腹板铜板内表面)和翼缘三角区内侧铜板3的形状进行特殊设计,结晶器其他位置处的铜板设计采用现有技术。下列实施例是对本发明的进一步说明,但本发明不限于此。[0042] 如图1~5所示,本发明结晶器的上口1面积大、结晶器的下口9面积小,且结晶器腹板位置处的铜板2设计成向外凸的形状,大大增加水口插入位置处腹板的宽度,以方便水口的插入实现异形坯连铸机的全保护浇注。该技术与漏斗形或透镜形结晶器的区别为:结晶器从上向下看,铸坯在结晶器内的横截面积逐渐减小,但铸坯在结晶器内的横截面周长基本不变,铸坯的横截面周长变化值仅为铸坯坯壳在结晶器内的凝固收缩值,铸坯在结晶器的变形过程中,铸坯腹板位置处逐渐变窄、铸坯翼缘三角区面积逐渐变小,但铸坯坯壳仅发生形状的变化,铸坯坯壳不会发生压缩或拉伸变形。[0043] 该结晶器从上向下看,翼缘三角区内侧铜板3与翼缘三角区边部铜板4的连接位置固定不变,翼缘三角区内侧铜板3逐渐向翼缘三角区12内部靠近,且保持翼缘三角区内侧铜板3尺寸不变。结晶器内腔上口1的1/2横截面(结晶器上端面的2/1面积)5中,翼缘三角区内侧铜板3与翼缘三角区边部4之间的夹角为140~150℃,即结晶器翼缘三角区内侧铜板上端面3?1与翼缘三角区边部4上端面之间的夹角。结晶器内腔中部的1/2横截面6(结晶器高度1/2处的横截面的一半)中,翼缘三角区内侧铜板3与翼缘三角区边部4之间的夹角为125~135℃,即内侧铜板3的中部横截面与翼缘三角区边部4的中部横截面之间的夹角。结晶器内腔下口的1/2横截面7中(结晶器下端面的2/1面积),翼缘三角区内侧铜板3与翼缘三角区边部4之间的夹角为110~115℃,即结晶器翼缘三角区内侧铜板下端面3?2与翼缘三角区边部4下端面之间的夹角。[0044] 结晶器从上向下看,结晶器内腔横截面中,翼缘三角区内层铜板的曲度保持不变,但翼缘三角区内层铜板3与翼缘三角区边部4之间的夹角逐渐减小。[0045] 结晶器腹板铜板2的内表面为向结晶器外部凸且曲率渐变的光滑曲面,结晶器从上向下看,结晶器腹板铜板2的曲率逐渐减小,结晶器腹板铜板2的内表面逐渐从凸形向平面转变,且两块结晶器腹板铜板2之间的距离逐渐减小,结晶器横截面逐渐减小。结晶器内腔上口1的1/2横截面5中,结晶器腹板铜板2内表面的弧线的曲率即腹板铜板截面曲线2?1?1的曲率为1~5m ,腹板铜板截面曲线2?1的长度为300~900mm,两块腹板铜板截面曲线之间的最大距离为150~180mm(在此截面位置处,两个腹板铜板内侧之间的最大距离)。
[0046] 结晶器内腔中部的1/2横截面6中,腹板铜板2的内表面的弧线的曲率即腹板铜板?1截面曲线2?2的曲率为0.6~3m 。腹板铜板截面曲线2?2长度为300~900mm,两块腹板铜板截面曲线之间的最大距离为110~140mm(在此截面位置处,两个腹板铜板内侧之间的最大距离),在此截面位置处,弧线的曲率小于结晶器上口1的1/2横截面5处截面弧线的曲率,两个腹板铜板之间的最大距离小于结晶器上口1的1/2横截面5处两个腹板铜板之间的最大距离。
