全部
▼
热搜:

 540
540
 0
0
这里介绍的星云NEH系列1000V动力电池组工况模拟测试系统,也叫能量回馈式双向通道电源处理系统,是一款由计算机控制的能量回馈式双向通道的电源处理系统。该系统可以实现毫秒级功率特性曲线输出,并按实际的路况电池仿真模拟测试,符合IEC、SAE、GB等标准,对EV/HEV动力电池系统进行电气性能综合测试,通过测试数据帮助电池生产企业、电动汽车厂商及检测、研究机构对电池的品质进行综合评估,为电动汽车的研究、生产及应用提供科学依据。
 542
0
542
0
星云储能电源测试系统是一款专门用于测试便携式移动电源逆变器板的测试设备,通过测试可对逆变器板的并网逆变基本信息进行检测,可获取包括:电压、电流、频率、功率等基础信息,还可对逆变器板的并网逆变效率、并网输出直流分量、并网电流谐波进行检测,以判断逆变器板的性能指标。星云储能电源测试系统拥有双通道配置,最高支持2kW功率,非常适合各类移动电源厂家流水线批量快速检测。
 597
0
597
0
星云600kW-1650V电池组工况模拟测试系统是一款能量回馈式双向双通道的电源处理系统,是专门为高功率二次电池组测试而开发的高精密充放电仿真设备,可用于锂电池组性能测试。该系统可以实现毫秒级功率特性曲线输出,并按实际的路况电池仿真模拟测试,符合IEC、SAE、GB等标准,也能对EV/HEV动力电池系统进行电气性能综合测试,并通过测试数据帮助电池生产企业、储能厂商及检测、研究机构对电池进行综合评估,为研究、生产及应用提供科学依据。
 536
0
536
0
星云150V500A锂电池组能量回馈充放电测试系统是一台主要用于电动汽车锂电池模组、电动自行车锂电池组、电动工具锂电池组,以及储能锂电池组等高功率电池组循环充/放电、电池组功能测试的专业设备。
 565
0
565
0
星云环境温箱充放电一体机(直流母线版)是一款融合了直流母线技术与环境温箱控制的一体化电芯充放电测试系统,设备整体节省线材和钣金使用量,最大化利用厂房空间通过分布式直流母线、双向逆变技术提升电能转化效率、降低能耗,帮助用户提升电芯测试的准确性、安全性和经济性。该款设备支持定制化设计与生产,可满足不同客户不同测试场景下的设备适配需求。

 585
0
585
0
星云纹波模拟测试系统是一款专门为电芯模拟纹波电流注入而开发的模拟仿真设备,设备可配合星云电芯测试系统使用,通过设定电压、电流、频率范围,生成相对应的纹波信号,并依托纹波加热、纹波干扰模拟等功能,得出模拟测试数据,并参照相应数据评估纹波对电芯各层面的影响,为电芯研发、生产提供可靠的依据。

 575
0
575
0
星云NEH 1100V-V009系列动力电池组工况模拟测试系统是一款高效节能型的充放电仿真测试设备,拥有省电高效、测试精准、安全可靠、多量程、谐波小、轻量化、小体积、可脱机运行等特点,能够充分满足电池测试的各种工况模拟。

 566
0
566
0
充放电测试系统900V系列,BAT-NE-400-V001 可提供卓越的准确性和灵活性,该系统可以实现毫秒级功率特性曲线输出, 并按实际的路况电池仿真模拟测试:符合 IEC, SAE, GB…等标准,对 EV/HEV 动力电池系统进行 电气性能综合测试,通过测试数据帮助电池生产企业、电动汽车厂商及检测、研究机构对电池、电机 的品质进行综合评估,为电动汽车的研究、生产及应用提供科学依据。
 574
0
574
0
星云BMS储能高压盒子测试系统,该系统适用于5V-1000V电池组高压盒的基本特性及保护特性等一体化测试而开发的锂电池组BMS高压盒测试系统,高压模块电压电流1000V/2A,采用模块化设计各模块独立方便维护和扩展。
 532
0
532
0
BAT-NEDQ-04-V010测试适用于1S&2S锂电池生产线中保护板基本特性及保护特性测试,是针对1S&2S锂电池含1-Wire单总线方案的PCM的基本特性及保护特性测试的一款高精度快速测试仪。
 517
0
517
0
星云动力锂电池组保护板测试系统:该系统适用于电动工具、园林工具、电动自行车、后备电源等产品,针对2S-12S(最大串数16S)锂电池组保护板的基本特性测试、保护特性等一体化以及对电量管理IC(支持12C、HDQ、SMBUS、UART及其他定制化协议)的参数下载、对比、PCB校准等而开发的测试系统。
 560
0
560
0
星云动力电池组EOL测试系统BAT-NEEVPEOL-01-V001-1004,可应用于动力电池包下线测试,含基本功能及绝缘耐压安规性能测试等。自主模块化设计:与传统的集成方案不同的是,该款EOL设备由星云股份研发团队完全自主设计、制造,并采用模块化思路设计,客户可根据功能需求配置板卡。
 505
0
505
0
星云穿戴式设备锂电池组保护板测试系统:BAT-NEWS-04-V002测试是针对单机穿戴式锂电池PCM的基本特性及保护特性测试的一款高精度快速测试仪,适用于无线耳机、电动牙刷、智能手表、智能眼镜等穿戴式设备锂电池保护板测试。
 504
0
504
0
星云便携式充放电测试系统是一款高性能的移动式电池模组测试系统。设备具备能量回馈式功能,可用于锂电池组、小型电池包测试等测试领域。其可提供卓越的准确性和灵活性,可通过设备触摸屏软件或则手机APP软件、PC软件对设备进行操作控制。
 510
0
510
0
星云动力电池组便携式电芯平衡修复系统使用充放电单元对电芯进行充放电,可避免电池不平衡趋势的恶化,延长电池的使用寿命。主要用于汽车电池模块、储能电池模块等高功率电芯循环充电、放电、老化测试、电芯性能、功能测试及充放电数据监测一体化的平衡循环测试,可同时对最多36串电动摩托车、汽车模组进行电芯修复。

