全部
▼

 830
830

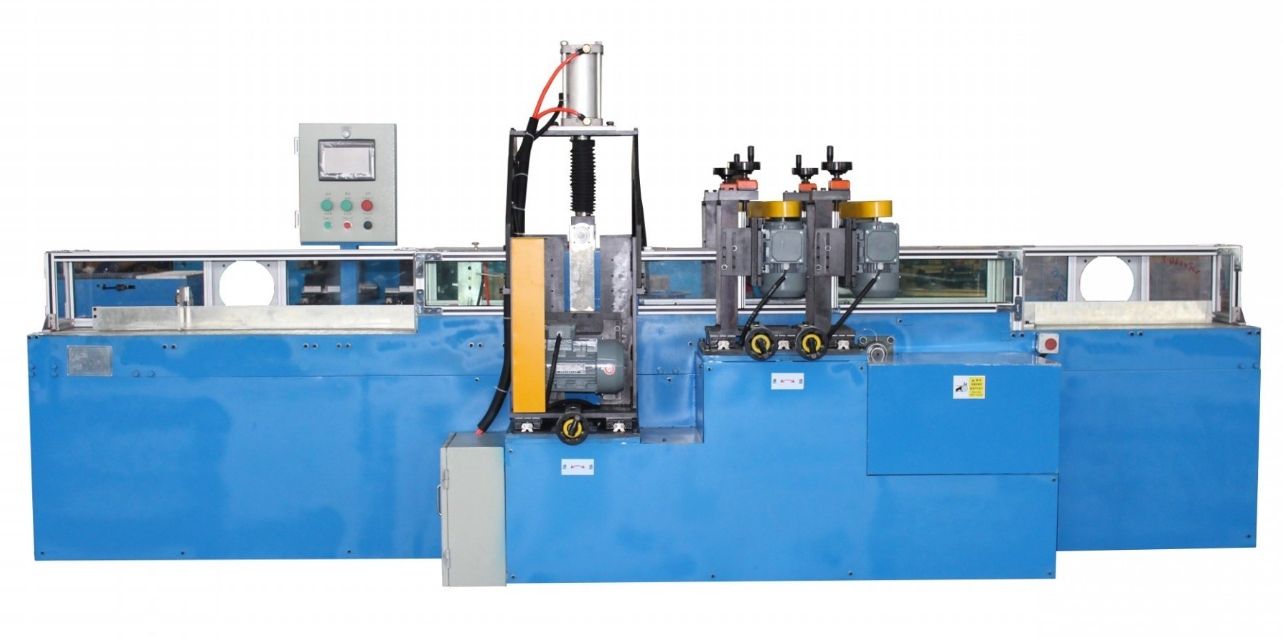
ZHQC200全自动汽车铸焊机是我司研发的铅酸蓄电池专业制造设备之一。该设备采用四工位旋转结构,更换模具方便快捷,减少工人劳动强度;人机界面PLC可编程控制器自动控制,具有操作简单、性能可靠、功能性强、生产效率高等优点。
技术参数:
1.生产效率:80-90只/小时(节约一半的人工。)(≤100AH/12V)
2.功率:45KW
3.气源:0.6-0.8MPa 耗气量:2.4m3L/小时 冷 却 水:0.5MPa
4.外形尺寸:4000mm×2500mm×2300mm(长×宽×高)mm 设备重量:3500Kg
设备特点:
1.操作人员:2人;
2.主机采用气动间歇回转升降转盘机构,带动四组气动夹具旋转以完成四工位极群的夹持转送功能。
3.主机转盘每次转动90º升降一次,经过气动间歇回转升降转盘机构依次转动;装极群、整理刷耳刷剂、模具铸焊、取出极群四道工序。
4.第一工位为装极群工序:由气缸升降托板机构和气动夹具组成。在运行过程中气缸升降托板机构配合转盘上的气动夹具手动操作完成极群组的装填、夹紧、夹具翻转180º等动作。至此便完成了极群组的装填过程,为下道工序做准备。
5.第二工位为刷耳浸剂工序:由气缸升降托板机构和气动夹具、往复平台(毛刷、钢丝刷以及助焊剂盒)、整理机构组成。其作用是先整理极群极耳,然后用钢丝刷刷去极耳上的氧化层,接着在蘸有助焊剂的毛刷刷极耳让在极耳上均匀的刷上助焊剂,此工序为自动完成的。
6.第三工位为铸焊工序:由气缸升降机构和气动夹具、模具、脱模机构、熔铅炉、铅泵、冷却系统组成。此工位工作情况直接影响铸焊极群的质量。此工序为自动完成的。
7.第四工位为极群取出装槽。由气缸升降托板机构和气动夹具组成。将在此之前翻转180º的夹具翻转回原始状态,然后松开夹具使铸焊完的极群组下落在气动升降托板上,人工取出极群装槽完成整个焊接过程。



 咨询底价
咨询底价






























































































 贵州 - 贵阳
贵州 - 贵阳 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日




















