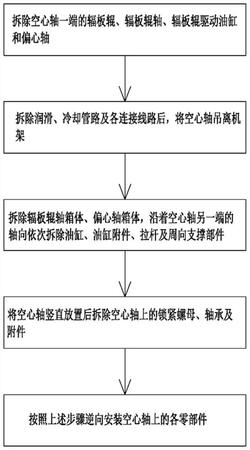
权利要求书: 1.一种高铁车轮轧机空心轴总成的拆装方法,其特征在于,包括以下步骤:步骤1:拆除空心轴一端的辐板辊、辐板辊轴、辐板辊驱动油缸和偏心轴;
步骤2:拆除润滑、冷却管路及各连接线路后,将空心轴及其配合件整体吊出而脱离机架;
步骤3:将空心轴一端的辐板辊轴箱体、偏心轴箱体拆除,沿着空心轴另一端的轴向依次将油缸、油缸附件、拉杆及周向支撑部件拆除;
步骤4:将空心轴竖直放置后将空心轴上的锁紧螺母、轴承及附件拆除;
步骤5:按照步骤4?步骤3?步骤2?步骤1的顺序逆向安装空心轴上的各零部件;
在所述步骤1中,通过控制空心轴一端的油缸将拉杆与辐板辊轴拆离,其具体的步骤为:
1)将油缸后盖拆卸后,旋松螺帽,驱动油缸的活塞杆向远离辐板辊的方向开到位;
2)旋动拉杆,使拉杆与辐板辊轴脱离;
3)向靠近辐板辊的方向开动油缸把辐板辊轴及辐板辊轴轴承推出,观察辐板辊轴轴承将要全部被推出时,使用行车吊住辐板辊轴前端,继续开动油缸直到辐板辊轴轴承全部推出,吊出辐板辊轴及辐板辊轴轴承。
2.根据权利要求1所述的高铁车轮轧机空心轴总成的拆装方法,其特征在于:在所述步骤5中,将辐板辊轴安装到位的具体步骤为:
1)使用行车吊起辐板辊轴使其一端插入辐板辊轴箱体内,当辐板辊轴上的辐板辊轴轴承回装一半时,向着辐板辊轴的方向驱动油缸动作,直到拉杆接触到辐板辊轴;
2)旋动拉杆使其与辐板辊轴进行螺纹连接,将拉杆外端的螺帽拧紧后与油缸活塞杆接触;
3)向远离辐板辊轴的方向驱动油缸动作,将辐板辊轴拉进辐板辊轴箱体内;
4)螺帽拧松后,旋动拉杆使其与辐板辊轴进行进一步螺纹连接,将螺帽拧紧后与油缸活塞杆接触;
按照步骤2)4)的方法继续安装,直到拉杆上的外螺纹段与辐板辊轴一端的内螺纹段~完全连接。
3.根据权利要求1所述的高铁车轮轧机空心轴总成的拆装方法,其特征在于:所述步骤
4中的轴承包括沿着所述空心轴的一端由外向内依次设置的圆柱滚子轴承和角接触球轴承,所述角接触球轴承设置有两个且相对安装,所述圆柱滚子轴承和角接触球轴承之间及所述角接触球轴承与锁紧螺母之间均通过挡圈相连;所述轴承的拆装方法是:将所述圆柱滚子轴承加热至110℃ 120℃后使用行车拆装,将两个所述角接触球轴承加热到70℃ 80℃~ ~后使用行车拆装。
4.根据权利要求1所述的高铁车轮轧机空心轴总成的拆装方法,其特征在于:对所述锁紧螺母进行拆装所使用的工装包括与空心轴相配合的防转定位座,所述防转定位座上设置有安装座,所述安装座上安装有驱动机构,所述驱动机构通过执行机构与所述锁紧螺母相连以推动所述锁紧螺母旋转。
5.根据权利要求4所述的高铁车轮轧机空心轴总成的拆装方法,其特征在于:所述驱动机构设置为驱动油缸Ⅰ,所述执行机构设置为转动臂,所述驱动油缸Ⅰ的一端与安装座通过连接轴转动相连,所述驱动油缸Ⅰ的另一端与所述转动臂的一端转动相连,所述转动臂的另一端通过棘轮棘爪机构与所述锁紧螺母外周方向上的多个键槽相配合。
6.根据权利要求4所述的高铁车轮轧机空心轴总成的拆装方法,其特征在于:所述驱动机构包括驱动油缸Ⅱ和轨道支架,所述驱动油缸Ⅱ的一端与安装座通过连接轴转动相连,所述驱动油缸Ⅱ的另一端与驱动架相连,所述驱动架在所述轨道支架的通道内往复移动;
所述执行机构包括卡接在所述锁紧螺母外周的转动部件,所述转动部件沿其径向布置多个推杆,所述驱动架推动所述推杆在所述轨道支架的通道内转动通过。
7.根据权利要求1所述的高铁车轮轧机空心轴总成的拆装方法,其特征在于:在所述步骤5中,安装偏心轴箱体所使用的工装包括用于将所述偏心轴箱体锁紧定位的定位框架,所述定位框架靠近空心轴箱体的一侧设置有将空心轴箱体沿着所述空心轴的轴向推动的导向推进单元。
8.根据权利要求1所述的高铁车轮轧机空心轴总成的拆装方法,其特征在于:在所述步骤5中,安装偏心轴所使用的工装包括设置在机架内用于调节所述空心轴的位置使所述偏心轴箱体正确对位的调节装置,还包括设置在所述机架的上端用于检测偏心轴箱体和偏心轴是否正确对位的检测装置及将偏心轴推入偏心轴箱体内使其与定位孔相配合的推进装置。
说明书: 一种高铁车轮轧机空心轴总成的拆装方法技术领域[0001] 本发明涉及高铁车轮轧机设备的使用维护技术领域,尤其涉及一种高铁车轮轧机空心轴总成的拆装方法。背景技术[0002] 车轮轧制的核心设备是车轮轧机,车轮轧制时主要通过轧机的左右辐板辊、左右斜辊、左右导向辊、上定心辊、下定心辊及主辊之间的相互配合完成,其中左右辐板辊为主动辊,左右斜辊、左右导向辊、上定心辊、下定心辊及主辊是从动辊,左侧辐板辊及右辐板辊的转动是分别通过左右驱动电机转动带动减速箱转动,减速箱输出轴带动空心轴转动,空心轴带动辐板辊轴转动,辐板辊轴带动辐板辊转动,从而辐板辊作为主动辊对车轮进行轧制。[0003] 空心轴上安装四个轴承辅助空心轴转动,为把车轮轧制到一定尺寸,车轮在轧制过程中辐板辊的辊面会对红钢车轮施加巨大不均等的压力,同时空心轴轴承会受到轴向载荷及径向载荷,使用一段时间后,导致空心轴轴承磨损或者损坏,辐板辊无法正常转动,严重影响车轮轧制质量,甚至导致辐板辊空心轴无法转动,严重影响生产效率,此时必须更换空心轴轴承才能使车轮轧机正常工作,满足车轮轧制的工艺要求。