简介
推力瓦采用的材质:钢坯 巴氏合金(也称为乌金),用乌金可以在轴温达到110度左右熔化,增加大轴的位移空间,从而保护大轴防止大轴因轴向位移大引起推力瓦的干磨擦。其次是锡青铜、还有钢坯 氟塑料(这种材质摩擦系数小,适合温度更高,不需要对瓦进行刮研,不会因断油而烧瓦)等 。推力瓦要保证在油润滑条件下运行,必须使出油边的最小油膜厚度,符合设计值(如:大型机组推力瓦油膜厚度一般在0.03到0.07mm之间)。这就要求镜板有较高的精度和较低的粗糙度,如果镜板的粗糙度高,则轴承摩擦损耗增大。镜面如有伤痕或锈蚀等缺陷,则可能破坏油膜,甚至造成烧瓦事故。所以,镜板研磨、推力瓦刮削以及对镜板、推力瓦的检修调整工作就显得十分重要。另外,要求镜板保证其波浪度,其平行度根据不同的机组一般为0.02mm每米,推力瓦之间相互高差一般控制在0.02mm之内,即要求推力瓦的平面度与镜板的平面度相近才行。如果,镜板与推力瓦的平面度不好,其偏差超过了最小油膜厚度,会破坏推力瓦与镜扳之间所建立的油膜。推力瓦就会在半干摩擦或干摩擦状态下运行,造成烧瓦事故或瓦面损坏。此外,推力瓦的受力也与它本身的平行度直接相关,只有接触面积大,
工作原理
推力瓦采用的材质:钢坯 巴氏合金(也称为乌金),用乌金可以在轴温达到110度左右熔化,增加大轴的位移空间,从而保护大轴防止大轴因轴向位移大引起推力瓦的干磨擦。其次是锡青铜、还有钢坯 氟塑料(这种材质摩擦系数小,适合温度更高,不需要对瓦进行刮研,不会因断油而烧瓦)等 。推力瓦要保证在油润滑条件下运行,必须使出油边的最小油膜厚度,符合设计值(如:大型机组推力瓦油膜厚度一般在0.03到0.07mm之间)。这就要求镜板有较高的精度和较低的粗糙度,如果镜板的粗糙度高,则轴承摩擦损耗增大。镜面如有伤痕或锈蚀等缺陷,则可能破坏油膜,甚至造成烧瓦事故。所以,镜板研磨、推力瓦刮削以及对镜板、推力瓦的检修调整工作就显得十分重要。另外,要求镜板保证其波浪度,其平行度根据不同的机组一般为0.02mm每米,推力瓦之间相互高差一般控制在0.02mm之内,即要求推力瓦的平面度与镜板的平面度相近才行。如果,镜板与推力瓦的平面度不好,其偏差超过了最小油膜厚度,会破坏推力瓦与镜扳之间所建立的油膜。推力瓦就会在半干摩擦或干摩擦状态下运行,造成烧瓦事故或瓦面损坏。此外,推力瓦的受力也与它本身的平行度直接相关,只有接触面积大,才能使推力瓦承受较大的压力。如果,推力瓦凸凹不平,具有局部高点,受力集中,也会发生烧瓦事故或瓦面严重磨损。只要使推力瓦具有良好的平面性,与镜板有良好的接触性,保证机组启动时,在推力瓦瓦面与镜板之间迅速建立起油膜,并在机组运转时始终保持有一定的油膜厚度而不被破坏,才能保证推力轴承良好的稳定性和运行的安全可靠。
