1.本发明涉及金钢线加工技术领域,特别涉及一种表面镀附高磷
镍合金的金钢砂、镀附液、镀附工艺、镀附装置及含有该金钢砂的金钢线。
背景技术:
2.现有金钢线制备工艺中,悬浮上砂是主流技术,这种工艺对化学镀金钢砂要求极高。化学镀砂技术已然成熟,但生产出适合制备金钢线的金钢砂技术目前仍未成熟。
3.高品质化学镀金钢砂可以显著降低生产成本,目前金钢砂是金钢线生产过程中重要的原材料之一,在生产成本的比重超过15%。化学镀砂,在保证质量的同时,可以回收旧砂,退镀后重复利用,生产成本将下降约5%。但是现有技术的化学镀砂所得到的金钢砂在进行悬浮上砂时候非常容易团聚,使得部分金钢线基材裸露的情况,且对金钢砂镀附的时候,也存在金属难以镀附上去,镀附不均匀的情况。这些问题的主要原因是将金钢砂与钢丝电镀结合的过程(钢线来回绕20?50圈),有线圈效应,并形成磁感线,导磁性金钢砂会因为磁感线运动,吸附,进而引发颗粒团聚。
技术实现要素:
4.为了解决上述问题,本发明旨在提供一种表面镀附高磷镍合金的金钢砂、镀附液、镀附工艺、镀附装置及含有该金钢砂的金钢线,采用本发明的镀附液,可以使得金钢砂上的金属镀附均匀,镀层磷含量>11%,不导磁,耐蚀性能好。金钢砂整体不容易团聚,金钢线上砂均匀,颗粒覆盖度高,所得金钢线品质更好。
5.为了实现上述目的,本发明具体采用如下技术方案:
6.一种金钢砂表面镀附高磷镍合金的镀附液,所述镀附液包括如下组分:
7.
硫酸镍20g/l?35g/l、次亚磷酸钾20g/l?35g/l、dl?酒石酸钾5g/l?10g/l、三乙醇胺5ml/l?10ml/l、丙二酸:5g/l?10g/l,所述镀附液的ph保持6.0≤ph≤7.0。只有采用本发明所述的镀附液,才能得到含磷量>11%的不导磁金钢砂,且能极好的适应后面的上砂步骤,使得不采用上砂剂也能得到上砂良好的金钢线。
8.所述的dl?酒石酸钾指的是外消旋酒石酸钾。
9.优选的,采用10%~20%(v/v)氨水和15%~35%硫酸(v/v)对镀附液的ph进行调整。
10.一种金钢砂表面镀附高磷镍合金的镀附工艺,包括如下步骤:
[0011]ⅰ:配置权利要求1~2任一项所述的镀附液;
[0012]ⅱ:将镀附液加热至35℃?50℃之间,将金钢砂倒入步骤i所得镀附液中进行反应。在此温度范围内的镀附均可得到不导磁的金钢砂。当然更进一步的,当温度为45~50℃时候,所得到的金钢砂的增重更多。
[0013]
优选的,所述步骤ii所用金钢砂使用之前进行预处理,所述预处理包括粗化微蚀
步骤,所述粗化微蚀所用粗化液以1000ml计,包括:5?10ml硝酸、1?5ml磷酸、5?20g三氧化铬,其余为水,金钢砂与粗化液的质量体积比g/ml为1~2:100。当然,粗化液中的成分也可以根据生产规模进行相应的扩大或缩小,只要保持本发明的比例即可。例如,粗化液为2000ml时,其他配料相应调整为10?20ml硝酸、2?10ml磷酸、10?40g三氧化铬。
[0014]
优选的,所述预处理还包括活化步骤,所述活化步骤具体如下:
[0015]
活化液以1000ml计,包括使用含有0.1?0.2g氯化钯、和1?2g的氯化亚
锡混合、稀盐酸溶液,对粗化微蚀后的金钢砂活化2h~5h。此处所述的稀盐酸溶液指的是质量分数小于等于10%的盐酸溶液,最好质量分数为是在5%~15%之间,最佳的是采用质量分数为10%的盐酸溶液。
[0016]
优选的,所述粗化微蚀的温度为70℃~85℃,时间为3min~5min。
[0017]
进一步优选的,所述金钢砂和镀附液的质量体积比g/ml为1~2:100,镀附温度为45~50℃。
[0018]
优选的,所述金钢砂分批次加入镀镍溶液中,每次加入的金钢砂为加入金钢砂总质量为20%~30%。分次加入主要目的是为了使加入镀附液的金钢砂能快速分散,不粘连。另外也可以控制反应速度,避免一次加入过多,镀液ph值突降。例如总砂量为20克,那么第一次加入约4克,第二次再加4克,每次相隔60秒左右,依次类推。