[0047] 结晶器内腔下口7的1/2横截面中,腹板铜板2的内表面变为平面,因此,腹板位置处的铜板截面曲线2?3的曲率为0,腹板位置处的铜板截面曲线2?3变为直线,腹板铜板截面曲线2?3之间的距离为70~100mm(在此截面位置处,两个腹板铜板内侧之间的距离)。腹板铜板截面曲线2?3长度不变,仍为300~900mm。此截面位置处,弧线的曲率小于结晶器中部的1/2横截面6处截面弧线的曲率,两个腹板铜板之间的最大距离小于结晶器中部的1/2横截面6处两个腹板铜板之间的最大距离。[0048] 由图5所示,结晶器自上而下,结晶器翼缘三角区内侧铜板与腹板铜板连接线10由结晶器外部向内部靠近;结晶器腹板铜板内表面在竖直方向上曲率最高点的轮廓线11也逐渐由结晶器外部向内部靠近。最终在结晶器下口9处,两条线重叠,穿过同一水平线上,即在结晶器下口处,腹板铜板的截面变为矩形。[0049] 在曲率渐变的结晶器腹板铜板2、翼缘三角区内侧铜板3(翼缘角渐变)以及钢水静压力的协同作用下,铸坯在结晶器运行过程中腹板逐渐变窄,腹板厚度减少50%以上,同时满足铸坯的横截面周长不变。翼缘三角区内侧铜板3与结晶器翼缘三角区边部铜板4的夹角自上而下由大变小。[0050] 结晶器上口两块腹板铜板截面曲线之间的最大距离为150~180mm,侵入式水口的直径约为70~90mm,该结晶器两块腹板铜板之间的距离完全能满足侵入式水口的插入,能实现异形坯连铸机的全保护浇注,解决钢水浇铸过程中的二次氧化问题,能浇铸含铝、稀土、钛等易被氧化元素的钢种。[0051] 实施例1[0052] 采用本申请提供的结晶器生产图6所示的铸坯,其铸坯断面尺寸为:550mm(L1)×440mm(H1)×70mm(D1),连铸机拉速为1.2~1.5m/min。本结晶器适用于异形坯连铸机全保护浇铸用的结晶器,该结晶器的总宽度和翼缘厚度分别与铸坯的宽度和腿高相适应,结晶器竖直方向上的长度为900mm。本发明主要对结晶器的腹板铜板形状和翼缘三角区内侧铜板形状进行特殊设计,结晶器其他位置处的铜板设计采用现有技术。结晶器铜板上加工有冷却水槽,并配套水冷系统,其中冷却水槽的结构和水冷系统沿用现有技术。
[0053] 该结晶器的结构示意图如图1~5所示,该结晶器为上口面积大、下口面积小的造型,且结晶器腹板位置处的铜板设计成向外凸的形状,大大增加水口插入位置处腹板的宽度,以方便水口的插入实现异形坯连铸机的全保护浇注。该技术与漏斗形或透镜形结晶器的区别为:结晶器从上向下看,铸坯在结晶器内的横截面积逐渐减小,但铸坯在结晶器内的横截面周长基本不变,铸坯的横截面周长变化值仅为铸坯坯壳在结晶器内的凝固收缩值,铸坯在结晶器的变形过程中,铸坯腹板位置处逐渐变窄、铸坯翼缘三角区面积逐渐变小,但铸坯坯壳仅发生形状的变化,铸坯坯壳不会发生压缩或拉伸变形。[0054] 该结晶器的造型为:结晶器从上向下看,翼缘三角区内侧铜板与翼缘三角区边部铜板的连接位置固定不变,并以此为轴,翼缘三角区内侧铜板逐渐向翼缘三角区内部旋转,同时,腹板铜板2的曲率减小,且保持翼缘三角区内侧铜板尺寸不变,腹板铜板2和翼缘三角区内侧铜板3的连接点也随之像结晶器内部靠近。结晶器1上口的横截面5中,翼缘三角区内侧铜板3与翼缘三角区边部4之间的夹角为150℃,结晶器中部的横截面6中,翼缘三角区内侧铜板3与翼缘三角区边部4之间的夹角为135℃,结晶器下口的横截面7中,翼缘三角区内侧铜板3与翼缘三角区边部4之间的夹角为115℃。[0055] 结晶器腹板铜板2为向外凸且曲率渐变的光滑曲面,结晶器从上向下看,结晶器腹板铜板2的曲率逐渐减小,结晶器腹板铜板2逐渐从凸形向平面转变,且两块结晶器腹板铜?1板2之间的距离逐渐减小。结晶器上口的横截面5中,腹板铜板截面曲线2?1的曲率为5m ,腹板铜板截面曲线2?1长度为300mm,两块腹板铜板截面曲线2?1之间的最大距离为180mm;
