权利要求书: 1.一种炉卷和精轧机组连轧的轧机速度控制方法,其特征在于:包括步骤如下:(1)对炉卷轧线的生产大纲按照钢种族分档为NC档,按照成品厚度分档为NH档,按照成品宽度分档为NB档;建立精轧区工艺参数表,工艺表设置为Nm档;精轧区工艺参数表包括速度设定方式、炉卷速度工艺、精轧冷却水和精轧速度工艺表,其中,炉卷速度工艺表包括咬钢速度、轧制速度和抛钢速度;
(2)根据炉卷轧机产品大纲及控制要求,将炉卷速度设定方式分为设定方式一和设定方式二两种:
设定方式一:确保炉卷和精轧连轧的生产稳定性,对终轧温度控制没有要求,炉卷S1轧机各道次速度在钢种和规格不同档进行固化,并且以炉卷S1轧机末道次为基准推算精轧轧机的穿带速度;
设定方式二:为确保产品力学性能,对成品终轧温度要严格按照目标值控制,炉卷S1轧机末道次和精轧连轧时的速度控制,要以精轧末机架F3出口速度为基准,进行终轧温度闭环控制,以F3出口速度为基准推算炉卷S1轧机末道次和精轧其它机架的穿带速度;
(3)从生产计划中获取生产钢种、产品规格和终轧目标温度,根据生产钢种和控制目标,系统自动选择炉卷速度的设定方式,或在HMI上对设定方式进行干预;
(4)采用炉卷速度设定方式一:根据板坯规格从炉卷速度工艺表中获取不同道次的速度设定值,运行炉卷设定模型计算出轧机的轧制力和轧制功率,进行轧机能力校核,校核成功则完成速度设定计算,如果校核失败则进行速度参数优化,然后重新进行轧机能力校核;
(5)采用炉卷速度设定方式二:根据终轧温度控制要求,选择机架间冷却水和穿带速度作为控制手段,根据轧制规格从精轧区工艺参数表中获取精轧冷却水和精轧末机架速度的基准值,然后根据炉卷末道次的入口温度、炉卷末道次和精轧各机架的入出口厚度、精轧终轧目标温度条件,迭代计算机架间冷却水开启和精轧末机架穿带速度;
(6)在步骤(5)确定了精轧末机架穿带速度后,根据秒流量相等计算其它机架和炉卷S1轧机末道次穿带速度;
(7)在步骤(6)的基础上,运行炉卷设定模型,计算出轧机的轧制力和轧制功率,进行轧机能力校核,校核成功则完成速度设定计算流程,如果校核失败则进行速度参数优化,然后返回步骤(2)重新计算。
2.根据权利要求1所述的炉卷和精轧机组连轧的轧机速度控制方法,其特征在于:该方法应用在热轧带钢生产线配置为1架粗轧+1架炉卷+3机架精轧连轧的生产线。
3.根据权利要求1所述的炉卷和精轧机组连轧的轧机速度控制方法,其特征在于:所述步骤(2)中产品大纲包括不锈钢和普碳钢,在生产不锈钢时,选择炉卷速度设定方式一,在生产普碳钢时,选择炉卷速度设定方式二。
4.根据权利要求1所述的炉卷和精轧机组连轧的轧机速度控制方法,其特征在于:所述步骤(4)中采用炉卷速度设定方式一时,根据轧制规格从炉卷速度工艺表中确定炉卷各道次咬钢速度、轧制速度和抛钢速度,在进行炉卷S1轧机末道次和精轧机组连轧时,炉卷S1轧机末道次和精轧机组形成连轧关系,以炉卷S1轧机末道次为基准机架,根据连轧秒流量相等原理计算精轧机组的穿带速度,计算公式如下:式中,Slipi为精轧Fi机架前滑值;SlipS1末为炉卷S1轧机末道次前滑值;hi为精轧Fi出口厚度;hS1末为炉卷S1轧机末道次出口厚度;i为精轧Fi穿带速度;S1末为炉卷S1轧机末道次穿带速度。