[0019]
一种金钢砂,其是前述所述的镀附工艺得到,或采用前述所述的镀附液镀附得到。
[0020]
一种金钢线,金钢线上包括前述所述的金钢砂。
[0021]
一种镀附装置,所述镀附装置包括:
[0022]
内胆,所述内胆底部为v型;
[0023]
加热装置,设置在内胆外侧;
[0024]
加料口,设置在内胆上部;
[0025]
v型搅拌桨,设置在内胆底部的v型部;
[0026]
至少一个水平搅拌桨,设置v型搅拌桨上方;
[0027]
搅拌连杆,连接v型搅拌桨和水平搅拌桨;
[0028]
伺服电机,带动搅拌连杆转动;
[0029]
排料管,设置在内胆底部。本发明的镀附装置可以更好的使得镀附均匀。
[0030]
优选的,所述的水平搅拌桨为两个,分别位于内胆的中部和上部,所述两个水平搅拌桨互为反角设置,搅拌时,所述位于内胆上部的搅拌桨为下压搅拌桨,所述位于内胆中部的搅拌桨为上翻搅拌桨。反角设置指的是位于上部的搅拌桨的桨叶的在安装时候的翻转角度与位于中部的搅拌桨的桨叶的翻转角度为相反的,例如,上面的搅拌桨叶安装时候是水平正向翻转45°,而中部的搅拌桨的桨叶则反向翻转45°,这样才会在搅拌时,两个搅拌桨的作用不同。当然为了防止液体飞溅,应当将上部的搅拌桨设置为搅拌时起下压作用的搅拌桨,将中部的搅拌桨设置为搅拌时起上翻作用的搅拌桨,如此才能使得在防止飞溅的同时,混合均匀。
[0031]
优选的,所述的加热装置为油浴夹层加热装置,所述的油浴夹层加热装置外侧设置有外壳。
[0032]
本发明所涉及的数值范围的端值,均在本发明保护范围中。
[0033]
有益效果
[0034]
本发明在镀附前对金钢砂进行粗化微蚀,能使得金钢砂表面粗糙,可显著提升镀层与基体的结合能力。
[0035]
本发明镀附方法所得金钢砂上的金属镀附均匀,镀层磷含量>11%,不导磁,耐蚀性能好。金钢砂整体不容易团聚,金钢线上砂均匀,所得金钢线品质更好。
[0036]
本发明镀附液得到的镀层无脆性,镀附液所得金钢砂上砂时候无需额外加上砂剂,因此上砂后的上砂镀液的后处理更加简单。
[0037]
采用本发明镀附方法所得金钢砂与基材的结合力良好,打结拉断(带扣),无镀层或者金钢砂脱落现象,颗粒分布良好,均匀。
[0038]
本发明的镀附装置中采用多桨叶,两水平桨分布在罐体内,一个v型桨叶在底部,可使及时快速搅拌,也不会有溶液飞溅出来。进而保证金钢砂在镀附过程保持悬浮状态。
[0039]
镀附装置进一步采用油浴加热,使得反应过程温度恒定,批次偏差更小。
附图说明
[0040]
图1为本发明的金钢砂镀附装置示意图。
[0041]
图2为本发明实施例1的金钢砂表面粗化微蚀处理前的表面结构图。
[0042]
图3为本发明实施例1的金钢砂表面粗化微蚀处理后的表面结构图。
[0043]
图4为本发明实施例1的金钢砂表面经过活化后表面结构图。
[0044]
图5为本发明实施例1的金钢砂表面经过活化后的成分分析图。
[0045]
图6为本发明实施例1镀附镍后的金钢砂表面镀层的结构图。
[0046]
图7为本发明实施例1镀附镍后的金钢砂表面镀层的成分检测位点图。
[0047]
图8为本发明实施例2镀附镍后的金钢砂表面镀层的结构图。
[0048]
图9为本发明实施例2镀附镍后的金钢砂表面镀层的成分检测位点图。
[0049]
图10为本发明实施例3镀附镍后的金钢砂表面镀层的结构图。
[0050]
图11为本发明实施例3镀附镍后的金钢砂表面镀层的成分检测位点图。
[0051]
图12为本发明实施例4镀附镍后的金钢砂表面镀层的外观检测示意图。
[0052]
图13为本发明实施例4镀附镍后的金钢砂表面镀层的成分检测位点图。
[0053]
图14为本发明实施例5镀附镍后的金钢砂表面镀层的外观检测示意图。
[0054]
图15为本发明实施例6镀附镍后的金钢砂表面镀层的外观检测示意图。
[0055]
图16为本发明实施例6镀附镍后的金钢砂表面镀层的成分检测位点图。
[0056]
