钛合金的比强度高、生物相容性好、耐蚀性优良、高温蠕变持久性能优异,在航空航天、生物医疗、海洋船舶等领域得到了广泛的应用[1,2]
TC4钛合金的应用最多,占商用钛合金总量的50%以上[3]
在TC4钛合金的基础上改进的TC4-DT钛合金的损伤容限较高,在航空制造领域有重要的应用[4,5,6,7,8]
但是,采用常规工艺“熔炼-开坯-锻造-机加”制备钛合金零件热加工难度高、加工周期长、模具成本高且材料的利用率低
用增材制造技术制造钛合金零件,可降低成本和提高效率[9,10,11,12]
增材制造又称为3D打印或快速成型,基于“离散-堆积”的原理逐层堆积成三维实体,可成型任意复杂结构,实现近净成形
相关的工艺设计、成型控制、组织性能调控及原材料开发,成为研究的热点
金属增材制造技术主要有5大类[9,12,13] —以粉末为原材料的激光选区熔化(Selective Laser Melting, SLM)和电子束选区熔化(Electron Beam Melting, EBM)、激光同轴送粉(Laser Metal Deposition, LMD),以丝材为原材料的电子束熔丝(Electron Beam Rapid Manufacturing, EBRM)和电弧熔丝(Wire and Arc Additive Manufacturing, WAAM)
目前,激光同轴送粉主要用于修复再制造,激光/电子束选区熔化已成功用于航空发动机小型精密构件和航空大型复杂零件的直接成形,但是材料的利用率低,成形速度也较低[14,15,16]
电子束熔丝增材制造效率高,但是需要真空条件,零件的尺寸也受到限制[17,18]
为了克服上述的限制和不足,研究人员使用标准电弧焊设备(如熔化极气体保护焊和非熔化极气体保护焊)开发了电弧熔丝增材制造技术[19,20,21,22,23]
这种技术有丝材利用率高、制造周期短、成本低以及零件尺寸不受限等优点,特别适合于大尺寸复杂构件的低成本快速成型
电弧熔丝增材制造技术,主要有旁轴送丝的非熔化极气体保护焊(Tungsten Inert Gas Arc Welding, TIG)和同轴送丝的熔化极气体保护焊(Metal Inert-Gas Arc Welding, MIG),目前主要是用TIG焊技术打印TC4钛合金
刘宁[24]研究了焊接电流、送丝速度、焊接速度等工艺参数对成型件尺寸、宏观形貌、微观组织和力学性能的影响,发现各个工艺参数均有不同程度的影响;Wang等[25]研究了TIG电弧熔丝工艺参数对TC4钛合金构件组织的影响,发现峰值/基准电流比对原始β晶粒的尺寸没有影响,而送丝速度有较大的影响
Donoghue等[23]将轧制变形与电弧熔丝增材制造技术相结合,可使粗大的柱状β晶粒细化到100 μm以下,并使残留β相和α相的织构强度大大减弱,取向分布更加均匀;何智[26]将超声冲击与电弧熔丝增材制造技术相结合,发现超声冲击使粗大的柱状晶转变为细小的等轴晶,还能增大沉积层平均宽度
王斌[19]研究了热处理制度对电弧熔丝TC4钛合金试样组织的影响,以及力学性能的各向异性
但是,TIG的送丝装置与起弧装置分离且结构较为复杂,影响其可达性,因此其成型效率依然有待提高
CMT电弧熔丝属于MIG类[27,28,29],采用同轴送丝的方式比TIG电弧熔丝的设备更为简单,可达性好,成型速度高,可提高生产效率、降低加工成本,有望用于制造大型构件
为了探索大型复杂航空零部件的高效低成本的制备方法,本文采用CMT电弧熔丝增材制造技术制备TC4-DT钛合金试样,分析其组织特征,并结合CET模型和3D-Rosenthal模型研究工艺参数对试样组织的影响
1 实验方法
实验用电弧熔丝增材制造设备为X5型,配备CMT电源,最大成型尺寸为500 mm×500 mm×500 mm
实验设定送丝速度约为67 mm/s,焊枪行进速度约为15 mm/s,基材为TC4钛合金轧制板材,在氩气保护条件下进行堆积
堆积试样为两道三层的直壁墙,堆积路径如图1a所示
为了便于描述,将试样堆积增高方向定义为Z向,每层堆积过程中用方波扫描路径,长路径方向定义为X向,与之垂直的方向定义为Y向,试块每道宽度约为30 mm,层高约为4 mm,每一道次内的区域定义为普通堆积区,两个道次之间重叠的区域定义为搭接区,如图1b所示
图1

图1用CMT电弧熔丝增材制造试块的堆积路径示意图和试块示意图
Fig.1Sample manufactured by CMT WAAM (a) deposition path of the sample; (b) schematic of the sample
实验用材料为TC4-DT钛合金丝材(中国科学院金属研究所研制)
采用三次真空自耗熔炼出合金铸锭,经锻造开坯、轧制、多道次拉拔、扒皮、校直、清洗后形成直径为1.2 mm的成品,其合金成分列于表1
Table 1
表1
表1TC4-DT合金的成分
Table 1Composition of TC4-DT (mass fraction, %)
|
Al
|
V
|
Fe
|
O
|
N
|
H
|
Ti
|
|
6.15
|
4.25
|
<0.05
|
0.13
|
0.005
|
0.003
|
Bal.