技术参数
河南桦创金属材料贸易有限公司如何修复巴氏合金锡基合金轴瓦轴套。 烧瓦造成运转设备停机,因巴氏合金轴瓦由于工况振动、磨损等原因导致损坏。损坏严重的轴瓦损坏面达轴瓦全部面积的1/3且局部位置轴瓦与轴瓦壳体发生剥离。所以决定采用氧气焊对损坏的巴氏合金轴瓦进行修复。
一.1.对轴瓦焊接修复的要求
修复的焊道内不能有气孔、夹渣、未熔合,1.因设备转子重量大、且转速高(3000r/min要求轴瓦与设备转子轴工作面坚持良好润滑。且要保证焊道的钎接巴氏合金轴瓦强度,以接受转动时产生的剪切应力。
2.修复后焊道外表要恢复原始尺寸。
二.焊前准备
1.焊丝的制备
利用氧气焊焰做热源自行熔制而成,轴瓦的资料为巴氏合金型号ZchSnSb11-6是一种熔点很低(240℃)软金属。选用的焊丝与轴瓦材料相同。见图2焊丝熔制后,使用刀倒去棱角,除去外表氧化膜和渣孔,焊丝外表处置不能使用砂纸或砂轮。
2.轴瓦表面的处置
油分子已深入机体,对于临时处于润滑油工况之中的轴瓦。焊接修复时,这些渗油的外表层阻碍金属间的熔合,故而应作认真清理。
应对已损坏的轴瓦做认真检查,确定焊接修复部位,并将轴瓦放入烘干箱中加热至150-180℃。完全清除掉轴瓦上未熔化但已过热部位之后,使用市售金属清洗剂对其外表氧化膜和油污作认真清洗。之后,再用刀将要修复部位刮去0.2-0.5mm处置后的轴瓦应立即进行焊接修复。
三.轴瓦焊接修复过程
1.预热
如果其温度降低轴承合金过多,选用的焊炬型号为H01-61号喷嘴。轴瓦外表处置之后。要将它加热至150-180℃,并放置在电炉上,以减缓其在焊接修复时的冷却速度,这时要注意避免已处理过的轴瓦外表再污染。
2.焊接修复工艺参数
焊接速度58cm/min一次焊道宽810mm厚34mm施焊2-3层,气焊压力为0.02MPa中性火焰。焊接层间温度大于150℃。轴瓦壳体流露局部清洗之后,应先在底层钎接。
选型原则
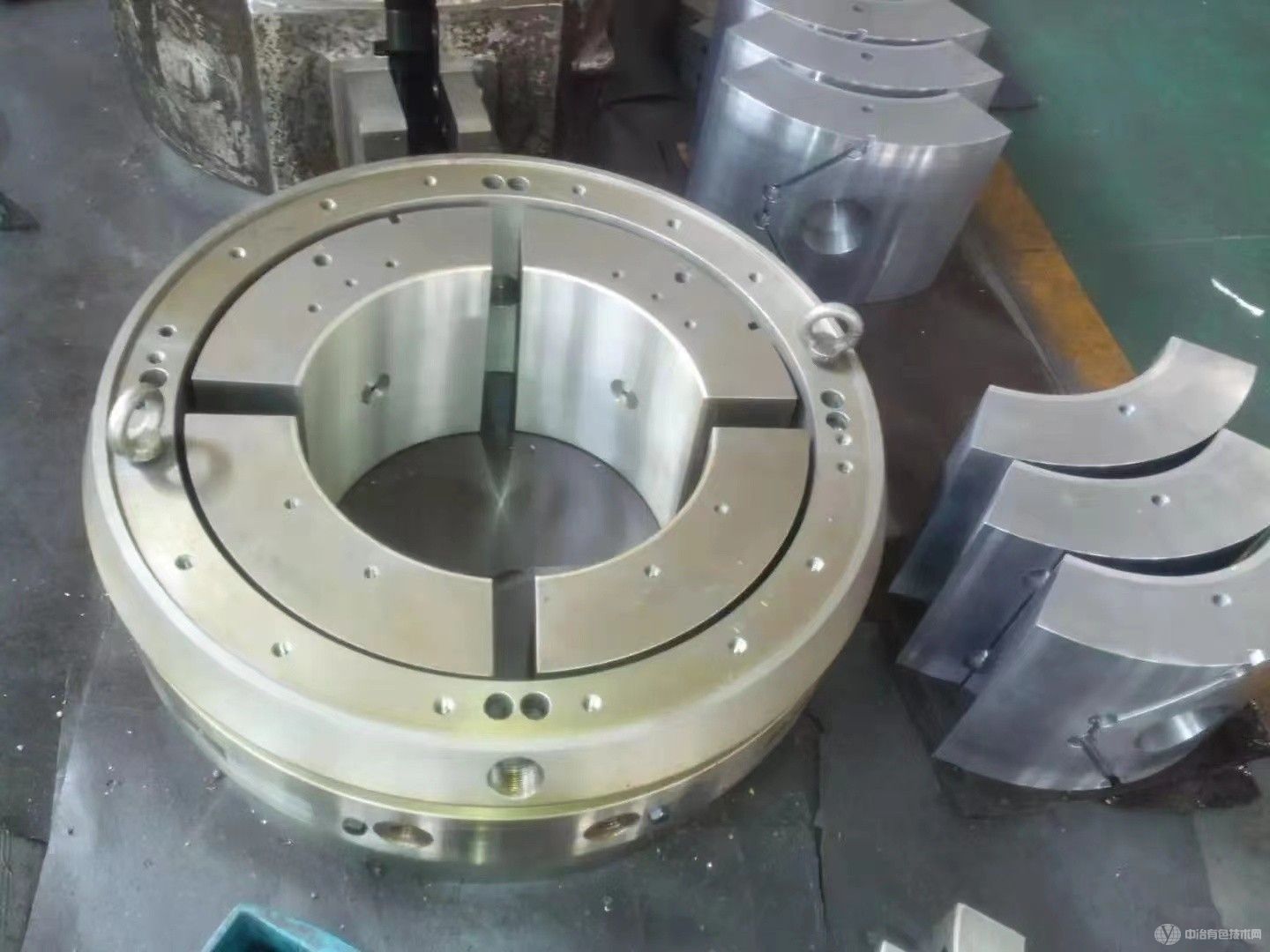