[0004] 由于空心轴总成的结构复杂,轴承更换拆装工序复杂,目前没有规范的操作规程和顺序,使拆装操作效率低,也很容易造成备件的损坏,而且轧机的左右各有一个空心轴,更换一个空心轴上的轴承需要停机48小时,严重影响生产效率。[0005] 对于一些难拆装的零部件,在拆卸时,甚至会出现无法拆卸的情况,必须割除处理,割除时会对相邻零部件造成一定的损伤;拆卸完成后对空心轴上的各零部件进行回装时,需要精确定位,比如空心轴箱体与偏心轴箱体之间的键连接定位、空心轴上锁紧螺母的锁紧定位以及偏心轴与机架的配合定位,传统的方式是需要使用锤反复敲击和不断移动行车的方式进行定位,操作费时费力,有时也会对相邻零部件造成一定的损伤。传统的空心轴总成的拆装方法缩短了零部件的使用寿命,而且在拆装过程中存在一定的安全隐患。发明内容[0006] 为了解决上述技术问题,本发明提供了一种高铁车轮轧机空心轴总成的拆装方法,为空心轴总成的拆装提供了操作规范,运用设计的工装采取由外向内拆卸和由内向外安装的方式沿着空心轴的轴向拆装,提高了拆装效率,降低了备件安装过程中的损坏,节约了安装成本,保证了安装的精度和安全可靠性。[0007] 为实现上述目的,本发明解决其技术问题所采用的技术方案是:所述高铁车轮轧机空心轴总成的拆装方法,包括以下步骤:[0008] 步骤1:拆除空心轴一端的辐板辊、辐板辊轴、辐板辊驱动油缸和偏心轴;[0009] 步骤2:拆除润滑、冷却管路及各连接线路后,将空心轴及其配合件整体吊出而脱离机架;[0010] 步骤3:将空心轴一端的辐板辊轴箱体、偏心轴箱体拆除,沿着空心轴另一端的轴向依次将油缸、油缸附件、拉杆及周向支撑部件拆除;[0011] 步骤4:将空心轴竖直放置后将空心轴上的锁紧螺母、轴承及附件拆除;[0012] 步骤5:按照步骤4?步骤3?步骤2?步骤1的顺序逆向安装空心轴上的各零部件。[0013] 在所述步骤1中,通过控制空心轴一端的油缸将拉杆与辐板辊轴拆离,其具体的步骤为:[0014] 1)将油缸后盖拆卸后,旋松螺帽,驱动油缸的活塞杆向远离辐板辊的方向开到位;[0015] 2)旋动拉杆,使拉杆与辐板辊轴脱离;[0016] 3)向靠近辐板辊的方向开动油缸把幅板辊轴及幅板辊轴轴承推出,观察辐板辊轴承将要全部被推出时,使用行车吊住辐板辊轴前端,继续开动油缸直到辐板辊轴承全部推出,吊出辐板辊轴及辐板辊轴承。[0017] 在所述步骤5中,将辐板辊轴安装到位的具体步骤为:[0018] 1)使用行车吊起辐板辊轴使其一端插入辐板辊箱体内,当辐板辊上的轴承回装一半时,向着辐板辊轴的方向驱动油缸动作,直到拉杆接触到辐板辊轴;[0019] 2)旋动拉杆使其与辐板辊轴进行螺纹连接,将拉杆外端的螺帽拧紧后与油缸活塞杆接触;[0020] 3)向远离辐板辊轴的方向驱动油缸动作,将辐板辊轴拉进辐板辊箱体内;[0021] 4)螺帽拧松后,旋动拉杆使其与辐板辊轴进行进一步螺纹连接,将螺帽拧紧后与油缸活塞杆接触;[0022] 按照步骤2)~4)的方法继续安装,直到拉杆上的外螺纹段与辐板辊轴一端的内螺纹段完全连接。[0023] 所述步骤4中的轴承包括沿着所述空心轴的一端由外向内依次设置的圆柱滚子轴承和角接触球轴承,所述角接触球轴承设置有两个且相对安装,所述圆柱滚子轴承和角接触球轴承之间及所述角接触球轴承与锁紧螺母之间均通过挡圈相连;所述轴承的拆装方法是:将所述圆柱滚子轴承加热至110℃~120℃后使用行车拆装,将两个所述角接触球轴承加热到70℃~80℃后使用行车拆装。[0024] 对所述锁紧螺母进行拆装所使用的工装包括与空心轴相配合的防转定位座,所述防转定位座上设置有安装座,所述安装座上安装有驱动机构,所述驱动机构通过执行机构与所述锁紧螺母相连以推动所述锁紧螺母旋转。[0025] 所述驱动机构设置为驱动油缸Ⅰ,所述执行机构设置为转动臂,所述驱动油缸Ⅰ的一端与安装座通过连接轴转动相连,所述驱动油缸Ⅰ的另一端与所述转动臂的一端转动相连,所述转动臂的另一端通过棘轮棘爪机构与所述锁紧螺母外周方向上的多个键槽相配合。[0026] 所述驱动机构包括驱动油缸Ⅱ和轨道支架,所述驱动油缸Ⅱ的一端与安装座通过连接轴转动相连,所述驱动油缸Ⅱ的另一端与驱动架相连,所述驱动架在所述轨道支架的通道内往复移动;所述执行机构包括卡接在所述锁紧螺母外周的转动部件,所述转动部件沿其径向布置多个推杆,所述驱动架推动所述推杆在所述轨道支架的通道内转动通过。[0027] 在所述步骤5中,安装偏心轴箱体所使用的工装包括用于将所述偏心轴箱体锁紧定位的定位框架,所述定位框架靠近空心轴箱体的一侧设置有将空心轴箱体沿着所述空心轴的轴向推动的导向推进单元。[0028] 在所述步骤5中,安装偏心轴所使用的工装包括设置在机架内用于调节所述空心轴的位置使所述偏心轴箱体正确对位的调节装置,还包括设置在所述机架的上端用于检测偏心轴箱体和偏心轴是否正确对位的检测装置及将偏心轴推入偏心轴箱体内使其与定位孔相配合的推进装置。[0029] 所述调节装置包括底座,所述底座上通过驱动电机转动连接有旋转架,所述旋转架的一端通过水平油缸与两个支撑油缸滑动连接,两个支撑油缸的上端通过顶帽与所述空心轴顶紧配合;所述机架的上端可拆卸连接有固定架,所述固定架上沿其长度方向设置有多个滑道,所述滑道内滑动连接有所述检测装置和推进装置,所述检测装置位于所述推进装置的下方。