 495
0
495
0
星云动力锂电池组能量回馈充放电测试系统BAT-NEM-6060-V001适用于48-60V系列电动自行车电池组、48V通讯储能/家庭储能/混动车电池组、EV电池模组、医疗设备电池组、电动工具电池组、无人机电池组、AGV小车电池组、自动扫地机及机器人电池组等测试。
 519
0
519
0
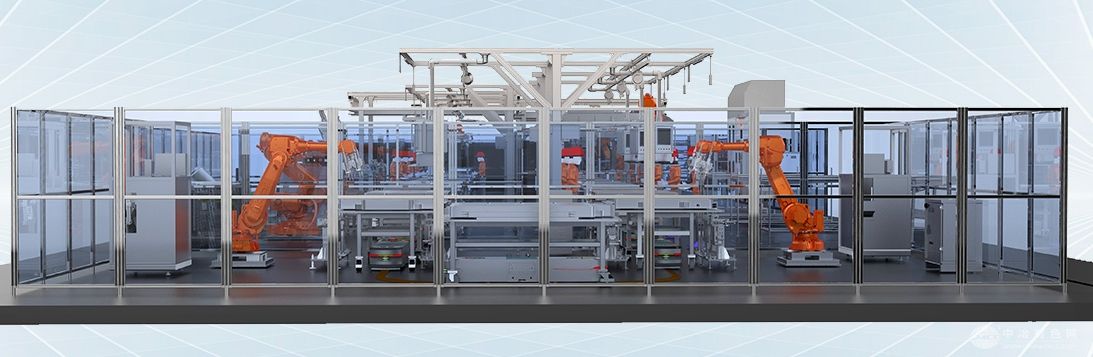
福建星云电子股份有限公司推出的锂电池PACK自动化生产线,是一套专门用于将锂电池模组组装成电池包的先进设备。它最大的特点是能够根据客户的电芯方案以及生产工艺进行定制化设计,满足不同客户在生产过程中的个性化需求,从而提高生产效率和产品质量,为锂电池的组装生产提供了高效、灵活的解决方案。
 507
0
507
0
福建星云电子的BAT-NELCT-201010-V001测试系统主要用于2S-4S笔记本锂电池组生产线的循环充放电测试。它针对美国TI公司多种方案的手机、笔记本和平板电脑电池组,具备8通道独立测试能力,能应对不同电芯。系统采用控制模组和电源功率模组的架构,各模组独立,稳定性高且便于维护。还配备SMBUS通讯功能,工控机死机后可选择继续或停止测试,同时具备完善的保护功能。
 504
0
504
0
星云锂电池保护板自动测试线是一种专门用于检测锂电池保护板功能和性能指标的设备。它能够高效、准确地对保护板的各项参数进行测试,特别适合工厂在大批量生产过程中用于产品出厂前的检测,确保每一块锂电池保护板都能达到质量标准,从而保障产品的可靠性和安全性。
 500
0
500
0
福建星云电子股份有限公司的动力电池组BMS自动测试线是一款专为电动汽车动力电池组的BMS(电池管理系统)设计的自动化测试设备。它能够根据客户的工艺需求进行定制开发,以满足不同客户在生产过程中的多样化测试要求。这款设备不仅提高了测试效率,还确保了测试的准确性和一致性,为电动汽车动力电池组的质量把控提供了有力支持。
 522
0
522
0
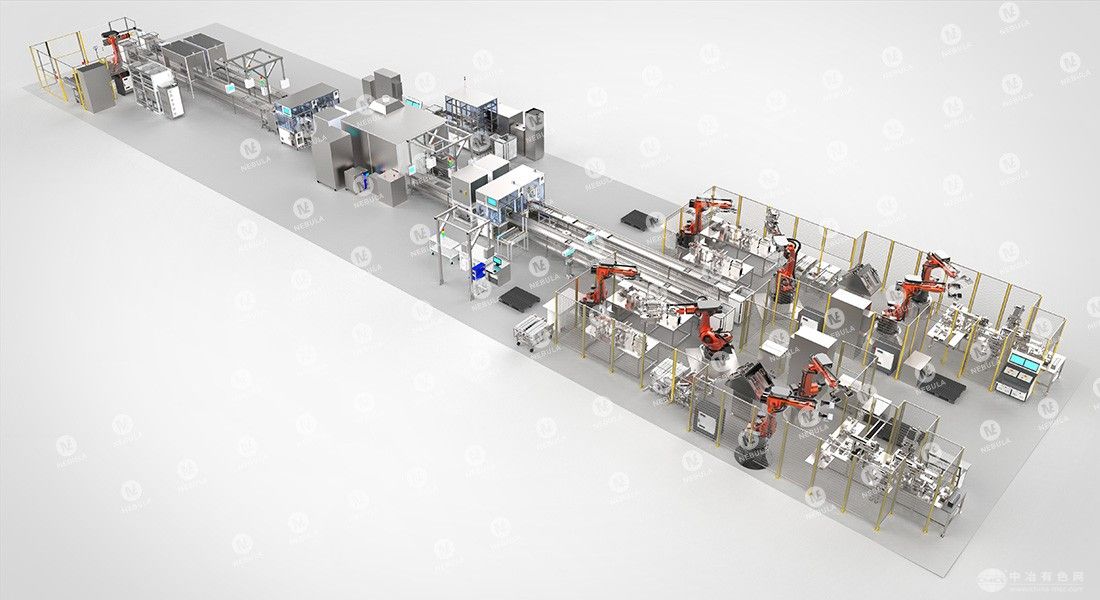
福建星云电子股份有限公司推出的锂电池模组自动化生产线,专注于锂电池从电芯组装到模组生产的全过程。这条生产线最大的特点是能够根据客户的电芯方案和生产工艺进行定制化设计,满足不同客户在锂电池生产中的个性化需求。