5.根据权利要求1所述的炉卷和精轧机组连轧的轧机速度控制方法,其特征在于:所述步骤(5)中进行冷却水和穿带速度计算时迭代的最大次数为12。
6.根据权利要求1所述的炉卷和精轧机组连轧的轧机速度控制方法,其特征在于:所述步骤(5)中进行终轧温度控制时,首先进行机架间冷却水的设定计算,采用精轧区工艺参数表中的冷却水和穿带速度基准值计算精轧出口温度值FDT计算,判断下列条件是否满足:|FDT计算?FDT目标|<Δmax1如果满足判断条件,将冷却水设定值固定,如果不满足条件,进行冷却水迭代计算:FDT计算>FDT目标:冷却水增加FDT计算<FDT目标:冷却水减少式中,Δmax1=7℃,FDT目标为精轧出口温度目标值。
7.根据权利要求1所述的炉卷和精轧机组连轧的轧机速度控制方法,其特征在于:所述步骤(5)中进行终轧温度控制时,计算轧机速度的设定计算,采用计算出的冷却水和速度基准值计算精轧出口温度值FDT计算,判断下列条件是否满足:|FDT计算?FDT目标|<Δmax2如果满足判断条件,则完成精轧速度的计算,如果不满足条件,进行精轧穿带速度的迭代计算:
FDT计算>FDT目标:速度升速
FDT计算<FDT目标:速度减速
式中,Δmax2=2℃,FDT目标为精轧出口温度目标值。
8.根据权利要求1所述的炉卷和精轧机组连轧的轧机速度控制方法,其特征在于:所述穿带速度、轧制力和轧制功率小于轧机最大能力值。
说明书: 一种炉卷和精轧机组连轧的轧机速度控制方法技术领域[0001] 本发明涉及带钢热轧控制技术领域,特别是指一种炉卷和精轧机组连轧的轧机速度控制方法。
背景技术[0002] 炉卷轧机的精轧区主要包括1架炉卷轧机和3架精轧机,其中炉卷轧机为四辊可逆式轧机,轧机前后各有一台卷取炉和一台夹送辊。卷取炉内的温度采用计算机控制,根据生
产品种和工艺的不同,温度范围950~1150℃,满足保温中间坯的要求;精轧机为四辊不可
逆式轧机,炉卷轧机和精轧机之间设有液压活套。中间带坯首先由炉卷轧机入口侧卷取炉
下通过,在炉卷轧机中进行第一道次轧制。带坯头部出轧机后,由出口侧的夹送辊送入卷取
炉进行卷取,卷取炉的卷筒与轧机同步;当带坯进行可逆轧制时,入口侧的夹送辊将带坯送
入入口侧的卷取炉进行卷取,同样入口卷取炉的卷筒与轧机同步。如此,带坯在炉卷轧机中
进行1~5道次的轧制,然后送住精轧机组,此时炉卷轧机最后一道次与精轧机组F1/F2/F3
形成连轧关系,最终轧制成成品厚度。
[0003] 炉卷轧机生产线的产品大纲主要钢种为普通钢、合金钢和不锈钢等系列,不同钢种对精轧区(炉卷和精轧机组)的终轧温度和生产稳定性等要求不同,需要采取不同的轧机
速度控制方法。
[0004] 对炉卷轧机的速度控制方法研究主要集中在单机架炉卷轧机上,如文献(炉卷轧机轧制规程设定模型的研究,武汉科技大学硕士论文,20080330)介绍了一种四辊可逆炉卷
轧机按照固定道次数,在负荷分配完成后,根据各道次最大生产率和对中板终轧温度要求,
并且考虑轧件咬入的稳定性,确定每道次的轧制速度;专利200910234907.3提出一种单机
架炉卷轧机降低轧件最后道次速度的控制方法,通过降低轧机末道次速度,防止炉卷轧机
油膜轴承烧坏和满足某些特殊控制冷却工艺要求钢种的轧制工艺。
