全部
▼
热搜:

据塔斯社最新报道,俄罗斯托木斯克理工大学研究人员研制出一种金属氢化物储氢新技术。这项创新技术将有助于解决当前储能领域的挑战,为氢能产业的发展提供更加高效、经济的解决方案。
 712
712
 0
0

近日,一项关于锂电池破碎热解设备及废旧锂电池中铜铝分选工艺的创新技术,为这一难题带来了全新的解决方案,为绿色能源产业的可持续发展注入了新的活力。这一创新技术的出现,不仅解决了废旧锂电池处理难题,还为绿色能源产业的可持续发展提供了新的动力。通过废旧锂电池的有效回收利用,不仅可以减少对环境的污染,还可以节约有限的自然资源,降低了生产成本,提高了企业的经济效益。
562
0

随着社会的发展和科技的进步,黄金作为一种重要的贵金属,被广泛应用于各个领域。氧化铜矿是提取黄金的重要矿石之一,然而,氧化铜矿中的金浮选过程却面临着诸多困难。本文将从以下几个方面探讨氧化铜矿中金浮选难度的原因。
659
0

近日,榆能研究院组织实施的大型电热釜镁冶炼技术中试项目成功出镁,主要指标达到预期目标。该项目的成功标志着榆能集团在金属镁冶炼工艺上取得了关键技术突破,为我国镁产业发展迈出了坚实的一步。
563
0

辉锑矿是一种含有锑和硫的矿物,主要产于我国云南、贵州、广西、湖南等地。辉锑矿是自然锑资源的绝大多数,由于辉锑矿的特殊性质,使得其选矿过程相对复杂,需要采用一系列先进的技术和设备来提高选矿效率和质量。辉锑矿在选矿过程中面临重重挑战,主要表现在哪些方面呢?
706
0

金属矿产资源在国民经济发展、人类社会进步中发挥着十分重要的作用。它们是现代工业的基础,对于国家经济的持续增长和人民生活水平的提高具有举足轻重的地位。只有不断提升金属矿产资源开发利用水平,才能够进一步加快国民经济的发展步伐。
561
0


近日,科研人员将宽带隙钙钛矿太阳能电池与有机太阳能电池结合,开发出新型钙钛矿-有机叠层太阳能电池,其光电转化效率可达26.4%(经第三方认证为25.7%),刷新了钙钛矿-有机叠层太阳能电池光电转化效率的最高纪录。
463
0
近日,中国领先的新能源汽车制造商比亚迪再次在固态电池领域取得重要突破。据悉,比亚迪公司公布了一项最新的固态电池专利。该专利显示,比亚迪正在研发一种创新的固态电解质,有望提升电池的能量密度和安全性,同时也有望降低生产成本。
613
0
针对洛阳豫港龙泉铝业有限公司所使用的,由沈阳市汇丰机械厂生产的kh-L2*22T/I型 25kg铝锭连续铸造生产线 ,对其主机--铸造机堆垛机翻转机构、传动系统、控制系统等进行了分析。找到了影响铸造机平稳性的主要因素及其解决方法 ,为进一步提高铸造机的运行平稳性提供了理论依据。
557
0

近日,清华大学化学工程系张强教授团队发表了全固态金属锂电池富锂锰基正极材料的体相/表界面结构设计的研究结果,提出了一种原位体相/表界面结构调控策略,构建了快速稳定的Li+/e−通路,促进了富锂锰基正极材料在全固态锂电池中的实用化。
766
0

随着全球经济的快速发展,对铝资源的需求也在不断增加。然而,铝矿石资源有限,且开采成本较高。因此,开发和利用再生铝资源成为了解决这一问题的关键。再生铝是指通过对废旧铝制品进行回收、破碎、分选、熔炼等工艺处理,使其恢复到可用于生产新产品的状态的铝材料。再生铝熔炼技术是再生铝产业的核心环节,本文将对再生铝熔炼技术进行探讨。
545
0