[0030] 本发明的有益效果是:[0031] 1、本发明通过采取由外向内拆卸和由内向外安装的方式沿着空心轴的轴向拆装各零部件,在拆装的过程中根据需要变换空心轴的水平和竖直状态,使拆装更加方便、快捷,为空心轴总成的拆装提供了操作规范,提高了拆装效率,降低了备件安装过程中的损坏,节约了安装成本,保证了安装的精度和安全可靠性。[0032] 2、本发明通过控制空心轴一端油缸活塞杆的伸缩,通过旋拧拉杆,可有效地将空心轴内部的拉杆与辐板辊轴拆离和安装,使辐板辊轴的拆装更加方便快捷。[0033] 3、本发明通过设计的防转定位座将空心轴定位后,设计了两种拆装锁紧螺母的工装,一种是通过驱动油缸Ⅰ驱动转动臂转动,从而使棘轮棘爪机构转动而带动锁紧螺母转动完成拆卸和安装动作,另一种是通过转动部件将锁紧螺母卡紧,通过驱动油缸Ⅱ带动驱动架在轨道支架内往复移动,从而可推动推杆在轨道支架内转动通过,可推动转动部件旋转而带动锁紧螺母转动完成拆卸和安装动作,这两种结构均实现了锁紧螺母拆装过程的自动化控制,提高了拆装效率和拆装的安全性,降低了对备件的损坏,降低了更换成本。[0034] 4、本发明通过设计的定位框架将偏心轴箱体锁紧定位,定位框架一侧的导向推进单元作用在空心轴箱体上,可将空心轴箱体沿着空心轴的轴向推动使空心轴箱体前端面的键槽与偏心轴箱体前端面的键相配合,实现了空心轴箱体的精准及快速安装,一人操作即可完成,降低了劳动强度,保证了安装过程的安全可靠性,降低了备件安装过程中的损耗率,节约了成本。[0035] 5、本发明通过在机架上设置调节装置,可支撑调节空心轴总成的位置使偏心轴箱体正确对位,通过在机架的上端设置检测装置,可检测偏心轴箱体和偏心轴的安装是否正确对位,配合调节装置可实现偏心轴箱体的正确对位,配合检测装置和手动调整转动偏心轴可完成偏心轴的正确对位,对位正确后,通过推进装置作用在偏心轴上可使偏心轴的下端安装到机架的定位孔内。整个安装过程无需使用行车吊装的方式调整偏心轴箱体的位置,使偏心轴箱体的位置调节更加安全可靠,调节灵活方便快捷,提高了安装的精度,而且对位结束后也无需人使用锤击将偏心轴安装到位,节省了人力物力,进一步提高了安装的安全性。[0036] 综上,本发明为空心轴总成的拆装提供了操作规范,运用设计的工装采取由外向内拆卸和由内向外安装的方式沿着空心轴的轴向拆装,提高了拆装效率,降低了备件安装过程中的损坏,节约了安装成本,保证了安装的精度和安全可靠性。附图说明[0037] 下面对本发明说明书各幅附图表达的内容及图中的标记作简要说明:[0038] 图1为本发明中空心轴总成的拆装方法的流程图;[0039] 图2为本发明中空心轴总成的全剖视图;[0040] 图3为图2中的空心轴总成安装在机架上的结构示意图;[0041] 图4为锁紧螺母拆装工装的其中一种结构的结构示意图;[0042] 图5为图4的爆炸图;[0043] 图6为图4中转动臂和棘轮棘爪机构配合的结构示意图;[0044] 图7为锁紧螺母拆装工装的另一种结构的结构示意图;[0045] 图8为图7中轨道支架内侧视角的结构示意图;[0046] 图9为图7中轨道支架外侧视角的结构示意图;[0047] 图10为偏心轴箱体安装工装的结构示意图;[0048] 图11为偏心轴箱体安装工装在使用时的结构示意图;[0049] 图12为偏心轴安装工装的结构示意图;[0050] 图13为图12中调节装置的结构示意图;[0051] 图14为图13的爆炸图;[0052] 图15为固定架上安装检测装置和推进装置的结构示意图;[0053] 图16为图15中检测装置的结构示意图;[0054] 图17为退卸套拆卸工装的结构示意图;[0055] 上述图中的标记均为:1?1.空心轴,1?2.辐板辊,1?3.辐板辊轴,1?4.偏心轴,1?5.机架,1?6.辐板辊轴箱体,1?7.偏心轴箱体,1?8.油缸,1?9.拉杆,1?10.锁紧螺母,1?11.圆柱滚子轴承,1?12.角接触球轴承,1?13.空心轴箱体,2.防转定位座,21.定位座本体,211.定位槽,212.阶梯轴,3.安装座,4.驱动油缸Ⅰ,5.转动臂,6.棘轮棘爪机构,61.环形棘轮部,62.安装位,63.棘爪,7.驱动油缸Ⅱ,8.轨道支架,81.弧形支架,82.固定块,83.转动回位板,84.挡推部件,85.回程入口,86.中部通道,861.条形槽Ⅰ,862.条形槽Ⅱ,87.弧形轨道,
88.工作轨道,881.外侧轨道面,882.内侧轨道面,9.驱动架,91.驱动轮,10.转动部件,101.推杆,11.竖直液压缸,12.导向伸缩杆,13.激光测距
传感器,14.定位框架,141.锁紧架,
142.调节螺杆,143.压紧螺杆,144.定位杆,145.L形伸出板,15.导向推进单元,151.伸缩驱动件,152.导向部件,16.调节装置,161.底座,162.驱动电机,163.旋转架,164.水平油缸,
165.支撑油缸,17.检测装置,171.滑板,172.纵向刻度板,173.滑块,174.红外线发射器,