[0005] 对热连轧带钢精轧机组的速度控制方法主要有:匀速轧制(保证生产稳定性)、升速轧制(追求生产产量)、变加速轧制(终轧温度控制功能)。通常采用查表或模型计算末机
架穿带速度、加速度和抛钢速度等来进行控制。如文献(带钢热连轧的模型与控制,冶金工
业出版社,2002)综合介绍了热连轧精轧温降模型、终轧温度控制和精轧速度计算方法等。
专利201710443910.0提出了一种热轧精轧多级穿带速度的控制方法,通过修正热轧精轧多
级穿带速度的提升比例以及确定下次同类带钢温度提升修正值,来解决现有热轧精轧带钢
温度控制精度低的技术问题。专利201710194635.3提出一种基于速度调节的热轧带钢终轧
温度控制方法,通过精轧第一加速度、第二加速度和修正后的第三加速度、减速度值等来进
行速度调节,来有效控制热轧带钢终轧温度的控制精度。
[0006] 上述文献提出的方法可以解决炉卷轧机单机架速度设定和优化,常规热连轧精轧机组速度控制方法,没有涉及到炉卷和精轧机组连轧的速度控制方法。本文提出一种炉卷
和精轧机组连轧的轧机速度控制方法,考虑不锈钢为主的产线中不同钢种不同的工艺特
点,采用两种速度控制方式,可以同时兼顾生产稳定性和产品质量控制。
发明内容[0007] 本发明要解决的技术问题是提供一种炉卷和精轧机组连轧的轧机速度控制方法,本发明针对的炉卷轧机生产线采用1+1+3布置型式,主要设备为1座步进式加热炉、1台高压
水粗除鳞机、1架带附属立辊的四辊可逆式粗轧机、1台飞剪、1台高压水精除鳞机、2台卷取
炉(炉卷轧机入出口侧各1台)、1架四辊可逆式炉卷轧机、3架四辊不可逆式精轧机、1套层流
冷却装置、1台地下卷取机。产线主要生产钢种为200系不锈钢、300系不锈钢和400系不锈
钢、普碳钢、低合金钢热轧钢卷。根据不锈钢和普碳钢产品的不同工艺特点,对炉卷和精轧
机组的速度控制有不同的控制要求,不锈钢生产要保证生产稳定性,普碳钢要严格进行终
轧温度控制,所以需要设计一种控制灵活的精轧区速度设定方法,兼顾不同钢种工艺特点
和生产要求。
[0008] 具体的,本发明包括步骤如下:[0009] (1)对炉卷轧线的生产大纲按照钢种族分档为NC档,按照成品厚度分档为NH档,按照成品宽度分档为NB档;建立精轧区工艺参数表,工艺表设置为Nm档;精轧区工艺参数表包
括速度设定方式、炉卷速度工艺、精轧冷却水和精轧速度工艺表等,其中,炉卷速度工艺表
包括咬钢速度、轧制速度和抛钢速度等;NC设置为20,NH为15,NB为5;
[0010] (2)根据炉卷轧机产品大纲及控制要求,将炉卷速度设定方式分为设定方式一和设定方式二两种:
[0011] 设定方式一:确保炉卷和精轧连轧的生产稳定性,对终轧温度控制没有要求,炉卷S1各道次速度在钢种和规格不同档进行固化,并且以S1轧机末道次为基准推算精轧轧机的
穿带速度;
[0012] 设定方式二:为确保产品力学性能,对成品终轧温度要严格按照目标值控制,炉卷S1末道次和精轧连轧时的速度控制,要以精轧末机架F3出口速度为基准,进行终轧温度闭
环控制,以F3出口速度为基准推算S1末道次和精轧其它机架的穿带速度;
[0013] (3)从生产计划中获取生产钢种、产品规格和终轧目标温度,根据生产钢种和控制目标,系统自动选择炉卷速度的设定方式,或在HMI上对设定方式进行干预;