|
试块的低倍观察截面为X-Z面,在截面上选取截面为10 mm×20 mm的典型区域进行低倍组织特征分析,对低倍组织特征明显的区域进行高倍观察
低倍切片试样经表面机加工后进行粗磨和精磨,用HF:HNO3:H2O=1:2:20腐蚀剂深度腐蚀后用Stemi2000-C体式显微镜进行观察;高倍切片试样经机械预磨、抛光后并用HF:HNO3:H2O=1:2:100腐蚀剂腐蚀后,用Zeiss Axiovert 200MAT金相显微镜观察
2 实验结果2.1 低倍组织特征
堆积试块X-Z面整体及局部低倍组织,如图2所示
由图2a可见,堆积试块自下而上可分为基板(Matrix)和堆积体(Deposition Zone)两部分
基板可分为基板原始组织区(Original Organization of Matrix)和热影响区(Heat Affected Zone, HAZ)
热影响区呈弧形,中心最大深度约为5 mm,与堆积体相比热影响区的原始β晶粒较细,靠近堆积区晶粒逐渐粗化;堆积体主要分为普通堆积区和搭接区两个部分,普通堆积区底部靠近基板部分为细柱状晶,平均晶粒宽度约为400 μm,中上部为由粗短柱状晶和等轴晶组成的混合组织,与EBRM[17]和TIG电弧熔丝[25]工艺形成的粗大柱状晶有明显的差异
搭接区处的热影响区为两道堆积区的热影响区交汇处,其深度最小,低倍组织尺寸和类型与两道普通堆积区中的组织没有明显的不同
图2
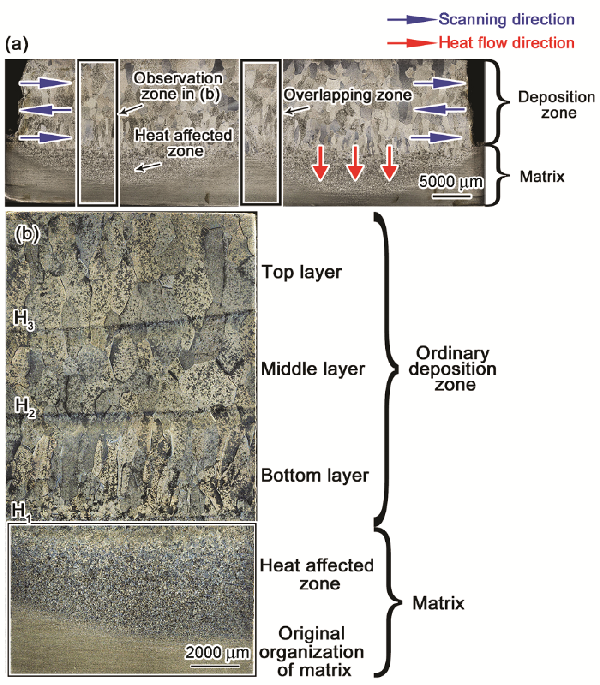
图2样品试块整体和局部的低倍组织
Fig.2Macrostructure of the sample (a) macrostructure of the sample; (b) local macrostructure
由图2b所示的局部区域低倍组织可见,堆积试块中有弧形的层界线
将堆积层自下而上分别称为底层、中层和顶层,层界线自下而上分别标记为H1、H2、H3
底层底部含有少量的等轴原始β晶粒,大部分原始β晶粒在层内沿堆积方向定向生长,形成较细的柱状晶;从中层开始,多数原始β晶粒跨越层界线外延生长,形成粗大的等轴晶和长宽比较小的短柱状晶组织
用截线法测定水平方向上的原始β晶粒的平均宽度,随堆积高度的变化规律如图3所示
可以看出,随着堆积高度的增加原始β晶粒的平均宽度逐渐增大,后续晶粒宽度尺寸增大的趋势减缓,顶部的平均宽度接近900 μm
图3
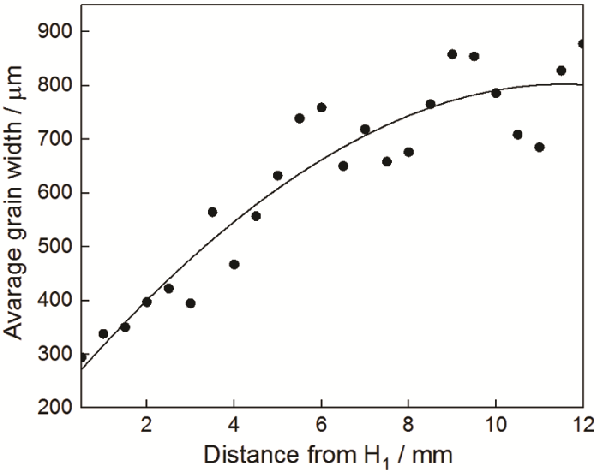
图3沿堆积方向原始β晶粒平均宽度的变化
Fig.3Variation of the average width of prior-β grains along the deposition direction
2.2 高倍组织特征
对图2b中热影响区和堆积区中不同层的4个选区进行金相组织观察,结果如图4所示
由图4a可见,热影响区为等轴状初生α相和β转变组织构成的双态组织,初生α相的含量随着高度的增加而逐渐减少
由图4b、4c和4d可见,堆积区主要为编织状组织,有晶界α相以及源于晶界α相的α集束
编织状组织主要由多种取向的长宽比较小的α板条编织而成,其含量约为90%;非连续晶界α相多在底层,连续晶界α相主要分布在中层;晶界α集束主要是晶界上平行排布的α片层组织,并与晶界形成一定的角度
这种α片层组织在晶界上形核并向晶内生长,具有相近的位相关系
图4
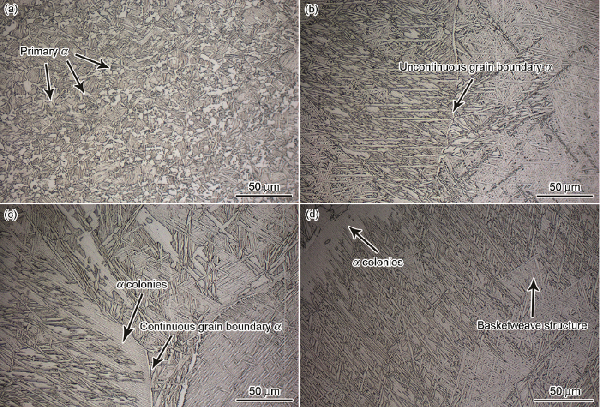
图4热影响区和堆积区的高倍组织
Fig.4Microstructure of heat affected zone(HAZ) and deposition zone (a) heat affected zone; (b) bottom layer; (c) middle layer; (d) top layer