18.推进装置,181.滑动架,182.竖直油缸,19.固定架,191.滑道,20.水平刻度板,21.周向支撑部件,211.轴承,212.退卸套,22.顶紧部件,23.拉伸部件,24.液压驱动部件,25.顶出部件。
具体实施方式[0056] 为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本发明,但不用来限制本发明的范围。[0057] 在本发明的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。[0058] 在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。[0059] 本发明具体的实施方案为:如图1~图3所示,一种高铁车轮轧机空心轴总成的拆装方法,包括以下步骤:[0060] 步骤1:拆除空心轴1?1一端的辐板辊1?2、辐板辊轴1?3、辐板辊驱动油缸和偏心轴1?4。具体地,首先,拆除空心轴1?1一端的辐板辊1?2后,通过控制空心轴1?1另一端的油缸
1?8将拉杆1?9与辐板辊轴1?3拆离并将辐板辊轴1?3及附件推出、吊离;然后,将辐板辊驱动油缸与辐板辊轴箱体1?6拆离后,将偏心轴箱体1?7内的偏心轴1?4拆离吊出。
[0061] 通过控制空心轴1?1一端的油缸1?8将拉杆1?9与辐板辊轴1?3拆离,其具体的步骤为:[0062] 1)将油缸1?8后盖拆卸后,旋松螺帽,驱动油缸1?8的活塞杆向远离辐板辊1?2的方向开到位;[0063] 2)旋动拉杆1?9,使拉杆1?9与辐板辊轴1?3脱离;[0064] 3)向靠近辐板辊1?2的方向开动油缸1?8把幅板辊轴及幅板辊轴轴承推出,观察辐板辊轴1?3承将要全部被推出时,使用行车吊住辐板辊轴1?3前端,继续开动油缸1?8直到辐板辊轴1?3承全部推出,吊出辐板辊轴1?3及辐板辊轴1?3承。[0065] 步骤2:拆除润滑、冷却管路及各连接线路后,将空心轴1?1及其配合件整体吊出而脱离机架1?5;[0066] 步骤3:将空心轴1?1一端的辐板辊轴箱体1?6、偏心轴箱体1?7拆除,沿着空心轴1?1另一端的轴向依次将油缸1?8、油缸1?8附件、拉杆1?9及周向支撑部件拆除;
[0067] 步骤4:将空心轴1?1竖直放置后将空心轴1?1上的锁紧螺母1?10、轴承及附件拆除;[0068] 步骤5:按照步骤4?步骤3?步骤2?步骤1的顺序逆向安装空心轴1?1上的各零部件。[0069] 具体地,1、将空心轴1?1竖直放置后,在空心轴1?1的一端沿其轴向安装轴承及附件后安装两个锁紧螺母1?10完成锁紧密封;[0070] 2、水平吊起空心轴1?1后,使空心轴1?1的一端安装在空心轴箱体1?13内,在空心轴箱体1?13上安装偏心轴箱体1?7;将空心轴1?1安装在减速箱体的输出轴筒中;在空心轴1?1的另一端沿轴向依次安装周向支撑部件、拉杆1?9、油缸1?8及油缸1?8附件;
[0071] 3、在空心轴1?1一端安装辐板辊轴箱体1?6,将空心轴1?1及其配合件整体吊回机架1?5,安装偏心轴1?4及附件,将辐板辊轴箱体1?6与辐板辊驱动油缸连接后,安装润滑、冷却管路及各连接线路;[0072] 4、控制空心轴1?1一端的油缸1?8将辐板辊轴1?3安装到位后,安装辐板辊轴1?3附件和辐板辊1?2。具体的方法是,1)使用行车吊起辐板辊轴1?3使其一端插入辐板辊1?2箱体内,当辐板辊1?2上的轴承回装一半时,向着辐板辊轴1?3的方向驱动油缸1?8动作,直到拉杆1?9接触到辐板辊轴1?3;2)旋动拉杆1?9使其与辐板辊轴1?3进行螺纹连接,将拉杆1?9外端的螺帽拧紧后与油缸1?8活塞杆接触;3)向远离辐板辊轴1?3的方向驱动油缸1?8动作,将辐板辊轴1?3拉进辐板辊1?2箱体内;4)螺帽拧松后,旋动拉杆1?9使其与辐板辊轴1?3进行进一步螺纹连接,将螺帽拧紧后与油缸1?8活塞杆接触;按照步骤2)~4)的方法继续安装,直到拉杆1?9上的外螺纹段与辐板辊轴1?3一端的内螺纹段完全连接。[0073] 上述步骤4和步骤5中的轴承包括沿着空心轴1?1的一端由外向内依次设置的圆柱滚子轴承1?11和角接触球轴承1?12,角接触球轴承1?12设置有两个且相对安装,为空心轴1?1提供了足够的径向承载力和轴向承载力,圆柱滚子轴承1?11和角接触球轴承1?12之间及角接触球轴承1?12与锁紧螺母1?10之间均通过挡圈相连,保证了圆柱滚子轴承1?11和角接触球轴承1?12的安装位62置。上述轴承的拆装方法是:将圆柱滚子轴承1?11加热至110℃~120℃后使用行车拆装,将两个角接触球轴承1?12加热到70℃~80℃后使用行车拆装。