图17为本发明实施例7镀附镍后的金钢砂表面镀层的外观检测示意图。
[0057]
图18为采用本发明实施例1方法所得镀附后的金钢砂采用不含有上砂剂的原料配制的镀液进行上砂所得金钢线的外观图。
[0058]
图19为采用本发明实施例2方法所得镀附后的金钢砂采用不含有上砂剂的原料配制的镀液进行上砂所得金钢线的外观图。
[0059]
图20为采用本发明实施例3方法所得镀附后的金钢砂采用不含有上砂剂的原料配制的镀液进行上砂所得金钢线的外观图。
[0060]
图21为采用本发明实施例4方法所得镀附后的金钢砂采用不含有上砂剂的原料配制的镀液进行上砂所得金钢线的外观图。
[0061]
图22为采用本发明实施例6方法所得镀附后的金钢砂采用不含有上砂剂的原料配
制的镀液进行上砂所得金钢线的外观图。
[0062]
图23为采用本发明实施例6方法所得镀附后的金钢砂采用含有上砂剂的原料配制的镀液进行上砂所得金钢线的外观图。
[0063]
图24~图27依次为采用实施例1~4方法所得镀附后的金钢砂采用不含有上砂剂的原料配制的镀液进行上砂所得到的金钢线各种弯折或打结的外观图。
[0064]
图28本发明实施例3镀附液检测结果图。
[0065]
图29传统镀附液的检测结果图。
[0066]
附图序号:1?加料口;2?油浴夹层加热装置;3?外壳;4?水平搅拌桨;5?油浴加热管;6?v型搅拌桨;7?伺服电机;8?搅拌连杆;9?观察口;10?中控柜;11?温度检测器;12?排料阀门。
具体实施方式
[0067]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0068]
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
[0069]
除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。
[0070]
下面结合附图对本发明进行详细说明,以方便本领域技术人员理解本发明。
[0071]
下述实施例中所用测试仪器型号如下:
[0072]
1:ms3000马尔文粒径测试仪;
[0073]
2:prisma e sem?环境扫描钨灯丝电镜;
[0074]
3:基恩士vk?x3000视觉
检测仪。
[0075]
本发明下述实施例中所用的原料金钢砂:购自河南省力量钻石股份有限公司,粒径为:8.5um,晶型:锋利型。
[0076]
实施例1
[0077]
步骤i:金钢砂粗化微蚀效果以及检测
[0078]
采用含有硝酸10ml/l、磷酸5ml/l、三氧化铬20g/l的混合水溶液作为粗化液加热至70~85℃,粗化液的总体积为1000毫升,(也即1000ml的粗化液中,硝酸的含量是10ml,磷酸的含量是5ml,三氧化铬的含量为20g),将10g的金钢砂加入粗化液中,保持70~85℃处理3~5min,得到粗化微蚀的金钢砂。粗化微蚀前的金钢砂图片如图2所示,粗化微蚀后的金钢砂如图3所示,从图中可以看出,经过粗化液处理后的金钢砂的表面更加细密。
[0079]
步骤ii:金钢砂活化
[0080]
在含有0.1g氯化钯和1g的氯化亚锡混合质量分数为10%盐酸溶液中加入步骤i所得的粗化微蚀后的金钢砂10g,所述0.1g氯化钯、1g的氯化亚锡和质量分数为10%盐酸溶液的总体积为1000ml,25?35℃搅拌浸泡5小时。结束后水洗三次即得到活化后的金钢砂,采用prisma e sem?环境扫描钨灯丝电镜对所得活化后的金钢砂检测其表面,所得活化后的金钢砂外观测试的图片如图4所示,成分分析(prisma e sem?环境扫描钨灯丝电镜检测)如图5所示,从图中可以看出,活化后的金钢砂的表面能明显检测到钯元素的存在。
[0081]
步骤iii:化学镀镍
[0082]
配置含有下述化合物的常温水溶液(总体积1000毫升)作为镀附液:
[0083]
硫酸镍20g,次亚磷酸钾20g,dl?酒石酸钾5g,三乙醇胺5ml,丙二酸5g。
