摘要 本文结合实际生产讨论了
粉末冶金铜端环的制作工艺并研究采用全整形方式从而达到提高产品质量的目的。
关键词粉末冶金,铜端环,工艺,整形
中图号 TF121 文献标示码 A 文章编号 1005-1074(2008)12-0247-02
1 前言
铜端环是潜水电机转子中的重要零件,它位于电机转子的两端,用于连接转子槽中铜条的末端,使鼠笼转子形成电回路。在材料上要求铜端环具备良好的导电性,而在工艺性能上则要求其具有较好的可焊性。铜端环常用的加工工艺是铸造和棒材加工,采用粉末冶金方法生产铜端环可以弥补前述加工方法的不足,能极大地提高材料利用率和制品质量,具备了生产效率高、工艺成本低、适应大批量生产的特点。但是在其粉末冶金生产中,由于烧结工序的不可测因素时常导致产品尺寸一致性很差,影响了制品的质量,最终将造成产品的输出减少。因此,本文结合实际,从产品工艺及模具设计过程进行分析并制定出解决方法,有效地提高了铜端环的质量,从而赢得了效益。
2 工艺
2.1 混料 采用
电解铜粉制备,混料配比(质量百分数)Cu:100,硬脂酸
锌:0.5(外加)。混料机充分混合,时间约40min。多年实践表明,本配比能满足制品的性能要求。
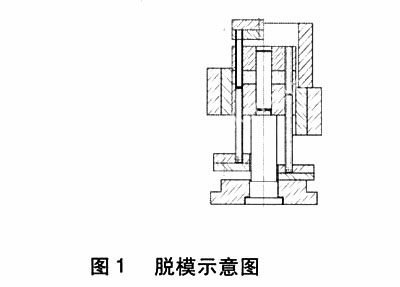
2.2 压制 压制时要严格控制压坯高度,故要求装粉均匀,压制要压到位。因该制品槽数较多,在模具设计中将多个小芯杆用定位销固定在芯杆板上。这样大大方便了成形和脱模操作。手工操作时要求二次脱模,即先将小芯杆脱下再脱出阴模见图1。
2.3 烧结 烧结时采用氨分解气氛保护,烧结温度为950~970℃,保温1.5h。
2.4 后续处理 在烧结过程中由于制品产生收缩的同时伴随有不同程度的变形,结果达不到尺寸公差的要求。为提高尺寸精度,研究采用整形工艺。这样一来可以矫正大部分烧结变形,并改善制品的光洁度,而且制品的密度也有所提高。
3 模具设计
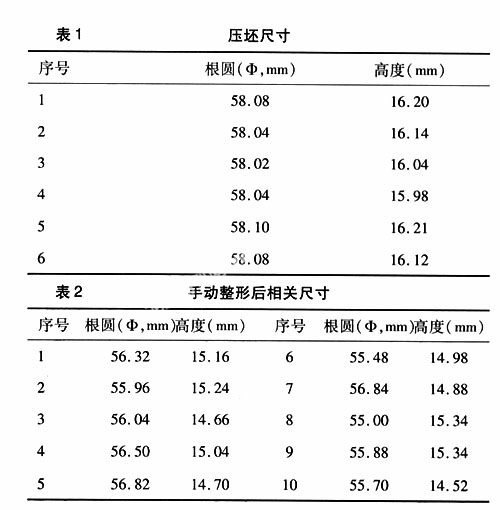
由表1可以看出,压坯尺寸一致性很好,这说明铜端环成形模具设计能很好的实现压坯压制要求,故整形模具设计是解决问题的关键。
3.1 手动整形 主要是对中心孔整形实现内胀外的方式使根圆发生变化,然后手动压平以使表面平整。测量结果见表2。
0NM22MTNAU5Mmr3WxDhDcQ==
根据铜端环尺寸要求:根园的公差:φ55.9±0.3,高度公差:15±0.2。分析根圆的尺寸仍然超差,用简单的压平方式不能保证高度的一致性,整内孔达不到规范根圆尺寸的目的。
3.2 半自动整形模式1 采用半自动整形模架对槽型及高度进行整形如图2所示,整形芯杆对毛坯孔进行精整,而毛坯外径则暴露于外。整形后,由于整形芯杆的外胀作用,使槽型满足设计要求,毛坯外径则随内部的向外扩大而增加。此种整形方式适用于对外径无公差要求的零件,整形结果见表3。
由表3说明,经过整形后槽型和高度满足要求。但在实际的生产中发现烧坯的收缩不一致,尺寸大小不一,造成整形余量或大或小,极不利于整形模式1的实施。故考虑将其进行全整形。
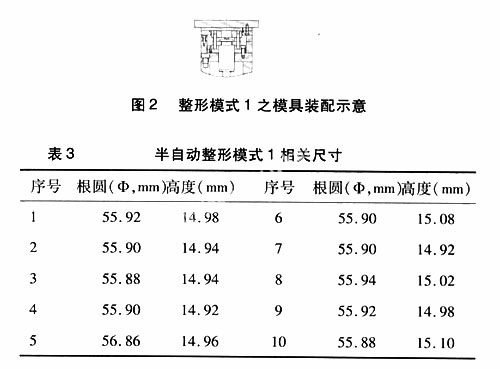
3.3 半自动整形模式2 设计半自动全整形模架对中心孔,外径,槽型及高度进行全整形见图3。该模式在模式1基础上另设计了整形阴模,对毛坯外径进行外箍,对毛坯槽形及内径进行内胀,使零件在整形后完成高度及径向尺寸的全部精整。整形后的零件尺寸一致,外观平整,适用于尺寸精度要求高的毛坯整形。整形后尺寸见表4,尺寸要求:根园:φ76.2±0.3,高度:23±0.2,中心孔:φ63.8±0.2,外径:φ106±0.3。全整形相关尺寸见表4。

显而易见,经过全整形后铜端环的尺寸精度明显提高。
4 结论
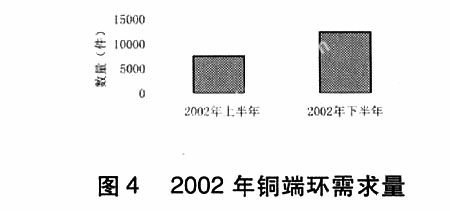
采用全整形工艺后,铜端环的需求量明显增加见图4。图4表明质量第一是我们的生存之本。
声明:
“粉末冶金铜端环工艺的改进” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1235
编辑:北方有色网
来源:牛莉娜
1235
编辑:北方有色网
来源:牛莉娜



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