[0074] 本发明通过采取由外向内拆卸和由内向外安装的方式沿着空心轴1?1的轴向拆装各零部件,在拆装的过程中根据需要变换空心轴1?1的水平和竖直状态,使拆装更加方便、快捷,为空心轴总成的拆装提供了操作规范,提高了拆装效率,降低了备件安装过程中的损坏,节约了安装成本,保证了安装的精度和安全可靠性。通过控制空心轴1?1一端油缸1?8活塞杆的伸缩,通过旋拧拉杆1?9,可有效地将空心轴1?1内部的拉杆1?9与辐板辊轴1?3拆离和安装,使辐板辊轴1?3的拆装更加方便快捷。[0075] 具体地,如图4~图9所示,对空心轴1?1上的锁紧螺母1?10进行拆装所使用的工装包括与空心轴1?1相配合的防转定位座2,防转定位座2上设置有安装座3,安装座3上安装有驱动机构,驱动机构通过执行机构与锁紧螺母1?10相连以推动锁紧螺母1?10旋转而实现拆卸和安装,无需使用人力拆装,降低了安全隐患。[0076] 其中的防转定位座2包括定位座本体21,定位座本体21的一端设置有定位槽211,定位槽211的中部设置有阶梯轴212,空心轴1?1的一端插入定位槽211内,空心轴1?1内设置阶梯孔,阶梯孔内安装连接键并通过连接键与阶梯轴212相配合,实现了对空心轴1?1的竖直定位和防转定位,避免了锁紧螺母1?10在拆装过程中空心轴1?1的倾倒或受力转动,可对锁紧螺母1?10顺利地进行转动拆装。[0077] 上述工装包括以下两种:一种是,如图4~图6所示,其中的驱动机构设置为驱动油缸Ⅰ4,执行机构设置为转动臂5,驱动油缸Ⅰ4的一端与安装座3通过连接轴转动相连,驱动油缸Ⅰ4的另一端与转动臂5的一端转动相连,转动臂5的另一端通过棘轮棘爪63机构6与锁紧螺母1?10外周方向上的多个键槽相配合,通过驱动油缸Ⅰ4驱动转动臂5转动,从而使棘轮棘爪63机构6转动而带动锁紧螺母1?10转动完成拆卸和安装动作,当驱动油缸1?8动作而带动转动臂5转动拆装锁紧螺母1?10时,转动臂5的一端绕着空心轴1?1转动,从而使驱动油缸1?8绕着连接轴在一定范围内摆动,驱动油缸1?8两端的转动连接方式保证了锁紧螺母1?10拆装动作的顺利进行。
[0078] 其中的棘轮棘爪63机构6包括转动臂5远离驱动油缸Ⅰ4的一端设置的环形棘轮部61,环形棘轮部61沿其周向设置有多个等间隔布置的安装位62,安装位62内通过扭簧和销轴与棘爪63相连,棘爪63与锁紧螺母1?10上对应的键槽卡接配合,当驱动油缸Ⅰ4驱动转动臂5转动,使棘轮棘爪63机构6顺时针(或逆时针)转动时,棘爪63与键槽卡紧,而带动锁紧螺母1?10转动来实现拆装;当驱动油缸Ⅰ4驱动转动臂5反方向转动时,棘轮棘爪63机构6逆时针(或顺时针)转动时,棘爪63可滑出键槽进入另外的键槽中,避免了驱动油缸Ⅰ4行程有限而使单方向动作无法完成拆装作业的情况,通过驱动油缸Ⅰ4反向动作回位后可继续进行拆装动作,如此循环,保证了锁紧螺母1?10的顺利拆装。
[0079] 另一种是,如图7~图9所示,其中的驱动机构包括驱动油缸Ⅱ7和轨道支架8,驱动油缸Ⅱ7的一端与安装座3通过连接轴转动相连,驱动油缸Ⅱ7的另一端与驱动架9相连,驱动架9两端连接驱动轮,驱动架9通过驱动轮在轨道支架8的通道内往复移动;执行机构包括卡接在锁紧螺母1?10外周的转动部件10,转动部件10沿其径向布置多个向外伸出的推杆101,驱动架9推动推杆101在轨道支架8的通道内转动通过。通过转动部件10将锁紧螺母1?
10卡紧,通过驱动油缸Ⅱ7在轨道支架8内做往复运动,可推动推杆101及转动部件10旋转而带动锁紧螺母1?10转动完成拆卸和安装动作。
[0080] 其中的轨道支架8包括使驱动油缸Ⅱ7进行往复动作的中部通道86、推动推杆101转动而实现拆装动作的工作轨道88和使驱动机构回位的弧形轨道87,驱动架9在中部通道86内移动的过程中,驱动架9两端的驱动轮在工作轨道88上移动并相互配合而推动推杆101使转动部件10带动锁紧螺母1?10旋转,当驱动油缸Ⅱ7移动达到设定的行程后,驱动油缸Ⅱ
7带动驱动架9上的驱动轮在弧形轨道87上移动而回位,则进行了一次循环动作,如此往复循环可实现锁紧螺母1?10的安装和拆卸动作。
[0081] 其中的轨道支架8包括弧形支架81,弧形支架81的下侧通过螺栓与安装座3相连,弧形支架81靠近转动部件10的一侧连接有两个固定块82,每个固定块82靠近驱动油缸Ⅱ7的一端通过转动回位板83与弧形支架81的一端接触相连,当驱动油缸Ⅱ7移动达到设定的行程后,驱动油缸Ⅱ7带动驱动架9上的驱动轮在弧形轨道87上移动而回位,当驱动轮移动到转动回位板83处时,推动转动回位板83转动打开,且两个转动回位板83在扭簧的作用下压紧驱动轮,使驱动轮平滑地滚动到弧形支架81一端的平台上,使驱动油缸Ⅱ7回位。[0082] 其中的弧形支架81的另一端弹性转动连接有使对应的驱动轮向弧形轨道87运动的挡推部件84和与之相对的容纳驱动轮的回程入口85,该挡推部件84包括U形杆件,U形杆件的一端与弧形支架81的端部通过转轴和扭簧转动连接,该U形杆件的开口宽度大于推杆101的厚度且小于驱动轮的厚度,可使推杆101在驱动机构的驱动下转动通过U形杆件中部,同时起到挡止驱动轮并使驱动轮导向进入回程入口85的作用。U形杆件靠近弧形支架81端部的两个杆件底部分别设置有与弧形支架81表面接触的支腿,支腿使U形杆件所在的平面与弧形支架81表面之间呈一定角度布置,而且U形杆件的开口处的底端设置有倾斜面,支腿的高度与倾斜面相配合,能够保证驱动轮沿着倾斜面进入回程入口85处,起到了导向的作用。