[0084]
将镀附液的ph调至6.0~7.0,然后边搅拌边升温至45℃?50℃。后将步骤ii所得的活化后的金钢砂分批次加入上述溶液中,金钢砂的总加入量为10g/l,每批次加入约25%,防止镀附液ph突降,反应期间监测溶液的ph,使其维持在6.0~7.0,ph偏低时,用15%氨水进行调整,偏高用25%硫酸调整。反应约75分钟时间后,无气泡产生,为反应结束。
[0085]
对镀附结束后的金钢砂外观进行检测,结果如图6所示,镀附金钢砂表面镀层的成分检测如图7所示。对应的检测结果如下表所示:
[0086]
检测仪器:prisma e sem?环境扫描钨灯丝电镜;
[0087]
表1:实施例1所得金钢砂镀层含量表
[0088]
重量%cpnipt113.36315.32871.310pt24.43312.33583.232
[0089]
上表中的pt1、pt2指的是对成分检测图中的两个位点进行测试,从上表可以看出,本发明所得金钢砂的磷含量>11%(化学镍镀层磷含量>9%开始不导磁),经过进一步的磁性测量(用
钕铁硼强磁体吸附),发现本实施例镀附后的金钢砂不导磁,金钢砂经过步骤i~iii,增重比为48%。步骤iii的镀附液中的镍残留0.4克/升。
[0090]
实施例2
[0091]
步骤i:金钢砂粗化微蚀
[0092]
采用含有硝酸10ml/l、磷酸5ml/l、三氧化铬20g/l的混合水溶液作为粗化液,粗化液的总体积为1000ml,将粗化液加热至70~85℃,将金钢砂20克加入混合液中,保持70?85℃处理3~5min,得到粗化微蚀后的金钢砂。
[0093]
步骤ii:金钢砂活化
[0094]
0.2g氯化钯和2g的氯化亚锡混合质量分数为10%的盐酸溶液得到1000ml的活化液,向其中加入步骤i所得的粗化微蚀后的金钢砂20g,25?35℃搅拌浸泡5小时。
[0095]
步骤iii:化学镀镍
[0096]
配置含有下述化合物的常温水溶液(总体积1000毫升)作为镀附液:
[0097]
硫酸镍30g,次亚磷酸钾30g,dl?酒石酸钾7.5g,三乙醇胺7.5ml,丙二酸7.5g。
[0098]
将镀附液的ph调至6.0~7.0,然后边搅拌边升温至45℃?50℃。后将步骤ii所得的活化后的金钢砂分批次加入上述溶液中,金钢砂的总加入量为10g/l,每批次加入约25%,反应期间监测溶液的ph,使其维持在6.0~7.0,ph偏低时,用15%氨水进行调整,偏高用
25%硫酸调整。反应约65分钟时间后,无气泡产生,为反应结束。
[0099]
对镀附结束后的金钢砂的外观进行检测,如图8所示,镀附后的金钢砂表面镀层的成分检测如图9所示。对应的检测结果如下表所示:(检测仪器:prisma e sem?环境扫描钨灯丝电镜)
[0100]
表2:实施例2所得金钢砂镀层含量表
[0101]
重量%cpnipt11.02111.39587.584pt20.84011.79287.368pt31.66311.64686.691
[0102]
上表中的pt1、pt2、pt3指的是对成分检测图中的三个位点进行测试,从上表可以看出,本实施例所得镀附后的金钢砂的磷含量>11%(化学镍镀层磷含量>9%开始不导磁),且经过进一步检测,镀附后的金钢砂不导磁,金钢砂经过步骤i~iii,增重比为36.2%,镀附液中的残留镍为0.2克/升。
[0103]
实施例3
[0104]
步骤i:金钢砂粗化微蚀
[0105]
采用含有硝酸10ml/l、磷酸5ml/l、三氧化铬20g/l的混合水溶液的混合水溶液作为粗化液,粗化液的总体积为1000ml,加热至70~85℃,将10g的金钢砂加入混合液中,保持70?85℃处理3~5min,得到粗化微蚀的金钢砂。
[0106]
步骤ii:金钢砂活化
[0107]
0.2g氯化钯和2g的氯化亚锡混合质量分数为10%的盐酸溶液得到1000ml的活化液,向其加入步骤i所得的粗化微蚀后的金钢砂20g,25?35℃搅拌浸泡5小时。