[0014] (4)采用炉卷速度设定方式一:根据板坯规格从炉卷速度工艺表中获取不同道次的速度设定值,运行炉卷设定模型计算出轧机的轧制力和轧制功率,进行轧机能力校核,校
核成功则完成速度设定计算,如果校核失败则进行速度参数优化,然后重新进行轧机能力
校核;
[0015] (5)采用炉卷速度设定方式二:根据终轧温度控制要求,选择机架间冷却水和穿带速度作为控制手段,根据轧制规格从工艺表中获取精轧冷却水和精轧末机架速度的基准
值,然后根据炉卷末道次的入口温度、炉卷末道次和精轧各机架的入出口厚度、精轧终轧目
标温度条件,迭代计算机架间冷却水开启和精轧末机架穿带速度;
[0016] (6)在步骤(5)确定了精轧末机架穿带速度后,根据秒流量相等计算其它机架和S1末道次穿带速度;
[0017] (7)在步骤(6)的基础上,运行炉卷设定模型,计算出轧机的轧制力和轧制功率,进行轧机能力校核,校核成功则完成速度设定计算流程,如果校核失败则进行速度参数优化,
然后返回步骤(2)重新计算。
[0018] 所述步骤(2)中产品大纲包括不锈钢和普碳钢,在生产不锈钢时,为确保生产稳定性,炉卷道次和精轧机组速度要保持稳定,在优化工艺参数后进行固化,因此选择炉卷速度
设定方式一;在生产普碳钢时,要确保产品力学性能,对成品终轧温度要严格按照目标值进
行控制,因此选择炉卷速度设定方式二;两种速度设定方式能够在工艺表和HMI上进行干
预。
[0019] 精轧区工艺参数表包括速度设定方式、炉卷速度工艺、精轧冷却水和精轧速度工艺表,Nm=NC×NB×NH。式中,Nm为精轧区工艺参数表分档数,NC为钢种族分档数,NH为成品厚
度分档数,NB为成品宽度分档数。
[0020] 具体的,精轧区工艺参数表中:[0021] 1)精轧区速度设定方式:包括方式一和方式二,设置为NC档;[0022] 2)炉卷速度工艺表:设置为Nm档,包括咬钢速度、轧制速度和抛钢速度等;[0023] 3)精轧冷却水工艺表:用于方式二,设置为Nm档,包括精轧前除磷和机架间冷却水设置等;
[0024] 4)精轧速度工艺表:用于方式二,设置为Nm档,包括精轧末机架穿带速度基准值、运行速度和抛钢速度等;
[0025] 所述步骤(4)中采用炉卷速度设定方式一时,根据轧制规格从工艺表中确定炉卷各道次咬钢速度、轧制速度和抛钢速度,在进行炉卷末道次和精轧机组连轧时,炉卷S1末道
次和精轧机组形成连轧关系,以S1末道次为基准机架,根据连轧秒流量相等原理计算精轧
机组的穿带速度,计算公式如下:
[0026][0027] 式中,Slipi为精轧Fi机架前滑值;SlipS1末为炉卷S1末道次前滑值;hi为精轧Fi出口厚度;hS1末为炉卷S1末道次出口厚度;i为精轧Fi穿带速度;S1末为炉卷S1末道次穿带速度。
[0028][0029] 式中,γ为中性角,Ri为精轧Fi的工作辊半径。[0030][0031] 式中,ε为精轧Fi的相对压下率。[0032][0033] 式中,Hi为精轧Fi入口厚度。[0034] 所述步骤(5)中进行冷却水和穿带速度计算时迭代的最大次数为12。[0035] 所述步骤(5)中选择机架间冷却水和穿带速度进行终轧温度控制时,原则是尽量保证穿带速度的稳定性,用机架间冷却水控制在一定的温度误差范围内,然后用速度微调
来逼近目标温度。