[0083] 其中的两个固定块82和两个转动回位板83之间相隔一段距离形成条形槽Ⅰ861,弧形支架81沿其长度方向的中部设置条形槽Ⅱ862,条形槽Ⅰ861和条形槽Ⅱ862的宽度相等且形成中部通道86,该中部通道86的宽度大于驱动架9的宽度和推杆101的厚度且小于驱动轮的厚度,可使驱动架9和推杆101顺利通过中部通道86,可保证两个驱动轮在工作轨道88上移动而使推杆101顺利转动通过中部通道86;该弧形支架81与固定块82、转动回位板83之间形成弧形轨道87,使驱动轮在弧形轨道87内运行而使水平液压缸回位。[0084] 其中的弧形支架81远离转动部件10的一侧沿着远离驱动机构的方向依次设置圆弧面Ⅰ、过渡面、工作面和圆弧面Ⅱ,圆弧面Ⅰ、过渡面、工作面和圆弧面Ⅱ形成与其中一个驱动轮滚动配合的外侧轨道面881,其中的工作面与固定块82外侧相互平行,工作面与固定块82外侧之间的距离最大且等于两个驱动轮之间的中心距与驱动轮的直径之间的差值,保证了两个驱动轮分别紧密贴合在工作面和固定块82外侧,驱动轮不会因推杆101挡止而产生偏斜,工作面和圆弧面Ⅱ的连接处与空心轴1?1的中心之间的连线与工作面之间的夹角不大于90°,保证了驱动轮可将推杆101顺利往外推出;两个固定块82和两个转动回位板83靠近转动部件10的一侧形成与另一个驱动轮滚动配合的内侧轨道面882;该内侧轨道面882和外侧轨道面881形成工作轨道88,工作轨道88与两个驱动轮滚动配合,可使推杆101顺利向外推出,而使转动部件10转动以带动锁紧螺母1?10旋转安装或拆卸。
[0085] 其中的安装座3的底端中部连接竖直液压缸11,安装座3的两端连接导向伸缩杆12,通过竖直液压缸11的伸缩配合导向伸缩杆12的导向作用可使安装座3平稳升降。其中的两个固定块82上沿竖直方向均设置有安装孔,安装孔内可拆卸连接有检测与推杆101之间距离的激光测距传感器13,激光测距传感器13通过PLC与竖直液压缸11的控制油路相连,激光测距传感器13可实时检测与推杆101表面之间的距离并将距离信号传输给PLC,PLC可控制竖直液压缸11动作使安装座3进行升降动作,保证了推杆101可顺利通过轨道支架8的中部通道86,而完成锁紧螺母1?10的拆装作业。
[0086] 具体地,如图10和图11所示,安装偏心轴箱体1?7所使用的工装包括用于将偏心轴箱体1?7锁紧定位的定位框架14,定位框架14靠近空心轴箱体1?13的一侧设置有将空心轴箱体1?13沿着空心轴1?1的轴向推动的导向推进单元15。通过将定位框架14将偏心轴箱体1?7锁紧定位,定位框架14一侧的导向推进单元15作用在空心轴箱体1?13上,可将空心轴箱体1?13沿着空心轴1?1的轴向推动使空心轴箱体1?13前端面的键槽与偏心轴箱体1?7前端面的键相配合,实现了空心轴箱体1?13的精准及快速安装,一人操作即可完成,降低了劳动强度,保证了安装过程的安全可靠性,降低了备件安装过程中的损耗率,节约了成本。
[0087] 其中的定位框架14包括套接在偏心轴箱体1?7外侧的锁紧架141,锁紧架141的一侧设置有与偏心轴箱体1?7的外侧面相抵触的多个压紧螺杆143,锁紧架141的上下两端还分别设置有与空心轴箱体1?13的上下两端相抵触的调节螺杆142,可使空心轴箱体1?13和偏心轴箱体1?7装配的过程中,保证导向推进单元15作用在空心轴箱体1?13的一侧可使空心轴箱体1?13沿着空心轴1?1的轴向推动,使空心轴箱体1?13前端面的键槽与偏心轴箱体1?7前端面的键相配合,避免发生偏斜的问题,提高了安装的精度和效率。
[0088] 其中的锁紧架141的顶端安装有与空心轴箱体1?13的上端相抵触的调节螺杆142,用于与空心轴箱体1?13的上端进行定位,锁紧架141的底部一侧连接有多个定位杆144,每个定位杆144上安装有与空心轴箱体1?13的的下端相抵触的调节螺杆142,通过在锁紧架141一侧的多个压紧螺杆143和锁紧架141上下两端的调节螺杆142可使空心轴箱体1?13和偏心轴箱体1?7装配的过程中,保证导向推进单元15作用在空心轴箱体1?13的一侧可使空心轴箱体1?13沿着空心轴1?1的轴向推动,使空心轴箱体1?13前端面的键槽与偏心轴箱体
1?7前端面的键相配合,避免发生偏斜的问题,提高了安装的精度和效率。
[0089] 其中的定位框架14的一侧中部滑动连接有L形伸出板145,L形伸出板145通过导向推进单元15与定位框架14相连,通过调节L形伸出板145在相对于定位框架14的位置可调节导向推进单元15的位置,避免在安装定位框架14时产生干涉的问题。[0090] 其中的导向推进单元15包括伸缩驱动件151,该伸缩驱动件151可设置为气缸、液压缸或电缸等,伸缩驱动件151的一端与L形伸出板145的伸出端相连,伸缩驱动件151的另一端通过导向部件152与定位框架14相连,导向部件152的伸缩端与空心轴箱体1?13的外侧相抵触,通过伸缩驱动件151可带动导向部件152动作而推动空心轴箱体1?13沿着空心轴1?1的轴向动作而完成装配。