?1
结晶器中部的横截面6中,腹板铜板截面曲线2?2的曲率为3m ,腹板铜板截面曲线2?2长度为300mm,两块腹板铜板截面曲线2?2之间的最大距离为120mm;结晶器下口的横截面7中,腹?1
板位置处的铜板截面曲线2?3的曲率为0m ,腹板位置处的铜板截面的曲线变为直线,两块腹板铜板截面曲线2?3之间的距离为70mm。腹板铜板截面曲线长度不变,仍为300mm。
[0056] 在曲率渐变的结晶器腹板铜板2、翼缘三角区内侧铜板3(翼缘角不断变化)以及钢水静压力的协同作用下,自上而下,铸坯在结晶器内运行过程中两个腹板之间的距离逐渐变窄,铸坯的厚度减少61%,同时满足铸坯的横截面周长不变。[0057] 结晶器上口两块腹板铜板截面曲线之间的最大距离为180mm,侵入式水口的直径约为70mm,该结晶器两块腹板铜板之间的距离完全能满足侵入式水口的插入,能实现异形坯连铸机的全保护浇注,解决钢水浇铸过程中的二次氧化问题,能浇铸含铝、稀土、钛等易被氧化元素的钢种。[0058] 生产实践表明,采用本发明所述结晶器生产异形坯,由于结晶器上口面积大,结晶器保护渣熔化状态良好,且结晶器上口窄面横向总宽度较大,方便水口的插入,水口离铸坯坯壳仍有大于50mm的距离,从水口流出的钢液不会冲刷铸坯坯壳,能实现浇注过程中全保护浇注,由于铸坯的横截面周长不变,铸坯坯壳只发生变形,不发生压缩或拉伸,结晶器给予铸坯坯壳的变形力小,铸坯坯壳表面无裂纹,且结晶器铜板磨损量小,结晶器通钢量达到35000吨以上才更换。
[0059] 实施例2[0060] 采用本实施例提供的结晶器生产图7所示的铸坯,其铸坯断面尺寸为:1023.8mm(L1)×390mm(H1)×90mm(D1),连铸机拉速为0.9~1.0m/min。[0061] 本实施例提供一种适用于异形坯连铸机全保护浇铸用的结晶器,该结晶器的总宽度和翼缘厚度分别与铸坯的宽度和腿高相适应,结晶器竖直方向上的长度为900mm。本实施例主要对结晶器的腹板铜板2的形状和翼缘三角区内侧铜板3的形状进行特殊设计,结晶器其他位置处的铜板设计采用现有技术。结晶器铜板的上加工有冷却水槽,并配套水冷系统,其中冷却水槽的结构和水冷系统沿用现有技术。[0062] 该结晶器的结构示意图如图1~5所示,该结晶器的造型为:结晶器的上口1面积大、结晶器的下口9面积小,且结晶器腹板位置处的铜板2设计成向外凸的形状,大大增加水口插入位置处腹板的宽度,以方便水口的插入实现异形坯连铸机的全保护浇注。该技术与漏斗形或透镜形结晶器的区别为:结晶器从上向下看,铸坯在结晶器内的横截面积逐渐减小,但铸坯在结晶器内的横截面周长基本不变,铸坯的横截面周长变化值仅为铸坯坯壳在结晶器内的凝固收缩值,铸坯在结晶器的变形过程中,铸坯腹板位置处逐渐变窄、铸坯翼缘三角区面积逐渐变小,但铸坯坯壳仅发生形状的变化,铸坯坯壳不会发生压缩或拉伸变形。