层界线(图1b)的高倍组织,如图5所示
由图5a可见,层界线在金相显微镜下表现为明亮的条带,其高倍组织如图5b和图5c所示,可见层界线以上区域的α相板条较细,而层界线内为粗细α相板条混合的组织,粗α相板条端部接近圆弧状,有明显的球化特征,层界线内越靠下部的区域粗α相板条的比例越高
图5
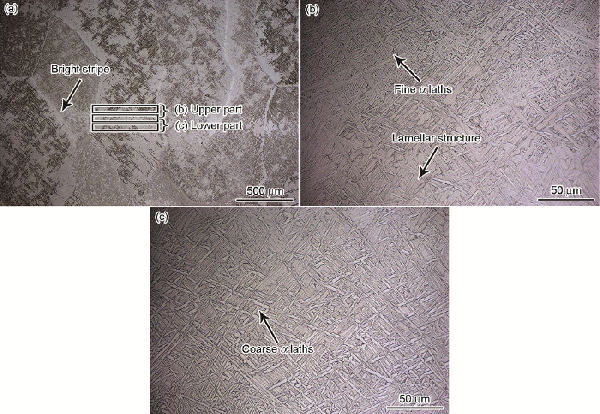
图5层界线组织的形貌
Fig.5Morphologies of borderline (a) macrostructure in of borderline; (b, c) microstructure of borderline
3 讨论3.1 低倍组织的形成机理
图2所示的低倍组织表明,用CMT电弧熔丝工艺制备的TC4-DT试块最底层为较细的柱状晶,主体区域为等轴晶和短柱状晶组成的混合组织,与EBRM和TIG电弧熔丝工艺形成的粗大柱状晶有明显的不同
低倍组织的形貌与凝固过程密切相关,而工艺参数对凝固过程中的温度梯度和凝固速度有较大的影响[14,30,31,32]
为了研究其低倍组织的形成过程,使用凝固理论中较为成熟的柱状晶-等轴晶转变模型(CET模型)和3D-Rosenthal移动热源模型,根据TC4-DT的材料特性确定了CET模型中柱状晶和等轴晶转变的边界条件,使用3D-Rosenthal移动热源模型并根据工艺参数(输入功率P、热效率η和移动速度V)计算出影响凝固组织的两个重要参数(温度梯度G和凝固速度R)
在此基础上进一步使用该模型预测在不同CMT工艺参数下低倍组织的演变规律,得到低倍组织转变的边界条件
3.1.1 柱状晶-等轴晶转变边界的确定
增材制造成型的TC4-DT构件的低倍组织形貌和晶粒尺寸,对其力学性能有重要的影响
因此,根据增材制造工艺参数预测TC4-DT的低倍组织,十分重要
在焊接或增材制造工艺中TC4低倍组织由柱状晶向等轴晶转变,是重要且常见的现象
1984年Hunt[33]提出CET判据,建立的基础CET模型能较好地应用于二元合金体系;G?umann等[34]对Hunt提出的CET模型进行修正,并将其成功应用于多组元Ni基高温合金;Ren等[14]用修正的CET模型对激光送粉工艺(Laser Solid Forming, LSF)中的TC4原始β晶粒形貌进行了预测,预测结果与实验结果符合得较好
CET模型中两个重要的参数是凝固速率R和温度梯度G,根据G?umann[34]和Kurz[35]等提出的修正CET模型,温度梯度可表示为
πG=1n+1-4πN03ln(1-?)31-ΔTnn+1(aR)(n+1)/n(aR)1/n
(1)
式中,N0为熔池中的晶核密度(cm-3),?Tn为异质形核过冷度(K),a和n均为与材料相关的常数,?为熔池中等轴晶核的体积分数
CMT技术以丝材为阴极起弧熔化,控制丝材送进速度将前端形成的液滴送入熔池
这个程有两个重要特点[29]:一是电流电压波动变化,采用外加回抽力促进熔滴发生短路过渡并控制电流电压的波形,使平均热输入比传统的MIG焊低;二是在丝材送进过程中丝材被反复高频抽拉,液滴进入熔池时速度较高,引起熔池中的液体强烈对流
熔池中的剧烈对流冲刷柱状树枝晶,脱落的枝晶成为新的β晶粒形核中心,使熔池中的晶核密度N0大幅度提高
根据TC4-DT钛合金热物参数和CMT工艺特点,对比Bontha等[30]在激光送粉方面的工作,方程(1)中的各个常数可设定为:n=3.4,a=100,?Tn=0.75 K,N0=2.0×1010/cm3
根据Hunt提出的CET判据[33],?>0.49时晶粒全部以等轴状生长;?<0.0049时晶粒全部以柱状生长;0.0049<?<0.49时形成的低倍组织为等轴晶与短柱状晶的混合组织
根据该判据可得到如图6所示的G-R图和相应的低倍组织分区
图6