[0091] 上述偏心轴箱体安装工装的方法,包括以下步骤:[0092] 步骤1:将空心轴箱体1?13安装在空心轴1?1的一端,将L形伸出板143抽拉到最外侧,再将锁紧架141套接在偏心轴箱体1?7外侧,使带有多个压紧螺杆143的定位面与偏心轴箱体1?7的侧面配合,使定位框架14上端带有调节螺杆142的定位面与偏心轴箱体1?7的上端面相配合;[0093] 步骤2:在锁紧架141与偏心轴箱体3上端面压紧的情况下,旋动压紧螺杆143,使压紧螺杆143顶紧偏心轴箱体1?7的侧面,使锁紧架141与偏心轴箱体1?7固定在一起,将L形伸出板145向锁紧架141的方向推,当导向部件152完成初步定位后,通过螺丝将L形伸出板145定位;[0094] 步骤3:控制伸缩驱动件151动作,在导向部件152的作用下推动空心轴箱体1?13沿着空心轴2的轴向动作;当空心轴箱体1?13前端面十字键槽与偏心轴箱体1?7前端面十字键即将接触时,控制伸缩驱动件151停止动作,旋动锁紧架141上下两端的调节螺杆142,使上端的调节螺杆142与空心轴箱体1?13的上端面接触,使下端的调节螺杆142与空心轴箱体1?13的下端面接触,使空心轴箱体1?13前端面的十字键槽与偏心轴箱体1?7前端面的十字键能够完好配合,调节螺杆142调整好后,继续控制伸缩驱动件151动作,在导向部件152的作用下推动空心轴箱体1?13沿空心轴1?1的轴向方向移动,使空心轴箱体1?13前端面的十字键槽与偏心轴箱体1?7前端面的十字键完全配合且安装到位,然后安装空心轴箱体1?13与偏心轴箱体1?7的连接螺栓,则安装完成。
[0095] 具体地,如图12~图16所示,其中的偏心轴1?4安装在偏心轴箱体1?7内,该偏心轴1?4包括与偏心轴箱体1?7的轴孔相配合的中间轴段,中间轴段的两端分别偏心设置有下偏心轴段和上偏心轴段,下偏心轴段和上偏心轴段的中心轴线重合,下偏心轴段与机架1?5上的定位孔插接配合;偏心轴箱体1?7与空心轴箱体1?13相连,空心轴1?1上安装辐板辊轴箱体1?6,机架1?5包括立柱及其上下两端的安装台,辐板辊轴箱体1?6的上下端面与机架1?5的两个安装台的表面相配合,使空心轴总成安装在机架1?5上。在偏心轴1?4安装时,由于辐板辊轴箱体1?6的上下端面与机架1?5上下端面配合,因此偏心轴箱体1?7必须放置到机架
1?5上后才能安装偏心轴1?4,偏心轴箱体1?7放置位置必须使下偏心轴段的圆柱面正好能安装到机架1?5上的定位孔内,空心轴1?1才能安装成功。
[0096] 安装偏心轴1?4所使用的工装包括设置在机架1?5内用于调节空心轴1?1的位置使偏心轴箱体1?7正确对位的调节装置16,还包括设置在机架1?5的上端用于检测偏心轴箱体1?7和偏心轴1?4是否正确对位的检测装置17及将偏心轴1?4推入偏心轴箱体1?7内使其与定位孔相配合的推进装置18。通过在机架1?5上设置调节装置16,可支撑调节空心轴总成的位置使偏心轴箱体1?7正确对位,通过在机架1?5的上端设置检测装置17,可检测偏心轴箱体1?7和偏心轴1?4的安装是否正确对位,配合调节装置16可实现偏心轴箱体1?7的正确对位,配合检测装置17和手动调整转动偏心轴1?4可完成偏心轴1?4的正确对位,对位正确后,通过推进装置18作用在偏心轴1?4上可使偏心轴1?4的下端安装到机架1?5的定位孔内。整个安装过程无需使用行车吊装的方式调整偏心轴箱体1?7的位置,使偏心轴箱体1?7的位置调节更加安全可靠,调节灵活方便快捷,提高了安装的精度,而且对位结束后也无需人使用锤击将偏心轴1?4安装到位,节省了人力物力,进一步提高了安装的安全性。
[0097] 如图13和图14所示,其中的调节装置16包括底座161,底座161上通过驱动电机162转动连接有旋转架163,旋转架163的一端通过水平油缸164与两个支撑油缸165滑动连接,两个支撑油缸165的上端通过顶帽与空心轴1?1顶紧配合,通过支撑油缸165和旋转架163相配合可实现与空心轴总成相连的偏心轴箱体1?7实现被稳定抬起后通过水平油缸164实现移动,通过驱动电机162实现转动,通过转动和移动来调节空心轴1?1及装配件的位置,而无需行车吊运来调节位置,使偏心轴箱体1?7的位置调节更加灵活、方便、快捷。[0098] 如图15所示,其中的机架1?5的上端可拆卸连接有固定架19,固定架19上沿其长度方向设置有多个滑道191,滑道191内滑动连接有检测装置17和推进装置18,便于检测装置17调节位置来检测相关部件是否安装到位,当安装到位后,通过滑动推进装置18,使推进装置18位于偏心轴1?4的上方可将偏心轴1?4推入到位,而且其中的检测装置17位于推进装置
18的下方,避免了推进装置18对检测装置17的检测产生干涉。
[0099] 如图16所示,其中的检测装置17所在的滑道191外缘沿其长度方向设置有水平刻度板20,用于记录检测装置17在固定架19上的横向位置,该检测装置17包括与固定架19的滑动面垂直的滑板171,滑板171沿其长度方向设置有条形槽,条形槽的一侧设置有纵向刻度板172,条形槽内滑动连接有两个滑块173,每个滑块173上均安装有红外线发射器174,纵向刻度板172可记录两个红外线发射器174的纵向位置。纵向刻度板172结合水平刻度板20可得到两个红外线发射器174的在水平面上的平面坐标,以便根据正确安装时偏心轴箱体1?7和偏心轴1?4上表面上两点的位置所对应的红外线发射器174的位置,将两个红外线发射器174移动到位后,通过调节偏心轴箱体1?7和偏心轴1?4的位置使偏心轴箱体1?7和偏心轴1?4上的标识安装点与两个红外线发射器174精确对位。