[0036] 首先进行机架间冷却水的设定计算,采用工艺表中的冷却水和穿带速度基准值计算精轧出口温度值FDT计算,判断下列条件是否满足:
[0037] |FDT计算?FDT目标|<Δmax1[0038] 如果满足判断条件,将冷却水设定值固定,如果不满足条件,进行冷却水迭代计算:
[0039] FDT计算>FDT目标:冷却水增加[0040] FDT计算<FDT目标:冷却水减少[0041] 式中,Δmax1=7℃,FDT目标为精轧出口温度目标值。[0042] 采用计算出的冷却水和速度基准值计算精轧出口温度值FDT计算,判断下列条件是否满足:
[0043] |FDT计算?FDT目标|<Δmax2[0044] 如果满足判断条件,则完成精轧速度的计算,如果不满足条件,进行精轧穿带速度的迭代计算:
[0045] FDT计算>FDT目标:速度升速[0046] FDT计算<FDT目标:速度减速[0047] 式中,Δmax2=2℃,FDT目标为精轧出口温度目标值。[0048] 上述迭代计算中,如果在最大迭代次数内不满足循环退出条件,将最后一次迭代计算结果作为下一步计算的起点,完成根据终轧目标温度自动计算机架间冷却水和穿带速
度的设定计算。
[0049] 上述步骤(6)中根据秒流量相等计算其它机架和S1末道次穿带速度,计算过程如下:
[0050][0051] 式中,Slip3为精轧F3机架前滑值,h3为精轧F3机架出口厚度,3为精轧F3机架穿带速度。
[0052] 上述步骤(7)中轧机能力校核项包括:轧机最高速度、轧制力和轧制功率等,每项考核都必须小于轧机最大能力值限制。具体为:
[0053] a)末机架最高速度校核:根据设备能力和钢种工艺条件限制;[0054] b)轧机最大轧制力校核:根据设备最大能力限制;[0055] c)轧机最大电机功率限制:根据设备最大能力限制。[0056] 本发明的上述技术方案的有益效果如下:[0057] 上述方案中,适用于1+1+3(n)的炉卷轧机产线,在不锈钢、普碳钢和合金钢时采用不同的轧机速度计算方法,兼顾生产稳定性和产品质量控制要求。本发明的炉卷产线轧机
速度控制方法方便灵活,操作简单易于实现,满足产品大纲不同钢种的控制需求,适合所有
类似生产线的控制系统使用。
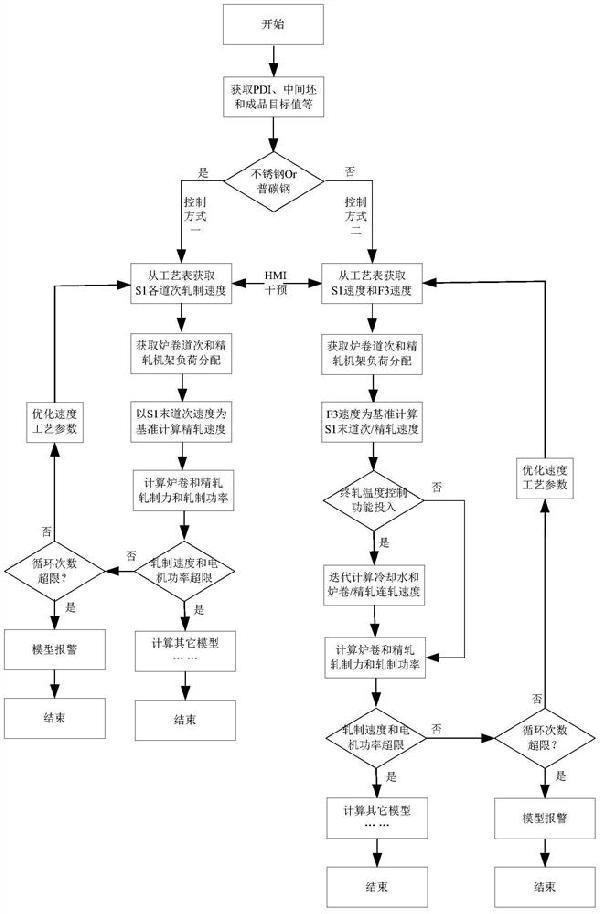
附图说明[0058] 图1为本发明的炉卷和精轧机组连轧的轧机速度控制方法总体流程图;[0059] 图2为本发明的炉卷和精轧机组连轧的轧机速度控制方法速度设定方式一流程图;
[0060] 图3为本发明的炉卷和精轧机组连轧的轧机速度控制方法速度设定方式二流程图。
具体实施方式[0061] 为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
[0062] 本发明提供一种炉卷和精轧机组连轧的轧机速度控制方法。[0063] 如图1所示,该方法包括步骤如下:[0064] (1)对炉卷轧线的生产大纲按照钢种族分档为NC档,按照成品厚度分档为NH档,按照成品宽度分档为NB档;建立精轧区工艺参数表,工艺表设置为Nm档;精轧区工艺参数表包
括速度设定方式、炉卷速度工艺、精轧冷却水和精轧速度工艺表,其中,炉卷速度工艺表包
括咬钢速度、轧制速度和抛钢速度;
[0065] (2)根据炉卷轧机产品大纲及控制要求,将炉卷速度设定方式分为设定方式一和设定方式二两种:
[0066] 设定方式一:确保炉卷和精轧连轧的生产稳定性,对终轧温度控制没有要求,炉卷S1各道次速度在钢种和规格不同档进行固化,并且以S1轧机末道次为基准推算精轧轧机的
穿带速度;
[0067] 设定方式二:为确保产品力学性能,对成品终轧温度要严格按照目标值控制,炉卷S1末道次和精轧连轧时的速度控制,要以精轧末机架F3出口速度为基准,进行终轧温度闭
环控制,以F3出口速度为基准推算S1末道次和精轧其它机架的穿带速度;
[0068] (3)从生产计划中获取生产钢种、产品规格和终轧目标温度,根据生产钢种和控制目标,系统自动选择炉卷速度的设定方式,或在HMI上对设定方式进行干预;
[0069] (4)采用炉卷速度设定方式一:如图2所示,根据板坯规格从炉卷速度工艺表中获取不同道次的速度设定值,运行炉卷设定模型计算出轧机的轧制力和轧制功率,进行轧机
能力校核,校核成功则完成速度设定计算,如果校核失败则进行速度参数优化,然后重新进
行轧机能力校核;
[0070] (5)采用炉卷速度设定方式二:如图3所示,根据终轧温度控制要求,选择机架间冷却水和穿带速度作为控制手段,根据轧制规格从工艺表中获取精轧冷却水和精轧末机架速
度的基准值,然后根据炉卷末道次的入口温度、炉卷末道次和精轧各机架的入出口厚度、精
轧终轧目标温度条件,迭代计算机架间冷却水开启和精轧末机架穿带速度;
[0071] (6)在步骤(5)确定了精轧末机架穿带速度后,根据秒流量相等计算其它机架和S1末道次穿带速度;
[0072] (7)在步骤(6)的基础上,运行炉卷设定模型,计算出轧机的轧制力和轧制功率,进行轧机能力校核,校核成功则完成速度设定计算流程,如果校核失败则进行速度参数优化,
然后返回步骤(2)重新计算。
[0073] 下面结合具体实施例予以说明。[0074] 该方法应用在某1780炉卷热轧生产线上,采用1+1+3的机型配置。[0075] 1)炉卷轧机生产线板坯规格为:板坯厚度220mm,板坯宽度900~1600mm,成品目标厚度2.0~16.0mm,中间坯厚度24~40mm。生产钢种为:200系不锈钢(201)、300系不锈钢
(304、316)、400系不锈钢(410S、430)、碳素结构钢(Q235)、低合金钢(Q345)、小钢种(304L、
316L、2205)。
[0076] 2)将产品大纲钢种分为Nc=20档,分别用材质代码P01~P20代替,宽度分为NB=5档,厚度分为NH=15档,模型工艺表层别分Nm档,Nm的计算方法为:Nm=NC×NB×NH=20*5*15
=1500。
[0077] 3)炉卷轧机的最大轧制力为4500ton,电机最大功率为2*7000kw,最大轧制速度10mps;精轧轧机最大轧制力为4000ton,电机最大功率为7000kw,末机架F3最大轧制速度
13.19mps。
[0078] 4)建立典型钢种和规格的精轧冷却水和和速度工艺表,如表一(304钢种)和表二(Q235钢种)所示:
[0079] 表一钢种304典型规格精轧工艺表[0080] 序号 厚度范围(mm) 代表厚度(mm) 冷却水组数 末机架速度(mps) 终轧目标温度(℃)1 2.0~2.5 2.25 0 9 930以上
2 >2.5~4.5 3 0 8.5 930以上