[0108]
步骤iii:化学镀镍
[0109]
配置含有下述化合物的常温水溶液(总体积1000毫升)作为镀附液:
[0110]
硫酸镍35g,次亚磷酸钾35g,dl?酒石酸钾10g,三乙醇胺10ml,丙二酸10g。
[0111]
将镀附液的ph调至6.0~7.0,然后边搅拌边升温至45℃?50℃。后将采用步骤ii所得的活化后的金钢砂分批次加入上述溶液中,金钢砂的总加入量为20g/l,每批次加入约25%,反应期间监测溶液的ph,使其维持在6.0~7.0,ph偏低时,用15%氨水进行调整,偏高用25%硫酸调整。反应约85分钟时间后,无气泡产生,为反应结束。
[0112]
对镀附结束后的金钢砂进行外观检测,如图10所示,镀附金钢砂表面镀层的成分检测如图11所示。对应的检测结果如下表所示:
[0113]
检测仪器:prisma e sem?环境扫描钨灯丝电镜
[0114]
表3:实施例3所得金钢砂镀层含量表
[0115]
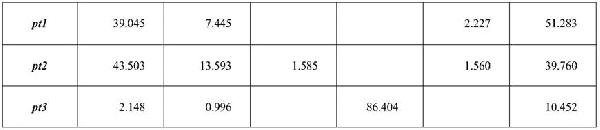
重量%calpniah45?120?1(1)_pt14.7051.24513.34080.710ah45?120?1(1)_pt28.2441.01814.97275.766ah45?120?1(1)_pt35.7380.89915.08878.275
[0116]
上表中的ah45?120?1(1)_pt1、ah45?120?1(1)_pt2、ah45?120?1(1)_pt3指的是对成分检测图中的三个位点进行测试,从上表可以看出,本实施例所得金钢砂的磷含量>11%(化学镍镀层磷含量>9%开始不导磁),且经过进一步测试,本实施例镀附后的金钢砂
不导磁,金钢砂经过步骤i~iii,增重比为41%,镀附结束后,镀附液中的镍残留为0.48g/l。
[0117]
实施例4
[0118]
步骤i:金钢砂粗化微蚀
[0119]
采用含有硝酸5ml/l、磷酸1ml/l、三氧化铬5g/l的混合水溶液作为粗化液,粗化液用量为1000ml,将粗化液加热至70~85℃,将10g的金钢砂加入混合液中,保持70
?
85℃处理3~5min,得到粗化微蚀的金钢砂。
[0120]
步骤ii:金钢砂活化
[0121]
0.2g氯化钯和2g的氯化亚锡混合质量分数为10%的盐酸溶液作为1000ml的活化液,向其加入步骤i所得的粗化微蚀后的金钢砂10g,25
?
35℃搅拌浸泡5小时。
[0122]
步骤iii:化学镀镍
[0123]
配置含有下述化合物的常温水溶液(总体积1000毫升)作为镀附液:
[0124]
硫酸镍35g,次亚磷酸钾35g,dl
?
酒石酸钾10g,三乙醇胺10ml,丙二酸10g。
[0125]
将溶液ph调至6.0~7.0,然后边搅拌边升温至35
?
40℃。后将步骤ii所得的活化后的金钢砂分批次加入上述溶液中,金钢砂的总加入量为10g/l,每批次加入约25%,反应期间监测溶液的ph,使其维持在6.0~7.0,ph偏低时,用15%氨水进行调整,偏高用25%硫酸调整。反应约120分钟时间后,无气泡产生,为反应结束。
[0126]
对镀附结束后的金钢砂进行检测,如图12所示,镀附金钢砂表面镀层的成分检测如图13所示。对应的检测结果如下表所示:
[0127]
检测仪器:prisma e sem
?
环境扫描钨灯丝电镜
[0128]
表4:实施例4所得金钢砂镀层含量表
[0129]
重量%coalpniah46
?
54
?
2(3h)(1)_pt18.554 0.53213.01479.900ah46
?
54
?
2(3h)(1)_pt29.824 1.10714.14274.927ah46
?
54
?
2(3h)(1)_pt38.7531.4591.26613.65274.870
[0130]
上表中的ah46
?
54
?
2(3h)(1)_pt1、ah46
?
54
?
2(3h)(1)_pt2、ah46
?
54
?