[0063] 该结晶器的造型为:结晶器从上向下看,翼缘三角区内侧铜板3与翼缘三角区边部铜板4的连接位置固定不变,并以此为轴,翼缘三角区内侧铜板3逐渐向翼缘三角区12内部旋转,同时,腹板铜板2的曲率减小,且保持翼缘三角区内侧铜板3尺寸不变,腹板铜板2和翼缘三角区内侧铜板3的连接点也随之像结晶器内部靠近。结晶器上口1的横截面5中,翼缘三角区内侧铜板3与翼缘三角区边部4之间的夹角为140℃,结晶器中部的横截面6中,翼缘三角区内侧铜板3与翼缘三角区边部4之间的夹角为125℃,结晶器下口的横截面7中,翼缘三角区内侧铜板3与翼缘三角区边部4之间的夹角为110℃。[0064] 结晶器腹板铜板2为向外凸且曲率渐变的光滑曲面,结晶器从上向下看,结晶器腹板铜板2的曲率逐渐减小,结晶器腹板铜板2逐渐从凸形向平面转变,且两块结晶器腹板铜?1板2之间的距离逐渐减小。结晶器上口1的横截面5中,腹板铜板截面曲线2?1的曲率为1m ,腹板铜板截面曲线2?1长度为900mm,两块腹板铜板截面曲线2?1之间的最大距离为150mm;
?1
结晶器中部的横截面6中,腹板铜板截面曲线2?2的曲率为0.6m ,腹板铜板截面曲线2?2长度为900mm,两块腹板铜板截面曲线2?2之间的最大距离为115mm;结晶器下口7的横截面中,腹板位置处的铜板截面曲线2?3的曲率为0,腹板位置处的铜板截面2?3变为直线,两块腹板铜板截面曲线2?3之间的距离为90mm。腹板铜板截面曲线2?3长度不变,仍为900mm。
[0065] 在曲率渐变的结晶器腹板铜板2、翼缘三角区内侧铜板3(翼缘角不断变化)以及钢水静压力的协同作用下,铸坯在结晶器运行过程中两个腹板之间的距离逐渐变窄,铸坯腹板的厚度减少40%,同时满足铸坯的横截面周长不变。[0066] 结晶器上口两块腹板铜板截面曲线之间的最大距离为150mm,侵入式水口的直径约为90mm,该结晶器两块腹板铜板之间的距离完全能满足侵入式水口的插入,能实现异形坯连铸机的全保护浇注,解决钢水浇铸过程中的二次氧化问题,能浇铸含铝、稀土、钛等易被氧化元素的钢种[0067] 生产实践表明,采用本发明所述结晶器生产异形坯,由于结晶器上口面积大,结晶器保护渣熔化状态良好,且结晶器上口窄面横向总宽度较大,方便水口的插入,水口离铸坯坯壳仍有大于30mm的距离,从水口流出的钢液不会冲刷铸坯坯壳,能实现浇注过程中全保护浇注,由于铸坯的横截面周长不变,铸坯坯壳只发生变形,不发生压缩或拉伸,结晶器给予铸坯坯壳的变形力小,铸坯坯壳表面无裂纹,且结晶器铜板磨损量小,结晶器通钢量达到55000吨以上才更换。
声明:
“适用于异形坯连铸机全保护浇铸的结晶器” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1006
编辑:管理员
来源:山东钢铁股份有限公司
1006
编辑:管理员
来源:山东钢铁股份有限公司



 咨询细节
咨询细节










































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