[0100] 如图15所示,其中的推进装置18包括滑动架181,该滑动架181包括L形板及其两侧连接的肋板,L形板的外侧滑动连接在固定架19上,L形板的下部安装有竖直油缸182,竖直油缸182位于偏心轴1?4的上方。[0101] 运用上述安装工装对偏心轴安装的方法,包括以下步骤:[0102] 步骤1:偏心轴1?4拆除之前,使用检测装置17检测并记录偏心轴1?4上端面两个标识的安装点的坐标。将检测装置17移动到偏心轴1?4的正上方,记录此时检测装置17在水平刻度板20上的对应刻度为x1;移动两个滑块173,使两个红外线发射器174照射到偏心轴1?4上端面上任意两点,记录此时滑块173在纵向刻度板172上的对应刻度分别为x1y1和x1y2,并且在偏心轴1?4上端面上标记照射的这两点y1和y2;将检测装置17移动到滑道191的一侧。[0103] 步骤2:拆除偏心轴1?4上端的耳环11和轴座10后,将偏心轴1?4吊出。[0104] 步骤3:继续使用检测装置17检测并记录偏心轴箱体1?7上端面两个标识的安装点的坐标。把检测装置17移动到偏心轴箱体1?7的正上方,记录此时检测装置17在水平刻度板20上的对应刻度为x2;移动两个滑块173,使两个红外线发射器174照射到偏心轴箱体1?7上端面上任意两点,记录此时滑块173在纵向刻度板172上的对应刻度分别为x2y3和x2y4,并且在偏心轴1?4上端面上标记照射的这两点y3和y4;将检测装置17移动到滑道191的一侧。
[0105] 步骤4:对空心轴总成上损坏的轴承等备件更换后,需要装配偏心轴1?4时,将装配好的空心轴总成吊入机架1?5内,然后将调节装置16吊入空心轴总成的下方;[0106] 步骤5:调节检测装置17使其上的两个红外线发射器174位于偏心轴箱体1?7上端面上两个标识的安装点的坐标位置,操作调节装置16调节偏心轴箱体1?7的位置,使两个红外线发射器174分别照射到偏心轴箱体1?7上端面标识的两个安装点,确定偏心轴箱体1?7正确对位。滑动两个滑块173,使两个红外线发射器174位于偏心轴箱体1?7上端面上两个标识的安装点x2y3和x2y4的坐标位置;控制支撑油缸165无杆腔进油将空心轴总成顶起,控制水平油缸164活塞杆前后移动带动空心轴总成移动,通过控制驱动电机162正反转带动旋转架163转动,带动空心轴总成转动,从而可调节偏心轴箱体1?7的安装位置,使两个红外线发射器174分别照射到偏心轴箱体1?7上端面上的y3和y4两点,即确定偏心轴箱体1?7的安装位置。[0107] 步骤6:将检测装置17移动到滑道191的一侧,将调节装置16吊出后,将偏心轴1?4吊入偏心轴箱体1?7的轴孔,调节检测装置17使其上的两个红外线发射器174位于偏心轴1?4上端面上两个标识的安装点的坐标位置x1y1和x1y2,转动偏心轴1?4使两个红外线发射器
174分别照射到偏心轴1?4上端面标识的两个安装点y1和y2,确定偏心轴1?4正确对位。
[0108] 步骤7:将检测装置17移动到滑道191的一侧,移动滑动架181到偏心轴1?4的上方,驱动竖直油缸182动作将偏心轴1?4向下推动,直到使偏心轴1?4的下端与机架1?5的定位孔相配合,使偏心轴1?4安装到位。[0109] 步骤8:在偏心轴1?4的上部依次安装轴座和耳环,则偏心轴1?4完成安装。[0110] 另外,在上述拆装方法中,如图2所示,步骤3中提到的周向支撑部件21包括安装在空心轴上的锥套轴承,该锥套轴承包括成组使用的轴承211和退卸套212。由于退卸套212与轴承内圈及空心轴1?1是紧密配合安装,拆卸时难以拆除,拆卸时间长,工作量大,而且还容易造成备件损坏,使更换成本增加,这样不仅造成现场停机时间长,还造成人力及物力的浪费。如图17所示,本发明设计了一种退卸套拆卸工装,该拆卸工装包括套接相连的顶紧部件22和拉伸部件23,顶紧部件22的一端与轴承内圈相抵触,拉伸部件23与退卸套212螺纹连接;拉伸部件23上连接有液压驱动部件24,拉伸部件23内设置有顶出部件25,液压驱动部件
24内的液压油作用在顶出部件25上使顶出部件25推动顶紧部件22而给拉伸部件23以相反的拉出力,从而使与拉伸部件23螺纹连接的退卸套212向外拉出,拆卸快捷方便,安全可靠,降低了备件拆装过程中的损耗率,节约了成本。
[0111] 综上,本发明为空心轴总成的拆装提供了操作规范,运用设计的工装采取由外向内拆卸和由内向外安装的方式沿着空心轴的轴向拆装,提高了拆装效率,降低了备件安装过程中的损坏,节约了安装成本,保证了安装的精度和安全可靠性。[0112] 以上所述,只是用图解说明本发明的一些原理,本说明书并非是要将本发明局限在所示所述的具体结构和适用范围内,故凡是所有可能被利用的相应修改以及等同物,均属于本发明所申请的专利范围。
声明:
“高铁车轮轧机空心轴总成的拆装方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 808
编辑:管理员
来源:宝武集团马钢轨交材料科技有限公司
808
编辑:管理员
来源:宝武集团马钢轨交材料科技有限公司



 咨询细节
咨询细节










































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