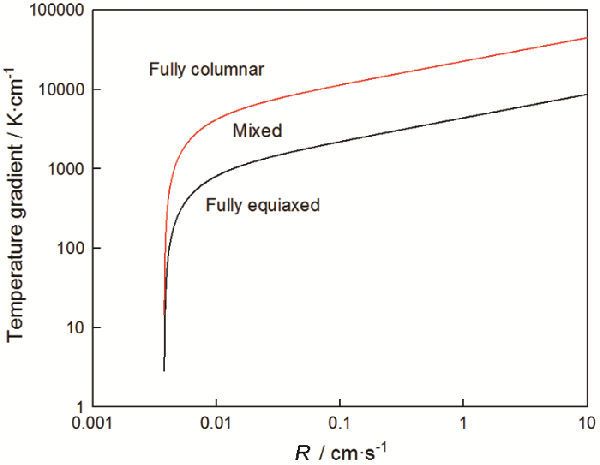
图6CMT成型TC4-DT的G-R图和低倍组织分区
Fig.6Solidification map of TC4-DT by CMT
3.1.2 工艺参数对低倍组织的影响
为了将实测的输入功率P、热效率η和焊枪行进速度V等工艺参数与不可实测的温度梯度G和凝固速度R相联系,引入3D-Rosenthal移动热源模型
1946年Rosenthal提出移动热源模型[36],该模型成功运用于焊接工艺并预测了焊接区的组织,与实测结果一致;Dykhuizen等[37]对Rosenthal提出的移动热源模型进行了扩展,并应用于激光送粉增材制造中;Vasinonta[38]对Rosenthal模型中的关键变量(温度、冷却速率和温度梯度)进行了无量纲化处理,极大地简化了模型的表达形式,推动了Rosenthal模型在激光送粉增材制造TC4工艺中的应用,实现了使用工艺图对熔池尺寸和残余应力的在线控制;Bontha等[30]将二维和三维Rosenthal模型应用在激光送粉打印的TC4构件中,探究了激光功率和送粉速率对组织的影响,与实测结果符合得较好
本文使用3D-Rosenthal模型定性研究CMT电弧熔丝增材制造中工艺参数与低倍组织的关系,并将实测结果与CET模型的预测结果对比
CMT电弧熔丝成形过程中的各个参数,如图7所示,其中(x0, y0, z0)表示相对坐标,V表示焊枪移动速度,η表示电能转化为热能的热效率,热效率主要与工艺及工艺参数有关,P表示输入功率
任意假定空间中的绝对坐标为(x, y, z),则相对坐标与绝对坐标的关系为:(x0, y0, z0)=(x-Vt, y, z),其中t表示焊枪沿X方向移动的时间
为了简化模型,结合实际情况对模型进行三点假设[36]:(1) 打印过程中的热传导问题为准稳态的热传导问题,电弧形成的热源是一个点状热源,所有热量均集中在一个点,当熔池的尺寸比热源尺寸大时该假设是合理的;(2) 忽略液滴进入熔池后的热吸收,该假设主要影响热效率
由于CMT工艺的特点,熔滴进入熔池的瞬间电流电压均下降到较低的水平,因此该假设是合理的;(3) 只考虑熔池与周围基体之间的热传导,忽略熔池自身内部的热对流,并认为所有的自由表面均是绝热的
图7
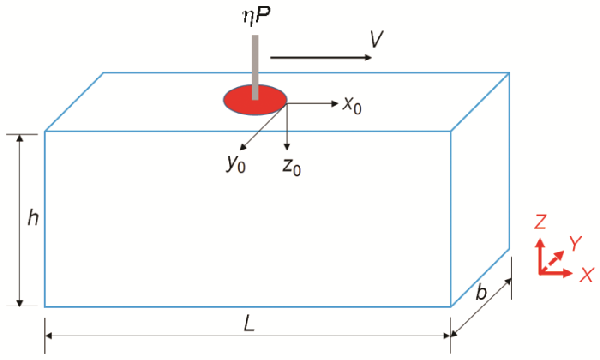
图7CMT打印三维模型的示意图
Fig.73D geometry manufactured by CMT
根据Bontha等[30]提出的三维Rosenthal模型,无量纲化温度可表示为
Tˉ=e-(xˉ0+xˉ02+yˉ02+zˉ02)2xˉ02+yˉ02+zˉ02
(2)
各无量纲化变量的定义为
πTˉ=T-T0(ηP/πk)(ρcV/2k),xˉ0=x0(2k/ρcV)yˉ0=y0(2k/ρcV),zˉ0=z0(2k/ρcV)
(3)
式中Tˉ、xˉ0、yˉ0和zˉ0分别为无量纲化温度和无量纲化相对坐标;T、x0、y0和z0分别为真实温度和真实相对坐标;T0为基体初始温度或预热温度;ρ为材料密度;c为比热容;k为材料的热导率
将方程(2)分别对时间t和相对坐标求偏导,可得无量纲化冷却速率δδTˉ/δtˉ和温度梯度Gˉ=?Tˉ的表达式
为了求得在一定工艺参数下的温度梯度G和凝固速率R从而预测低倍组织的组成,需要求得方程(2)在熔池边界处的解
假设在熔池边界与基体的界面处温度T与TC4-DT的熔点Tm相等,则无量纲化熔点为
πTm=Tm-T0(ηP/πk)(ρcV/2k)
(4)
可求得在一定工艺参数下的真实温度梯度G和凝固速率R,得到如图8所示的预测结果