2(3h)(1)_pt3指的是对成分检测图中的三个位点进行测试,上表中空格的地方表明该层的对应的元素无法含量非常低,无法检出,从上表可以看出,本发明所得金钢砂的磷含量>11%,且经过进一步测试,本实施例镀附后的金钢砂不导磁,金钢砂经过步骤i~iii,增重比为18%,但镀附结束后镀液中镍的残留为总量的4.5g/l,因此不适合经济生产。
[0131]
实施例5没有粗化步骤
[0132]
步骤i:金钢砂活化
[0133]
在含有0.2g氯化钯和2g的氯化亚锡混合质量分数为10%的盐酸溶液得到1000ml的活化液,向其中加入金钢砂10g,25
?
35℃搅拌浸泡5小时。
[0134]
步骤ii:化学镀镍
[0135]
配置含有下述化合物的常温水溶液(总体积1000毫升)作为镀附液:
[0136]
硫酸镍35g,次亚磷酸钾35g,dl
?
酒石酸钾10g,三乙醇胺10ml,丙二酸:10g。
[0137]
将溶液ph调至6.0~7.0,然后边搅拌边升温至45
?
50℃。后将步骤i所得的活化后的金钢砂分批次加入上述溶液中,金钢砂的总加入量为10g/l,每批次加入约25%,反应期
间监测溶液的ph,使其维持在6.0~7.0,ph偏低时,用15%氨水进行调整,偏高用25%硫酸调整。反应约75分钟时间后,无气泡产生,为反应结束。
[0138]
对镀附结束后的金钢砂进行检测,如图14所示(检测仪器:prisma e sem
?
环境扫描钨灯丝电镜),从图中可以看出,不经过表面粗化处理的金钢砂,表面于镀层结合力不良,不能形成完整包裹层。
[0139]
实施例6市面常规化学镍体系
[0140]
步骤i:金钢砂粗化
[0141]
采用含有硝酸10ml/l、磷酸5ml/l、三氧化铬20g/l的混合水溶液作为粗化液,粗化液用量为1000ml,将粗化液加热至70~85℃,将20g的金钢砂加入混合液中,保持70
?
85℃处理3~5min,得到粗化微蚀的金钢砂。
[0142]
步骤ii:金钢砂活化
[0143]
0.2g氯化钯和2g的氯化亚锡混合10%盐酸溶液得到1000ml的活化液,向其中加入步骤i所得的粗化微蚀后的金钢砂20克,25
?
35℃搅拌浸泡5小时。
[0144]
步骤iii:化学镀镍
[0145]
配置含有下述化合物的常温水溶液(总体积1000毫升)作为镀附液:
[0146]
硫酸镍35g,次亚磷酸钾35g,苹果酸10g,乳酸10ml,丁二酸10g。
[0147]
将溶液ph调至6.0~7.0,然后边搅拌边升温至45
?
55℃。后将步骤ii所得的活化后的金钢砂分批次加入上述溶液中,金钢砂的总加入量为20g/l,每批次加入约25%,反应期间监测溶液的ph,使其维持在6.0~7.0,ph偏低时,用15%氨水进行调整,偏高用25%硫酸调整。反应约90分钟时间后,无气泡产生,为反应结束。
[0148]
对镀附结束后的金钢砂进行检测,如图15所示,镀附金钢砂表面镀层的成分检测如图16所示。对应的检测结果如下表所示:
[0149]
检测仪器:prisma e sem
?
环境扫描钨灯丝电镜
[0150]
表5:实施例6所得金钢砂镀层含量表
[0151][0152][0153]
上表中的_pt1、_pt2、pt3指的是对成分检测图中的三个位点进行测试,从上表可以看出,使用市面上通用化学镍材料组合的化学镍体系所得金钢砂的磷含量<9%(化学镍镀层磷含量>9%开始不导磁),且经过进一步测试,该镀附后的金钢砂导磁,金钢砂经过步骤i~iii,增重比为40.9%。
[0154]
实施例7无三乙醇氨对比
[0155]
步骤i:金钢砂活化
[0156]
0.2g氯化钯和2g的氯化亚锡混合质量分数为10%盐酸溶液得到1000ml的活化液,向活化液中加入采用实施例3的步骤i方法所得到的粗化微蚀后的金钢砂10g,25
?
35℃搅拌
浸泡5小时。
[0157]
步骤ii:化学镀镍
[0158]
配置含有下述化合物的常温水溶液(总体积1000毫升)作为镀附液:
[0159]
硫酸镍35g,次亚磷酸钾35g,dl
?