近日,DIC宣布其与尤尼吉可合作开发了一种新的特种聚苯硫醚 (PPS) 薄膜,可抑制高频传输损耗。该产品的低介电特性使其适用于支持下一代通信设备的毫米波印刷电路板和毫米波雷达。这种新型 PPS 薄膜已经被多家电子材料制造商评估,目前正在为开始商业生产做准备。
556
0
近日,记者从南开大学获悉,针对钙钛矿太阳能电池高温工作条件下运行稳定性差这一领域难题,南开大学化学学院教授袁明鉴带领课题组开展高水平国际合作研究,成功制备出兼具高能量转换效率与高运行稳定性的钙钛矿太阳能电池器件。这标志着新一代光伏技术取得重大突破。该研究成果于9月30日在《自然》(Nature)杂志发布。
670
0
近日,云南省科技厅实施的云南省稀贵金属材料基因工程重大专项取得了重要突破。据悉,该专项近期系统研究了32种合金元素对相变动力学的影响,通过高通量计算筛选结合关键实验验证的方法,大幅节约了研发成本、缩短了研发周期,促进了新型铂—铝高温合金的发展。这一成果的发表在国际材料领域期刊《材料学报》上,充分展示了中国在新材料研究领域的实力和创新能力。
515
0
近日,现代汽车集团(包括现代汽车与起亚汽车)宣布了一项具有里程碑意义的合作项目,携手韩国钢铁巨头现代钢铁以及电池材料专家EcoPro BM,共同研发并推广磷酸铁锂(LFP)电池正极材料的直接合成制造技术。这一创新举措标志着汽车、钢铁与电池材料行业间的深度融合,旨在推动新能源汽车产业向更加环保、高效、经济的方向迈进。
606
0

近日,广西中金岭南矿业有限责任公司(以下简称“广西矿业”)在盘龙铅锌矿成功应用了锚索注浆支护技术,对长锚索支护的悬空段进行了注浆加固。这一创新举措有效地增强了回采过程中采场顶板破碎岩体的稳定性,从而确保了后续生产作业的安全进行。
611
0
据最新一期《自然·可持续性》杂志报道,美国佐治亚理工学院领导的多机构团队开发出一种革命性低成本阴极材料——氯化铁,其成本仅为典型阴极材料的1%—2%,但可储存相同数量的电量。该项成果将极大地改善电动汽车市场以及整个锂离子电池市场。
607
0
近年来,水系锌碘电池因具有显著优势,引起科研人员的广泛关注。锌碘电池中使用的水系电解液能大大提高电池的安全性,避免电池在使用过程中发生电解液毒害、爆炸等问题。同时,锌碘电池的比容量高,锌和碘元素在地壳中的自然储量极其丰富且获取途径相对简单,大大降低了锌碘电池的使用成本,便于实际应用。
542
0

近日,海南大学田新龙和杨金霖教授领导的“海洋清洁能源”创新团队取得了一项重要突破,他们成功研制出了一种基于天然海水电解液的超长循环寿命、可重复充电的氯离子电池。这一成果标志着可逆阴离子存储电极技术的重大突破,是对可持续水系电池的一次革新,有望为深远海领域的电能储备与供应提供解决方案。相关研究论文发表在国际学术期刊《美国化学学会杂志》。
741
0

9月24日,中国科学院大连化学物理研究所发布消息,该所在储能技术研究部(DNL17)李先锋研究员和刘涛研究员的团队近日取得了一项重要突破,他们成功地在高功率密度全钒液流电池电极研究领域做出了新的探索。这项研究成果的核心是开发出一种铋(Bi)单原子负载石墨毡电极,这一新设计的电极材料为高功率密度全钒液流电池电极材料的设计提供了新的可能性。
658
0