由图8可见,使用3D-Rosenthal模型求解,在得到CMT电弧熔丝增材制造TC4-DT过程中熔池边界处的最大温度梯度为12652.6 K/cm,最大凝固速度为1.5 cm/s,处于CET模型中柱状晶与等轴晶的混合区,预测结果与图2实测结果一致;同时参考Bontha等[30]和Yen等[14]在激光送粉和刘宁[24]在TIG方面的工作,本文的预测结果均与其实测结果具有较高的一致性
这表明,使用CET模型和3D-Rosenthal模型对增材制造TC4-DT低倍组织的预测是合理的
图8
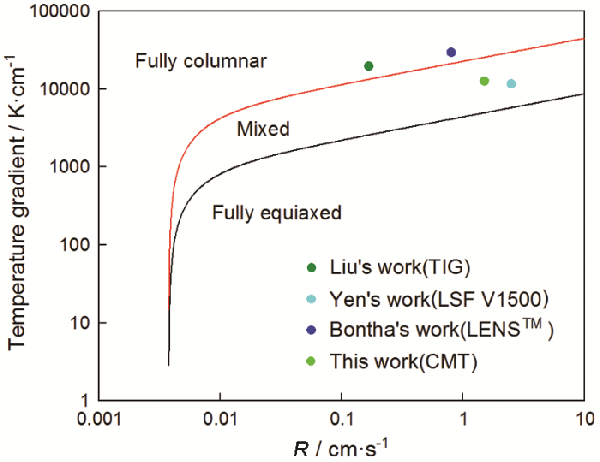
图83D-Rosenthal模型的预测结果
Fig.8Predicted results of 3D-Rosenthal solution
图9给出了CMT电弧熔丝增材制造中采用控制变量法用3D-Rosenthal模型计算出的不同工艺参数对低倍组织的影响
由图9曲线(a)可见,电流电压的变化主要影响输入功率P
随着输入功率P的增加最大凝固速度没有变化,而最大温度梯度逐渐下降,低倍组织从完全柱状晶区逐渐向混合区过渡;功率P>153 W(焊枪移动速度为15 mm/s)时得到柱状晶与等轴晶混合的低倍组织
由图9曲线(b)可见,焊枪移动速度对最大凝固速度和最大温度梯度均有明显的影响
随着焊枪移动速度的增加最大凝固速度逐渐增加,而最大凝固速度逐渐下降
焊枪移动速度V>3.2 mm/s(功率为2254 W)时低倍组织由柱状晶和等轴晶的混合组织组成,晶粒尺寸有逐渐减小的趋势
综上所述,在合理的CMT工艺参数范围内(95 A<I<115 A,19 V<U<19.5 V,15 mm/s<V<25 mm/s),低倍组织均由柱状晶和等轴晶的混合组织组成
图9
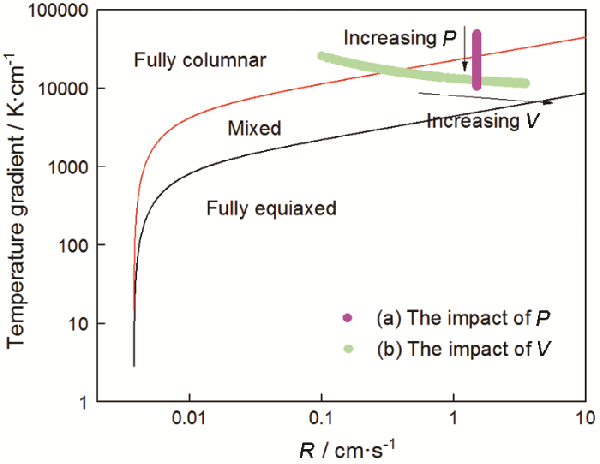
图9CMT工艺参数对TC4-DT低倍组织的影响
Fig.9Impact of processing parameters on macrostructure of TC4-DT manufactured by CMT (a) power (P=50~20000 W, V=15 mm/s); (b) velocity (P=2254 W, V=1~35 mm/s)
3.2 高倍组织的形成机理
堆积试样高倍组织主要表征α相的形态,主要受β→α固态相变过程的影响
在堆积过程中,新熔覆的堆积层将下部已冷却的堆积层加热使其发生α→β→α相变过程
因此,顶层只经历一次β→α相变,基板、底层和中层均经历β→α→β→α的多次循环过程
本文实验的堆积过程中发生的固态相变与EBRM和TIG电弧熔丝类似,因此其高倍组织相似[17,19]
堆积区顶层只经历一次β→α相变,其高倍组织以编织状的α相板条为主,部分原始β晶界可见连续的晶界α相和集束状α相板条
α相板条形貌与冷却速度密切相关,T. Amhed等[39]研究了冷却速度对TC4合金显微组织的影响
当冷却速率大于410℃/s时,完全形成马氏体α'相;当冷却速率为20~410℃/s时马氏体α'相的体积分数随着冷速的降低而减少,形成晶界α相集束;冷却速率低于20℃/s时不形成α'相但是形成晶界α相,且随着冷速的降低α相板条变粗,晶界α相增多并由断续状变为连续状
将图4所示高倍组织与T. Amhed等[39]的研究结果对比,可见与冷却速率为15℃/s的组织较为类似
由此可推测,本实验中熔覆金属层的冷却速率低于15℃/s
连续晶界α相对强度和塑性都有损害,因此必须改进CMT电弧熔丝增材制造工艺以提高其冷却速率、改善高倍组织和提高堆积体强度和塑性
在堆积区X-Z面可见3条弧状的层界线,其弧面向下,表明其为受新熔覆金属热输入而形成的热影响区层界线
由图5可见,层界线α相板条较宽,表明该区域内α相板条受新熔覆金属热输入的影响而长大
图10给出了堆积过程中的温度梯度
根据组织差别可分为A、B、C三个区域,其中B区为层界线,不同区域内发生的组织变化不同