3 >4.5~6.5 5 0 7.5 930以上
4 >6.5~8.5 7 0 6 930以上
5 >8.5~10.5 9 0 4.5 930以上
6 >10.5~16.0 11 0 3.5 930以上
[0081] 表二钢种Q235典型规格精轧工艺表[0082] 序号 厚度范围(mm) 代表厚度(mm) 冷却水组数 末机架速度(mps) 终轧目标温度(℃)1 2.0~2.5 2.25 0 8.5 880
2 >2.5~4.5 3 0 8 880
3 >4.5~6.5 5 1 6 880
4 >6.5~8.5 7 1 5 880
5 >8.5~10.5 9 2 4 880
6 >10.5~16.0 11 2 3 880
[0083] 实施例一[0084] 选用钢种304,板坯厚度220mm,板坯宽度1270mm,成品目标厚度6.0mm。通过粗轧末道次实测值,计算中间坯厚度为39.26mm(热态),中间坯实测宽度为1287.81mm(热态),中间
坯长度为59.78m(热态),中间坯温度为1015℃。
[0085] 根据图2所示的计算流程,炉卷和精轧速度计算结果如表三所示,计算结果和轧机最大能力对比,炉卷各道次和精轧各机架的轧机速度、轧制力和轧制功率校核全部通过,炉
卷速度计算成功。
[0086] 表三钢种304炉卷和和精轧计算示例表[0087][0088] 实施例二[0089] 选用钢种Q235,板坯厚度220mm,板坯宽度1380mm,成品目标厚度3.0mm。通过粗轧末道次实测值,计算中间坯厚度为28.36mm(热态),中间坯实测宽度为1395.83mm(热态),中
间坯长度为81.13m(热态),中间坯温度为982℃。
[0090] 根据图3所示的计算流程,根据表二中工艺基准值,计算炉卷和和精轧轧制规程和终轧温度结果如表四所示,计算的终轧温度(FDT)结果为893℃,比目标温度(880)高13℃。
[0091] 表四钢种Q235炉卷和精轧计算示例表(第一次循环)[0092][0093] 系统投入终轧温度控制功能,自动进行冷却水和咬钢速度迭代计算,经过3次迭代计算,最终炉卷和精轧速度计算结果如表五所示,计算的终轧温度(FDT)结果为881℃,比目
标温度(880)高1℃,满足迭代终止条件。
[0094] 表五钢种Q235炉卷和和精轧计算示例表(最终结果)[0095][0096] 上述计算结果和轧机最大能力对比,炉卷各道次和精轧各机架的轧机速度、轧制力和轧制功率校核全部通过,炉卷速度计算成功。
[0097] 以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也
应视为本发明的保护范围。
声明:
“炉卷和精轧机组连轧的轧机速度控制方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 999
编辑:管理员
来源:北京科技大学
999
编辑:管理员
来源:北京科技大学



 咨询细节
咨询细节










































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