9月20日,深圳市聚能永拓科技开发有限公司(以下简称“聚能永拓”)的全资控股子公司——聚能永拓(珠海)科技开发有限公司,在珠海市高栏港经济区隆重举行了年产5000吨卤水提锂专用锂离子吸附剂项目的投产仪式。该项目总投资约5亿元人民币,标志着聚能永拓在盐湖提锂技术领域迈出了重要一步,年产量将达到5000吨规模,为新能源行业提供了强有力的锂材料供应保障。
626
0
铝合金由于轻质、高强及加工性能良好,在质子交换膜燃料电池(PEMFC)双极板中具有应用前景。然而,酸性高温条件下,活性铝合金表面极易腐蚀,影响双极板的传导性,制约电池使用稳定性和安全性。目前,针对双极板表面防护涂层主要包括金属涂层、导电聚合物复合涂层和非晶碳层。金属涂层采用磁控溅射等方法构筑,其制备要求高,成本高;导电聚合物复合涂层填料均匀分散困难;非晶碳层兼具防腐和导电性,是双极板表面防护的理想选择。目前非晶碳层主要是喷涂和磁控溅射制备,低的制备速率、低稳定性及弱结合强度是目前应用的挑战。
685
0

近日,据外媒报道,加拿大科学家成功研制出一种理论比容量高达2600W/kg的全固态锂硫电池,这一突破性成果有望为电动汽车市场带来革命性的变革。据悉,这种新型电池充一次电竟然可以跑4000公里,远超目前市场上主流的电动汽车。
954
0
与传统钠金属电池相比,零过量或无阳极钠电池(AFNMBs)在没有过量钠的情况下,提高了能量密度,且制造与集成工艺与传统锂电池类似,有望实现大规模生产。然而,AFNMB仍然面临与其他钠电池类似的问题,包括不稳定的SEI层和枝晶生长。最近研究表明,钠金属沉积物的形态和稳定性与外部机械压力密切相关,增加压力能够显著提高钠的沉积均匀性和CE。
727
0

随着社会的发展和科技的进步,对有色金属的需求越来越大,而锑作为一种重要的有色金属,其在化工、电子、医药等领域具有广泛的应用。然而,随着锑的开采和使用,大量的锑矿石中含有锑渣,如何从锑渣中回收金属锑成为了一个亟待解决的问题。
572
0

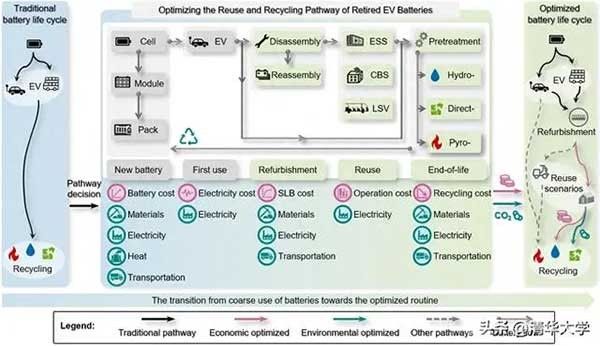
近日,清华大学深圳国际研究生院的张璇、吴秋伟、周光敏团队提出了一种针对退役电池的再利用和回收路径决策方法。该方法明确了应根据退役电池类型和健康状态(SOH)等参数选择合适的再利用场景和回收方式,以降低成本并提升能效。
563
0
稀土开采和加工过程中对环境的影响日益受到关注,为保护环境和稀土资源,防止过度开采和资源枯竭,国家实施了更严厉的法规。稀土回收将成为整个产业链的重要一环,随着技术进步、政策支持和市场的推动,稀土回收行业将持续发展并发挥重要作用。
558
0

在现代船舶发展过程中,美、俄(苏)、英、德、法、日等船舶强国,均将材料技术发展视作船舶发展的基础和先导,对材料技术发展给予了高度重视,不仅在不同的发展时期从船舶材料技术发展的顶层研究,制定了发展战略规划,投入大量人力、财力持续开展基础材料技术、新兴材料技术的研发和前沿技术的探索,而且非常注重试验验证平台(包括试验潜艇)的建设。
577
0





































