最靠近顶层的A区温度在β单相区内,α相全部转变为β相,与新熔覆的金属共同冷却形成编织状细α相板条,由此其组织没有明显的差别
根据相变动力学,该区域的最低温度略高于β转变温度Tβ;B区基本处于Tβ以下,α相并未完全转变为β相,且随着温度的降低发生α→β相转变的体积分数逐渐减少,残留的α相板条在高温下长大并有部分发生球化,再次冷却后形成较粗的板条或块状,与A区经过β→α相变形成的细板条形成反差,在光学显微镜下衬度较亮,呈白色条带状;由B区向C区过渡,温度进一步降低,α相板条长大的驱动力逐渐减小,直至基本保留其熔覆冷却时形成的组织,与下一堆积层的A区组织接近
因此,C区是从B区到下一堆积层A区的过渡区域,组织是渐变的,难以划分明确的界线
综上所述,形成层界线的原因是,以残留α相板条长大为主导的组织变化与α→β→α相变形成的组织存在差异
这种因温度梯度形成的组织变化规律与EBRM和TIG电弧熔丝类似,由此其高倍组织类似
图10
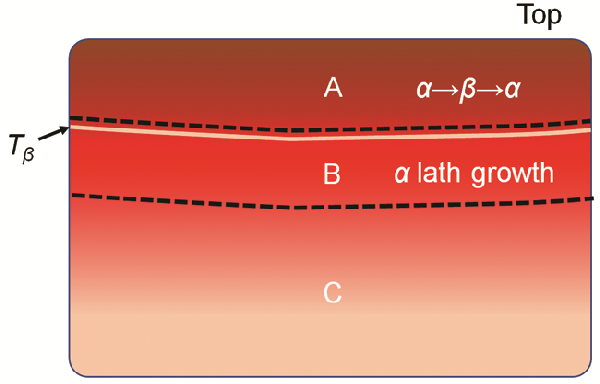
图10热影响区及层界线组织分区的示意图
Fig.10Origanization division of the heat affected zone and band zone
由于在堆积过程中循环热输入形成层界线,试块在堆积方向上存在组织不均匀性
粗化的α相板条导致强度降低,层界线可能成为薄弱区而影响整体力学性能
4 结论
(1) 用CMT电弧熔丝制备的TC4-DT钛合金试样的堆积区最底层为细等轴晶,主体部分为粗等轴晶和长宽比较小的短柱状晶组成的混合组织,晶粒平均宽度沿堆积方向逐渐增大,与EBRM和TIG电弧熔丝有明显的差异
(2) 使用3D-Rosenthal模型可计算用CMT工艺制备的试样的低倍组织形成特性,在本文设定的功率和焊枪移动速度条件下堆积过程中熔池边界的最大温度梯度约为12652.6 K/cm,最大凝固速度约为1.5 cm/s,处于柱状晶-等轴晶转变模型(CET模型)中的混合组织区,计算结果与实验结果一致
(3) 随着输入功率的提高最大温度梯度下降,最大凝固速度不变,输入功率P>153 W时形成混合组织;随着焊枪移动速度的提高晶粒逐渐细化,最大温度梯度下降,最大凝固速度提高,焊枪移动速度V>3.2 mm/s时生成混合组织
(4) 热影响区的高倍组织为双态组织,堆积区主要由晶内编织状α相、晶界α相和晶界α集束组成
堆积区出现因新熔覆金属热输入形成的层界线,层界线内α相板条较宽,因为该区域处于两相区其组织以α板条长大为主
高倍组织与EBRM和TIG电弧熔丝形成的组织,基本相同
参考文献
View Option 原文顺序文献年度倒序文中引用次数倒序被引期刊影响因子
[1]
Zhang X Y, Zhao Y Q, Bai C G.Titanium Alloy and Its Application[M].
Beijing:
Chemical Industry Press, 2005: 1
[本文引用: 1]
(
张喜燕, 赵永庆, 白晨光. 钛合金及应用 [M].
北京:
化学工业出版社, 2005: 1)
[本文引用: 1]
[2]
Wang J Y.Titanium Alloy for Aviation[M].
Shanghai:
Shanghai Scientific & Technical Publishers, 1985: 1
[本文引用: 1]
(
王金友. 航空用钛合金 [M].
上海:
上海科学技术出版社, 1985: 1)
[本文引用: 1]
[3]
Li L, Sun J K, Meng X J.
Application state and prospects for titanium alloys
[J].Titanium Ind. Prog., 2004, 21(5): 19
[本文引用: 1]
(
李梁, 孙健科, 孟祥军.