酒石酸钾10g,丙二酸:10g。
[0160]
将溶液ph调至6.0~7.0,然后边搅拌边升温至45
?
50℃。后将步骤i所得的活化后的金钢砂分批次加入上述溶液中,金钢砂的总加入量为10g/l,每批次加入约25%,反应期间监测溶液的ph,使其维持在6.0~7.0,ph偏低时,用15%氨水进行调整,偏高用25%硫酸调整。反应约75分钟时间后,无气泡产生,为反应结束。
[0161]
对镀附结束后的金钢砂外观进行检测,如图17所示(检测仪器:prisma e sem
?
环境扫描钨灯丝电镜),从图中可以看出,没有三乙醇氨的化学镍体系,表面于镀层结晶粗糙,同时也体现了镀液稳定性不良,有镍渣产生。镀附结束后,镀附液中镍残留几乎为0.
[0162]
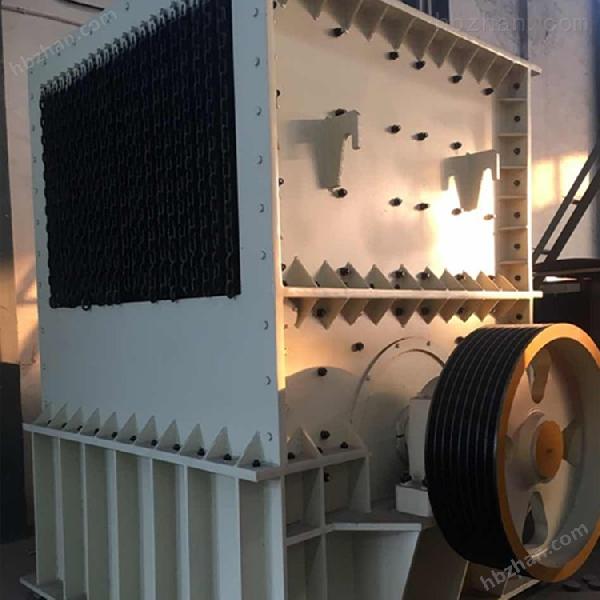
其中本发明上述所有实施例所涉及的化学镀镍在如图1所示的镀附装置中进行。
[0163]
如图1所示,为本发明镀镍所用装置的结构示意图。从图中可以看出,所述装置包括内胆,内胆的底部为v型;在内胆的外侧设置有油浴夹层加热装置2,夹层中设置有油浴加热管5和温度检测器11,在油浴夹层加热装置2外侧还设置有外壳3;
[0164]
在内胆的顶部设置有加料口1和观察口9,内胆的内部设置有搅拌装置,搅拌装置包括搅拌连杆8,以及设置在搅拌连杆8上的三组搅拌桨,其中一组搅拌桨为v型搅拌桨6,设置在内胆的底部,v型搅拌桨6与v型底部平行设置;另外两组搅拌桨为水平搅拌桨4,分别位于内胆的中部和上部。在本实施例中的两组水平搅拌桨4互为反角水平搅拌桨,搅拌时,最上面的水平搅拌桨4的桨叶为下压桨叶,中部的水平搅拌桨4的桨叶为上翻桨叶。
[0165]
搅拌连杆8的顶部连接有伺服电机7,以伺服电机带动搅拌连杆8转动。
[0166]
在外壳3侧面还设置有中控柜10,中控柜用以控制搅拌连杆8的转速以及油浴夹层加热装置2的加热温度。
[0167]
在内胆的底部设置有出料口,出料口与出料管相连通,在出料管上设置有排料阀门12,以控制出料进度。
[0168]
实施例8上砂测试
[0169]
采用实施例1
?
4和实施例6所制备得到的金钢砂给金钢线进行上砂。所用的金钢线的线径为50微米,上砂的具体操作如下:
[0170]
1000毫升镀液配置:
[0171]
不含上砂剂的原料配置为:硼酸:15克,氯化镍:3
?
5克,碳酸镍:2
?
4克,氨基磺酸镍溶液500ml,其余为纯水。ph:4.5
?
5.0,镀液温度:50
?
60℃,金钢砂1.5克;
[0172]
含有上砂剂的原料配置为:硼酸:15克,氯化镍:3
?
5克,碳酸镍:2
?
4克,氨基磺酸镍溶液500ml,其余为纯水。ph:4.5
?
5.0,镀液温度:50
?
60℃,金钢砂1.5克,上砂剂0.2毫升。此处的上砂剂是购自广州诚炜信表面处理技术有限公司的型号为德国cx
?
