权利要求书: 1.一种连铸机钢包滑板机构油缸自动卸荷装置,包括依次连通的进油液压总管、油缸和回油液压总管,所述油缸与进油液压总管以及回油液压总管之间连接有快速动作系统,其特征在于,所述油缸与快速动作系统之间分别引出进油液压支管和回油液压支管,所述进油液压支管和回油液压支管分别通过卸荷回油支管与回油液压总管相连通,两条所述卸荷回油支管上设有二位四通阀,所述二位四通阀对应两条所述卸荷回油支管的上下两端均分别截取一条短接支路,并在所述短接支路上均设有手动截止阀;所述快速动作系统和所述二位四通阀均与控制系统信号连接。
2.如权利要求1所述连铸机钢包滑板机构油缸自动卸荷装置,其特征在于,所述进油液压支管和回油液压支管与所述进油液压总管和回油液压总管之间还设有与所述快速动作系统并联的手控动作系统,所述快速动作系统数量为两个且互相并联连接。
3.如权利要求2所述连铸机钢包滑板机构油缸自动卸荷装置,其特征在于,所述快速动作系统和手控动作系统均分别包括依次连通的三位四通阀、液压单向阀和调速阀。
4.如权利要求3所述连铸机钢包滑板机构油缸自动卸荷装置,其特征在于,所述二位四通阀和所述快速动作系统内的三位四通阀均为电磁换向阀。
说明书: 一种连铸机钢包滑板机构油缸自动卸荷装置技术领域[0001] 本实用新型涉及一种油缸自动卸荷的技术领域,更具体地说,它涉及一种连铸机钢包滑板机构油缸自动卸荷装置。背景技术[0002] 连铸机在连续浇钢过程中,一个钢包浇完钢水后需用钢包回转台将空钢包转入吊离区待行车吊走,此时安装在钢包的滑板机构上的液压油缸需拆卸,留待下一个新的装满钢水的钢包吊上钢包回转台再将液压油缸安装在滑板机构上循环使用。钢包滑板机构是固定安装在钢包水口侧面,机构内有一油缸安装底座用于安装液压油缸,钢包滑板机构的液压油缸可以安装在滑板机构的油缸安装底座里并可拆卸。钢包滑板机构通过液压油缸活塞杆伸缩来控制滑板机构的开闭,用以控制钢包钢水的流出的流量大小。传统的液压油缸安装方式为人工将液压油缸与油缸安装底座、油缸活塞杆与滑板T型连杆一起精准套合,再用手动插销对油缸实现固定。通常钢包内钢水温度为1500℃左右,滑板机构表面温度在100℃以上。在人工安装与拆卸过程中工人需要忍受长时间的高温烘烤,并存在烫伤的安全隐患,于是采用机器人替代人工操作。使用机器人自动安装、拆除滑板机构油缸就需要人工自动控制油缸压力卸荷,使油缸卡爪与机构连接的摩擦力降到极低,原系统在18MPa情况下,摩擦力极大,超过机器人的受力,机器人不能将油缸自动拆下来。实用新型内容
[0003] 针对现有技术存在的不足,本实用新型的目的在于提供一种连铸机钢包滑板机构油缸自动卸荷装置,本实用新型可实现油缸的主动卸荷,便于机器人将油缸自动拆下来,而且具有避免连铸机断浇的应急功能,适用于冶金连铸机的工作场合。[0004] 本实用新型的上述技术目的是通过以下技术方案得以实现的:一种连铸机钢包滑板机构油缸自动卸荷装置,包括依次连通的进油液压总管、油缸和回油液压总管,所述油缸与进油液压总管以及回油液压总管之间连接有快速动作系统,所述油缸与快速动作系统之间分别引出进油液压支管和回油液压支管,所述进油液压支管和回油液压支管分别通过卸荷回油支管与回油液压总管相连通,两条所述卸荷回油支管上设有二位四通阀,所述二位四通阀对应两条所述卸荷回油支管的上下两端均分别截取一条短接支路,并在所述短接支路上均设有手动截止阀;所述快速动作系统和所述二位四通阀均与控制系统信号连接。[0005] 进一步地,所述进油液压支管和回油液压支管与所述进油液压总管和回油液压总管之间还设有与所述快速动作系统并联的手控动作系统,所述快速动作系统数量为两个且互相并联连接。[0006] 进一步地,所述快速动作系统和手控动作系统均分别包括依次连通的三位四通阀、液压单向阀和调速阀。[0007] 进一步地,所述二位四通阀和所述快速动作系统内的三位四通阀均为电磁换向阀。[0008] 综上所述,本实用新型具有以下有益效果:[0009] 1、本实用新型可实现油缸的主动卸荷,便于机器人将油缸自动拆下来,而且具有避免连铸机断浇的应急功能,适用于冶金连铸机的工作场合,结合该装置的使用方法有效降低工人劳动强度,提高机器人设备使用寿命。