钛合金的应用现状及发展前景
[J]. 钛工业进展, 2004, 21(5): 19)
[本文引用: 1]
[4]
Liu W.
Study on microstructure and tensile properties of TC4-DT titanium alloy forgings
[J].Heavy Cast. Forg., 2018, (3): 38
[本文引用: 1]
(
刘卫.
TC4-DT钛合金锻件组织与拉伸性能研究
[J]. 大型铸锻件, 2018, (3): 38)
[本文引用: 1]
[5]
Guo P, Zhao Y Q, Hong Q.
Effect of microstructure on fatigue crack propagation rate of TC4-DT titanium alloy
[J].Trans. Mater. Heat Treat., 2018, 39(4): 31
[本文引用: 1]
(
郭萍, 赵永庆, 洪权.
显微组织对TC4-DT钛合金疲劳裂纹扩展速率的影响
[J]. 材料热处理学报, 2018, 39(4): 31)
[本文引用: 1]
[6]
Guo P, Zhao Y Q, Zeng W D, et al.
The effect of microstructure on the mechanical properties of TC4-DT titanium alloys
[J]. Mater. Sci. Eng., 2013, 563A: 106
[本文引用: 1]
[7]
Lu W, Shi Y W, Lei Y P, et al.
Effect of electron beam welding on the microstructures and mechanical properties of thick TC4-DT alloy
[J]. Mater. Des., 2012, 34: 509
DOIURL [本文引用: 1]
[8]
Feng B X, Mao X N, Yang G J.
Residual stress field and thermal relaxation behavior of shot-peened TC4-DT titanium alloy
[J]. Mater. Sci. Eng., 2009, 512A: 105
[本文引用: 1]
[9]
Herzog D, Seyda V, Wycisk E, et al.
Additive manufacturing of metals
[J]. Acta Mater., 2016, 117: 371
DOIURL [本文引用: 2]
[10]
Gong S L, Suo H B, Li H X.
Development and application of metal additive manufacturing technology
[J].Aeronaut. Manuf. Technol., 2013, (13): 66
[本文引用: 1]
(
巩水利, 锁红波, 李怀学.
金属增材制造技术在航空领域的发展与应用
[J]. 航空制造技术, 2013, (13): 66)
[本文引用: 1]
[11]
Li D C, Tian X Y, Wang Y X, et al.
Developments of additive manufacturing technology
[J].Electromachin. Mould, 2012, (Suppl.1): 20
[本文引用: 1]
(
李涤尘, 田小永, 王永信等.
增材制造技术的发展
[J]. 电加工与模具, 2012, (增刊): 20)
[本文引用: 1]
[12]
Zhao J F, Ma Z Y, Xie D Q, et al.
Metal additive manufacturing technique
[J].J. Nanjing Univ. Aeronaut. Astronaut., 2014, 46: 675
[本文引用: 2]
(
赵剑峰, 马智勇, 谢德巧等.
金属增材制造技术
[J]. 南京航空航天大学学报, 2014, 46: 675)
[本文引用: 2]
[13]
Frazier W E.
Metal additive manufacturing: a review
[J]. J. Mater. Eng. Perform., 2014, 23: 1917
DOIURL [本文引用: 1]
[14]
Ren Y M, Lin X, Fu X, et al.
Microstructure and deformation behavior of Ti-6Al-4V alloy by high-power laser solid forming
[J]. Acta Mater., 2017, 132: 82
DOIURL [本文引用: 4]
[15]
Lu S L, Qian M, Tang H P, et al.
Massive transformation in Ti-6Al-4V additively manufactured by selective electron beam melting
[J]. Acta Mater., 2016, 104: 303
[本文引用: 1]
[16]
Xu W, Brandt M, Sun S, et al.
Additive manufacturing of strong and ductile Ti-6Al-4V by selective laser melting via in situ martensite decomposition
[J]. Acta Mater., 2015, 85: 74
[本文引用: 1]
[17]
Suo H B.
Microstructure and mechanical properties of TC4 produced by electron beam rapid manufacturing
[D].
Wuhan:
Huazhong University of Science & Technology, 2014
[本文引用: 3]
(
锁红波.
电子束快速成形TC4钛合金显微组织及力学性能研究
[D].
武汉:
华中科技大学, 2014)
[本文引用: 3]
[18]
Dong W, Huang Z T, Liu H M, et al.
Crystal orientation distribution of TC18 titanium fabricated by electron beam wire deposition
[J].Chin. J. Mater. Res., 2017, 31: 203
[本文引用: 1]
(
董伟, 黄志涛, 刘红梅等.
电子束成形TC18钛合金晶体取向规律研究
[J]. 材料研究学报, 2017, 31: 203)
[本文引用: 1]
[19]
Wang B.
Study on wire and arc additive manufacturing forming process of TC4 titanium alloy
[D].
Shenyang:
Shenyang Aerospace University, 2018
[本文引用: 3]
(
王斌.
TC4钛合金电弧熔丝沉积成形工艺研究
[D].
沈阳:
沈阳航空航天大学, 2018)
[本文引用: 3]
[20]
Ji L, Lu J P, Tang S Y, et al.
Research on mechanisms and controlling methods of macro defects in TC4 alloy fabricated by wire additive manufacturing
[J]. Materials, 2018, 11: 1104
[本文引用: 1]
[21]
Shi X Z, Ma S Y, Liu C M, et al.