 548
0
548
0
全新一代星云模组低压绝缘测试系统,全新一代星云模组低压绝缘测试系统正式发布!模块化设计,兼容多种电池模组测试!全新升级,模组低压绝缘测试系统,产品适用模组类型:一个托盘单排单模组一个托盘单排双模组,一个托盘双排单模组一个托盘双排双模组,兼容模组长度1300mm、宽度640mm以下尺寸。
 501
0
501
0
星云手机数码锂电池组成品测试系统BAT-NEPDQ-01B-V016概述:BAT-NEPDQ-01B-V016 测试适用于手机数码锂电池生产线中成品/半成品基本特性的测试,主要针对保护IC的基本特性测试而开发的Pack综合测试系统(支持I2C、SMBus、HDQ通讯协议) 。
 476
0
476
0
星云电芯化成分容测试系统具有诸多优点。它拥有万分之五的电流精度,精度分档可自动匹配120A和200A,满足不同精度要求。设备支持全主机三相平衡,即使工步不同步或托盘未满,也能保持三相均衡。接口防呆快换设计,便于生产维护。脱机模式下,设备可在上位机脱机时正常运行,保存数据超1小时。

 326
0
326
0
LT3000系列电池pack测试设备可实现对高电压、大电流的电池包进行充放电等电性能测试,设备不产生谐波,改善了生产环境,实现绿色生产。它还是一款全自动可编程的电池pack综合测试设备,广泛应用于各类电池生产企业的电池pack研究开发和品质检验。
中冶有色为您提供最新的有色金属锂电设备优质商品信息,包括品牌,厂家,图片、规格型号、用途、原理、技术参数、性能指标等。
")
 2025年09月12日 ~ 14日
2025年09月12日 ~ 14日 钠/锂电池材料产业科技大会") 2025年08月10日 ~ 12日
2025年08月10日 ~ 12日  2025年08月01日 ~ 03日
2025年08月01日 ~ 03日 
 2025年07月25日 ~ 27日
2025年07月25日 ~ 27日  2025年07月24日 ~ 26日
2025年07月24日 ~ 26日 















































