[0010] 2、本实用新型的装置结构操作简单、运行稳定、安装方便,在油缸液压控制系统中新增加一组自动卸荷用的二位四通阀,通过远程控制二位四通阀动作,使滑板油缸的有杆腔及无杆腔与回油口相通,从而使油缸两腔压力变为0,即实现了油缸的自动卸荷,降低操作难度,提高了操作过程的安全性,兼容手动控制,可在夹具异常情况下手动进行油缸两腔压力卸荷。[0011] 3、使用本实用新型能保证机器人在装卸油缸前后,油缸的有杆腔及无杆腔压力为零,此时活塞杆和连接球头之间的摩擦力减弱至零,方便机器人自动卸装滑板机构的油缸。该方法由机器人替代人工操作,完全消除了人员安全事故,结构简单可靠且便于维护。
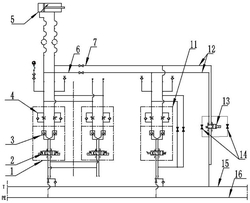
[0012] 4、在机器人装卸油缸前后均使二位四通阀得电后失电,以保证机器人能完成操作,可有效降低设备故障率,同时在各主要的工作步骤中,预设有对应的应急措施,以防电路或遥控信号等故障,而影响连续浇铸机的持续使用,避免了连铸机断浇的可能。附图说明[0013] 图1是本实用新型一种连铸机钢包滑板机构油缸自动卸荷装置的结构示意图;[0014] 图2是本实用新型的油缸和钢包连接的结构示意图。[0015] 图中:1、快速动作系统;2、三位四通阀;3、液压单向阀;4、调速阀;5.油缸;6、进油液压支管;7、回油液压支管;11、手控动作系统;12、卸荷回油支管;13、二位四通阀;14、手动截止阀;15、回油液压总管;16、进油液压总管;17、底座;18、活塞杆;19、连接球头;20、滑板机构;21、钢包。具体实施方式[0016] 下面结合附图和实施例,对本实用新型进行详细描述。[0017] 值得注意的是,本文所涉及的“上”“下”等方位词均相对于附图视角而定,仅仅只是为了便于描述,不能够理解为对技术方案的限制。[0018] 如图1所示,一种连铸机钢包滑板机构油缸自动卸荷装置,包括依次连通的进油液压总管16、油缸5和回油液压总管15,油缸5与进油液压总管16以及回油液压总管15之间连接有快速动作系统1,油缸5与快速动作系统1之间分别引出进油液压支管6和回油液压支管7,进油液压支管6和回油液压支管7分别通过卸荷回油支管12与回油液压总管15相连通,两条卸荷回油支管12上设有二位四通阀13,二位四通阀13对应两条卸荷回油支管12的上下两端均分别截取一条短接支路,并在短接支路上均设有手动截止阀14;快速动作系统1和二位四通阀13均与控制系统信号连接。本实用新型可实现油缸的主动卸荷,便于机器人将油缸5自动拆下来,而且具有避免连铸机断浇的应急功能,适用于冶金连铸机的工作场合,有效降低工人劳动强度,提高机器人设备使用寿命。
[0019] 本实用新型的装置结构操作简单、运行稳定、安装方便,在油缸5的液压控制系统中新增加一组自动卸荷用的二位四通阀13,通过远程控制二位四通阀13得电和失电的动作,使滑板机构20上的油缸5的有杆腔及无杆腔与回油液压总管15相通,从而使油缸5两腔压力变为0,即实现了油缸5的自动卸荷,降低装卸油缸5的操作难度,提高了操作过程的安全性,兼容手动控制和应急保护措施,可在夹具异常情况下,通过控制手动截止阀14手动进行油缸两腔压力卸荷,避免紧急故障情况下而造成连铸机断浇的可能。[0020] 在本实施例中,进油液压支管6和回油液压支管7与进油液压总管16和回油液压总管15之间还设有与快速动作系统1并联的手控动作系统11,快速动作系统1数量为两个且互相并联连接。快速动作系统1和手控动作系统11均分别包括依次连通的三位四通阀2、液压单向阀3和调速阀4。二位四通阀和快速动作系统内的三位四通阀均为电磁换向阀。[0021] 操作系统通过信号控制快速动作系统1的三位四通阀2、液压单向阀3和调速阀4进行组合动作,如图2所示,使油缸5的活塞杆18带动连接球头19推动滑板机构20前后往复动作,以实现对钢包21内钢水流出量的控制。相对于只使用一个快速动作系统1,在本实施例中设置两个的作用是为其中主要使用的快速动作系统1提供保障,尤其当突发故障等需要检修和维护时,为避免连铸机断浇及其连续的工作,可使用备用的快速动作系统1,以避免影响浇铸工作的质量及效率。