河南桦创金属材料贸易有限公司生产销售巴氏合金,锡基合金,铅基合金、轴承合金,锡基巴氏合金、巴氏合金轴瓦。主导产品锡基合金(4--4熔点225硬度28.6适用于各种涡轮机、内燃机、高速度轴承轴衬。8--4熔点238硬度34.3硬度高、负荷压力大,比较适用于大型机器轴承及轴衬等。11--6熔点240硬度30适用于2000马力以上的高速蒸汽机和500马力的涡轮机、透平压缩机、透平泵和快速内燃机。)锡基巴氏合金,具有耐高温、耐磨、耐腐蚀、抗压、抗震等优点。锡为主要元素;还有铜、锑、铅。因为锡基合金组织由软基体和硬质点所组成,滑动轴承工作时,基体中硬质点支撑轴承,承受摩擦。而软基体则保证轴承与轴颈有良好配合性。所以锡基巴氏合金正是浇铸机械轴瓦、轴套、轴衬产品。主要用于水泥球磨机、压缩机、压延机、水轮机、涡轮机、压缩机、透平泵、快速内燃机、球磨机、选矿设备轴承、金属矿磨机、电梯、吊索、钢丝绳紧固和其它大型机械轴瓦、轴套、轴衬。也是机械密封、吊索具紧固、机床合金滑动垫块、磨床支架垫铸块、滑块等充填产品。质量标准:符合GB/T1174-1992铸造合金标准;性状:块状,具有银白金属光泽;推力瓦滑动轴承与其它滑动轴瓦不同,在推力轴承中,用于固定传动轴,并承载来自传动轴的轴向力(即受力方向与轴向一致),有止推作用。推力轴承中支撑轴承的部分称为轴颈,与轴颈相配的零件就称为轴瓦。在滑动摩擦下工作的轴承。在液体润滑条件下,滑动表面被润滑油分开而不发生直接接触,还可以大大减小摩擦损失和表面磨损,寿命长,常用于高速、重载荷部件中,油膜还具有一定的吸振能力,因此滑动轴承工作平稳、可靠、无噪声。所以客户都选用锡基巴氏合金。
应用案例
烘缸机滑动轴承轴瓦、轴衬铸造翻新。滑动轴承与滚动轴承的区别:滚动轴承靠滚珠做媒介减少阻力,支撑转动;滑动轴承靠轴瓦游隙,减少阻力,支撑转动。滑动轴承中轴瓦与内衬直接与轴颈配合
烘缸机滑动轴承巴氏合金轴瓦、轴衬铸造翻新。滑动轴承与滚动轴承的区别:滚动轴承靠滚珠做媒介减少阻力,支撑转动;滑动轴承靠轴瓦游隙,减少阻力,支撑转动。滑动轴承中轴瓦与内衬直接与轴颈配合使用,相互间有摩擦,而且还要承受交变载荷和冲击载荷的作用。由于轴是机器上的重要零件,其制造工艺复杂,成本高,更换困难,为确保轴颈受到小的磨损,轴瓦的硬度应比轴颈低得多,必要时可更换被磨损的轴瓦而继续使用轴。[性能]:足够的耐压强度和耐疲性能;较好的减摩性(摩擦系数要小);较好的储备润滑油的功能;良好的磨合性;较好的导热性和耐蚀性;较好的工艺性能,使之制造容易。一种材料无法同时满足上述性能要求,可将滑动轴承合金用铸造的方法镶铸在低碳钢或铜的轴瓦背壳上,制成双金属轴承。 轴承合金应具备软硬兼备:(1)软基体和均匀分布的硬质点(2)硬基体上分布着软质点。轴承在工作时,软的先被磨损下凹,可储存润滑油,形成连续分布的油膜,硬的组成部分则起着支承轴颈的作用。