全部
▼
 3591
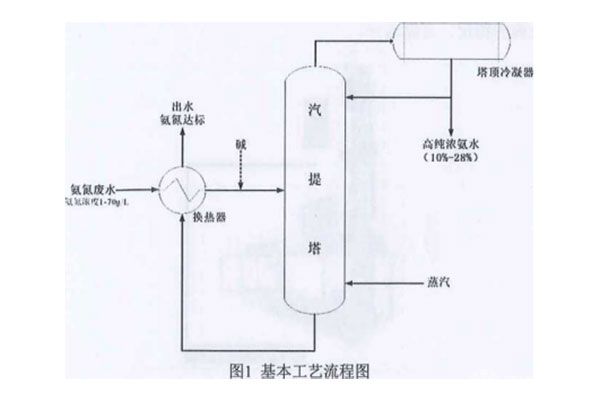
3591 复杂高氨氮废水资源化处理技术及装备的技术原理是基于氨与水分子相对挥发度的差异,通过氨-水的气液平衡、金属-氨的络合-解络合反应平衡、金属氢氧化物的沉淀-溶解平衡的热力学计算,在汽提精馄脱氨塔内将氨氮以分子氨的形式从水中分离,然后-经塔顶冷凝器回收得到浓度10%-28%的高纯度氨水产品,可回用于生产或直接销售;处理后出水由塔底流出,氨氮浓度降至10mg/L以下(最低<3mg/L),优于国家《污水综合排放标准》(GB 8978-1996) 一级排放要求,可直接排放或处理后回用于生产。
将核心设备进行了优化集成,研发出针对热解络合-分子精馏脱氨的不同时段、不同参数、不同空间的三维全指标立体实时监控技术与系统,实现全过程自动控制,保障了 氨氮废水处理设施的稳定、可靠运行。
该技术已在相关行业建立复杂高浓度氨氮废水资源化处理示范工程60余套,通过将氨氮废水与含氨废气协同处理、氨资源回收与界内循环、污染物深度脱除与废水/气达标排放进行综合考虑,有效解决了我国有色行业高复杂氨氮废水的低成本、资源化处理难 题,处理岀水稳定达标,部分工程已运行8年以上。技术应用使相关企业的新鲜氨/铉消耗减少80%以上,废水氨氮去除率和氨资源回收率均大于99%,处理后出水氨氮稳定达 到国家一级排放标准及相关行业、地方标准要求,为企业带来了良好的经济效益和环境 效益。
应用案例:
|
序号 |
应用企业 |
项目名称 |
应用情况 |
|
1 |
湖南邦普循环科技有限公司 |
废旧电池循环利用过程高浓度氨氮废水资源化处理工程 |
累计建设项目6期,其中一期、二期、三期、 四期分别于2011、2015、2017、2019年投入 运行,五期、六期在建;进水氨氮约3000-90 00mg/L,处理出水氨氮低于8mg/L,并回收浓度大于15%的氨水回用于生产工艺。 |
|
2 |
衢州华友钻新材料有限公司 |
三元前驱体生产含重金属、氨 氮废水资源化处理工程 |
一期、二期工程分别于2014年7月、2015年 7月投运。进水氨氮浓度3000-10000mg/L,出 水氨氮浓度稳定<10mg/L,最低可达到3mg/L 以下,二价钻、镣、镐离子含量分别由35mg/ L、65mgL、30mg/L 处理至低于 0.5> 0.1 和 2. Omg/L,同时回收浓度超过15%的氨水回用于生产。项目被评为2017年国家重点环境保护 实用技术示范工程。 |
|
3 |
江门市长优实业有 限公司 |
三元前驱体生产氨氮废水资源化综合处理 工程 |
一期、二期、三期、四期、五期规模分别为4 00m3/d> 400m3/d> 800m3/d> 1900 m3/d> 190 0 m3/do原水氨氮8000~16000mg/L,处理出 水氨氮<10mg/L,回收氨水浓度达到20%〜25% (试剂级),吨水蒸汽消耗小于102kgo被评 为2014年国家重点环境保护实用技术示范工程。 |
|
4 |
陕西金堆城钥业股份有限公 司 |
钥酸铉废水治理技改项目 |
项目于2012年9月投运,进水氨氮35000mg/ L,出水氨氮<10mg/L,回收氨水浓度大于1 6%,被评为2015年国家重点环境保护实用技 术示范工程。 |
|
5 |
江鸨世泰科车乌品有限公司 |
仲鸨酸俊(AP T)生产氨氮废 水资源化处理 工程 |
项目于2014年7月投运,原水氨氮浓度约10 000mg/L,处理后出水氨氮<10mg/L,回收氨 水浓度大于16%,项目获得2016年原环保部 环境保护科学技术一等奖。 |



 咨询底价
咨询底价
































































































 贵州 - 贵阳
贵州 - 贵阳 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日




