另外,为预防操作系统的信号接收等故障发生,操作人员还可使用手控动作系统11完成该部分操作,手控动作系统11与快速动作系统1的原理相同,区别在于手控动作系统11需要操作人员进行现场控制,而且还能当作对油缸5进行人工卸荷来使用。而当发现故障而使用手控动作系统11操作后,需要经过短接在手控动作系统11上下两端的截止阀,对该系统油路进行卸荷,以保障重新使用快速动作系统1不被影响。[0022] 本实用新型还提供了一种连铸机钢包滑板机构油缸自动卸荷装置的工作方法,包括以下步骤:[0023] S1、钢包21浇完钢水后通过钢包回转台将空的钢包21转入吊离区待行车吊走,此时,操作人员通过控制系统发出拆卸指令;[0024] S2、控制系统发出电信号给二位四通阀13得电,使油缸5的有杆腔和无杆腔的油压卸荷到回油液压总管15中,之后失电;[0025] S3、控制系统再传递拆卸信号给机器人系统,拆除油缸5并抓取油缸5回到待机位等待下一个钢包21的安装;[0026] S4、装满钢水的钢包21吊到连铸机钢包回转台,此时,操作人员通过控制系统发出安装指令;[0027] S5、控制系统传递安装信号给机器人系统,机器人抓取油缸5安装到该钢包底座17上;[0028] S6、操作人员通过控制系统发出工作指令,快速动作系统1控制钢水流出到中间罐进行浇铸;[0029] S7、浇铸完毕,重复步骤S1。[0030] 该方法使用远程操作台及其按钮实现远程控制,控制系统采用PLC系统,可实现连铸机的自动连续工作,适用于冶金连铸机的工作场合。本实用新型的方法保证机器人在装卸油缸5前后,油缸5的有杆腔及无杆腔压力为零,此时活塞杆和连接球头之间的摩擦力减弱至零,方便机器人自动卸装滑板机构20的油缸5。该方法由机器人替代人工操作,完全消除了人员安全事故,结构简单可靠且便于维护。[0031] 本实用新型的工作方法还包括事故应急的步骤:操作人员发现二位四通阀13故障后,打开手动截止阀14进行人工卸荷工作,完成后关闭手动截止阀14查找故障,并恢复正常工作。使用和工作过程中,二位四通阀13的阀芯可能有杂物堵塞,造成液压油路不通,导致滑板机构20的油缸5正常卸荷无法完成;或者电气线路断路导致二位四通阀13无法得电正常工作。在操作人员发现故障后,到阀台上手动扳动打开两个手动截止阀14使卸荷油路通过短接支路连通进行人工卸荷工作。[0032] 在步骤S4中,控制系统发出安装指令后,先发出电信号给二位四通阀13得电,之后失电,再进入步骤S5。二位四通阀13的得电时间为10秒,以确保油路卸荷完成。再次打开卸荷回路目的是确保滑板机构20的油缸5的有杆腔及无杆腔此时压力为零,方便机器人重新安装油缸5。[0033] 在步骤S6中,快速动作系统1的控制方式为控制快速动作系统1内的三位四通阀2、液压单向阀3和调速阀4,使进油液压总管16的液压压力通过进油液压支管6和回油液压支管7互为导通,并使油缸5的活塞杆18带动连接球头1推动滑板机构20往复运动;当浇铸达到设定流量时,使三位四通阀2失电并保持至浇铸完成。三位四通阀2失电会产生锁紧作用,可关闭回油液压总管15和进油液压总管16回路,就一直保持液压压力顶住滑板机构20,从而实现保持固定的钢水流出量,直至完成浇铸。[0034] 当快速动作系统1失效时,人工控制与快速动作系统1并联的手控动作系统11来完成该步骤,并查找故障恢复正常工作。该方法中,对应浇铸的工作过程,也预设有应急措施,通过手控动作系统11亦可实现对油缸5的驱动,而且手控动作系统11上下两端还短接了截止阀,以保护该系统,可用于正常工作不使用该系统时,对系统内油路进行卸荷。[0035] 以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
声明:
“连铸机钢包滑板机构油缸自动卸荷装置” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 960
编辑:管理员
来源:广东韶钢松山股份有限公司
960
编辑:管理员
来源:广东韶钢松山股份有限公司



 咨询细节
咨询细节










































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