这样,轴承与轴颈的实际接触面积大大减少,使轴承的摩擦减少。[材料]:(1)锡基轴承合金,锡基轴承合金是以锡为基础,加入锑、铜、镍、镉等元素组成的合金。其优点是具有很好的塑性、导热性和耐蚀性,而且摩擦系数和膨胀系数小,适合于制作重要轴承,如汽轮机、发动机和压气机等大型机器的高速轴瓦。缺点是疲强度低,工作温度较低(不高于150℃)。常用牌号如:zchsnsb11-6、zchsnsb8-8、zchsnsb8-4……。锡基巴氏合金 具有较好的顺应性,避咬合性,耐磨耐腐蚀减震耐压和较好的嵌臧性能,成份有锡锑铜铅组成,锡铜融合形成针状体,锑锡融合形成晶状体,若配量合理,温度适当,其结构均匀细密。常用的锡基合金zchsnsb11-6的化学成份是锑10-12%铜5.5-6.5%锡余量(2)铅基轴承合金? 是以铅为主,加入锑、锡、铜、镉、钙、银、碲等合金元素组成的合金。铅基轴承合金的强度、硬度、导热性和耐蚀性均比锡基轴承合金低,而且摩擦系数较大。适合于制造中、低载荷的轴瓦,如粉碎机、烘缸机、打浆机、冷轧机、铁路车辆轴承等。巴氏合金生产加工河南桦创专业为您服务
设备结构
代号:ZCHSnSb4-4,硬度:28.6熔点:225用途:适用于各种涡轮机、内燃机、高速度轴承轴衬等。
代号:ZCHSnSb15-2-18,硬度:29.6熔点:185用途:适用于中等速度和压力的机器轴承,不耐高温。
代号:ZCHSnSb8-4,硬度:24熔点:200用途:比较适合用于浇注内燃机的高速轴承。
代号:ZCHSnSb7.5-3,硬度:28.3熔点:238用途:适用于一般大型机器轴承及轴衬等。
代号:ZCHSnSb12-4-10,硬度:29熔点:190用途:适用于汽车轴承、拖拉机轴承和一般发动机的主轴承,不适用于高温。
代号:ZCHSnSb11-6,硬度:30熔点:241用途:最硬适用于2000马力以上的高速蒸汽机和500马力的涡轮机、透平压缩机、透平泵和快速内燃机。
代号:ZCHSnSb12-3-10,硬度:29.6熔点:1855用途:适用于一般引擎的主轴承,不耐高温。


 3605
3605 


 咨询底价
咨询底价





























































































 贵州 - 贵阳
贵州 - 贵阳 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日




