Selective laser melting-wire arc additive manufacturing hybrid fabrication of Ti-6Al-4V alloy: Microstructure and mechanical properties
[J]. Mater. Sci. Eng., 2017, 684A: 196
[本文引用: 1]
[22]
Lin J J, Lv Y H, Liu Y X, et al.
Microstructural evolution and mechanical properties of Ti-6Al-4V wall deposited by pulsed plasma arc additive manufacturing
[J]. Mater. Des., 2016, 102: 30
[本文引用: 1]
[23]
Donoghue J, Antonysamy A A, Martina F, et al.
The effectiveness of combining rolling deformation with Wire–Arc Additive Manufacture on β-grain refinement and texture modification in Ti-6Al-4V
[J]. Mater. Charact., 2016, 114: 103
DOIURL [本文引用: 2]
[24]
Liu N.
Research on Ti-6Al-4V shaped metal deposition by TIG welding with wire
[D].
Harbin:
Harbin Institute of Technology, 2013
[本文引用: 2]
(
刘宁.
TC4钛合金TIG填丝堆焊成型技术研究
[D].
哈尔滨:
哈尔滨工业大学, 2013)
[本文引用: 2]
[25]
Wang F D, Williams S, Rush M.
Morphology investigation on direct current pulsed gas tungsten arc welded additive layer manufactured Ti6Al4V alloy
[J]. Int. J. Adv. Manuf. Technol., 2011, 57: 597
[本文引用: 2]
[26]
He Z.
Effect of ultrasonic impact on the properties of arc additive manufacturing of titanium alloy
[D].
Wuhan:
Huazhong University of Science & Technology, 2016
[本文引用: 1]
(
何智.
超声冲击电弧增材制造钛合金零件的组织性能研究
[D].
武汉:
华中科技大学, 2016)
[本文引用: 1]
[27]
Almeida P M S, Williams S.
Innovative process model of Ti-6Al-4V additive layer manufacturing using cold metal transfer (CMT)
[A]. Proceedings of the 21st Annual International Solid Freeform Fabrication Symposium [C].
Austin:
University of Texas at Austin, 2010: 25
[本文引用: 1]
[28]
Sun Z, Lv Y H, Xu B S, et al.
Study on rapid prototyping technology based on CMT welding
[J].J. Acad. Arm. For. Eng., 2014, 28(2): 85
[本文引用: 1]
(
孙哲, 吕耀辉, 徐滨士等.
基于CMT焊接快速成形工艺研究
[J]. 装甲兵工程学院学报, 2014, 28(2): 85)
[本文引用: 1]
[29]
Zhang H T, Feng J C, Hu L L.
Energy input and metal transfer behavior of CMT welding process
[J]Mater. Sci. & Technol., 2012, 20(2): 128
[本文引用: 2]
(
张洪涛, 冯吉才, 胡乐亮.
CMT能量输入特点与熔滴过渡行为
[J]. 材料科学与工艺, 2012, 20(2): 128)
[本文引用: 2]
[30]
Bontha S, Klingbeil N W, Kobryn P A, et al.
Effects of process variables and size-scale on solidification microstructure in beam-based fabrication of bulky 3D structures
[J]. Mater. Sci. Eng., 2009, 513-514A: 311
[本文引用: 5]
[31]
Vasinonta A, Beuth J L, Griffith M L.
A process map for consistent build conditions in the solid freeform fabrication of thin-walled structures
[J]. J. Manuf. Sci. Eng., 2001, 123: 615
[本文引用: 1]
[32]
Bates B E, Hardt D E.
A real-time calibrated thermal model for closed-loop weld bead geometry control
[J]. J. Dyn. Sys., Meas., Control., 1985, 107: 25
[本文引用: 1]
[33]
Hunt J D.
Steady state columnar and equiaxed growth of dendrites and eutectic
[J]. Mater. Sci. Eng., 1984, 65: 75
[本文引用: 2]
[34]
G?umann M, Bezen?on C, Canalis P, et al.
Single-crystal laser deposition of superalloys: processing-microstructure maps
[J]. Acta. Mater., 2001, 49: 1051
DOIURL [本文引用: 2]
[35]
Kurz W, Giovanola B, Trivedi R.
Theory of microstructural development during rapid solidification
[J]. Acta Metall., 1986, 34: 823
DOIURL [本文引用: 1]
[36]
Rosenthal D.
The theory of moving sources of heat and its application to metal treatments
[J]. Trans. ASME, 1946, 68: 849
[本文引用: 2]
[37]
Dykhuizen R, Dobranich D.
Analytical Thermal Models for the LENS Process
[R].
Albuquerque:
Sandia National Laboratories Internal Report, 1998
[本文引用: 1]
[38]
Vasinonta A.
Process maps for melt pool size and residual stress in laser-based solid freeform fabrication
[D].
Pennsylvania:
Carnegie Mellon University, 2002
[本文引用: 1]
[39]
Ahmed T, Rack H J.
Phase transformations during cooling in α+β titanium alloys
[J]. Mater. Sci. Eng., 1998, 243A: 206
[本文引用: 2]
1
2005
声明:
“CMT成型TC4-DT合金的组织及其形成机理的CET模型预测” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1626
编辑:
来源:杜子杰,李文渊,刘建荣,锁红波,王清江
1626
编辑:
来源:杜子杰,李文渊,刘建荣,锁红波,王清江



 咨询细节
咨询细节









































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 