19c金刚石微粉专用上砂复合分散剂的产品,该产品主要含有大分子阳离子聚合物,因此会导致上砂用镀液后处理困难。
[0173]
上砂具体步骤如下:
[0174]
1:将上述材料混合均匀并保温,用调试搅拌器(约60转/min)对溶液进行搅拌。
[0175]
2:取30*200*3mm镍板,用滤布包裹,伸入镀液一侧,接电源正极
[0176]
3:取直径50微米黄
铜10m,卷成直径约10cm线圈。用60
?
80℃,10%氢氧化钠溶液浸泡清洗1min,取出放进工作液当中,接电源负极。
[0177]
4:通电,电流设置为1a,电镀时间为1min。
[0178]
5:取出,清洗,吹干。
[0179]
从实施例1~6以及本实施例可以看出,按本发明方案镀附的金钢砂上砂方式区别于传统上砂,其区别在于传统上砂采用导磁型镀层,主要区别如下:
[0180][0181]
上表中的电镀镀层质量的检测是采用镀附液候氏槽电镀测试,将镀附后得到的试片对折以检测镀层质量。本发明实施例3镀附液和传统镀附液的检测结果如图28和29所示,可以看出使用传统方法所得镀层有脆性,而本发明所得镀层无脆性。之后对本发明实施例1~2以及实施例4的镀附液进行检测,所得镀层经试片对折检测发现均无脆性。
[0182]
将采用实施例1~4、实施例6方法所得镀附后的金钢砂采用不含有上砂剂的原料配制的镀液进行上砂,所得金钢线的外观分别如图18~21、图22所示。将采用实施例6方法所得镀附后的金钢砂采用含有上砂剂的原料配制的镀液进行上砂,所得金钢线的外观如图23所示。可以看出,采用本发明方案上砂时无需上砂剂,所的得金钢线上金钢砂颗粒分布良好,均匀,无团聚。而传统镀附液所得到的金钢砂必须使用上砂剂才能保证上砂的良好。
[0183]
如图24~27所示,为采用实施例1~4方法所得镀附后的金钢砂采用不含有上砂剂的原料配制的镀液进行上砂所得到的金钢线各种弯折或打结的外观图,可以看出,即使经过暴力弯折或打结,本发明的金钢线无镀层或者金钢砂脱落现象。
[0184]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保
护范围。技术特征:
1.一种金钢砂表面镀附高磷镍合金的镀附液,其特征在于,所述镀附液包括如下组分:硫酸镍20g/l
?
35g/l、次亚磷酸钾20g/l
?
35g/l、dl
?
酒石酸钾5g/l
?
10g/l、三乙醇胺5ml/l
?
10ml/l、丙二酸:5g/l
?
10g/l,所述镀附液的ph保持6.0≤ph≤7.0。2.根据权利要求1所述的镀附液,其特征在于,采用10%~20%(v/v)氨水和15%~35%硫酸(v/v)对镀附液的ph进行调整。3.一种金钢砂表面镀附高磷镍合金的镀附工艺,其特征在于,包括如下步骤:ⅰ:配置权利要求1~2任一项所述的镀附液;ⅱ:将镀附液加热至35℃
?
50℃之间,将金钢砂倒入步骤i所得镀附液中进行反应。4.根据权利要求3所述的镀附工艺,其特征在于,所述步骤ii所用金钢砂使用之前进行预处理,所述预处理包括粗化微蚀步骤,所述粗化微蚀所用粗化液以1000ml计,包括:5
?
10ml硝酸、1
?
5ml磷酸、5
?
20g三氧化铬,其余为水,金钢砂与粗化液的质量体积比g/ml为1~2:100。5.根据权利要求4所述的镀附工艺,其特征在于,所述预处理还包括活化步骤,所述活化步骤具体如下:活化液以1000ml计,包括使用含有0.1
?
0.2g氯化钯、和1
?
2g的氯化亚锡混合、稀盐酸溶液,对粗化微蚀后的金钢砂进行活化。6.根据权利要求4~5任一项所述的镀附工艺,其特征在于,所述粗化微蚀的温度为70℃~85℃,时间为3min~5min。7.根据权利要求3所述的镀附工艺,其特征在于,所述金钢砂和镀附液的质量体积比g/ml为1~2:100,所述步骤ii镀附液的温度为45℃~50℃。8.根据权利要求7所述的镀附工艺,其特征在于,所述金钢砂分批次加入镀镍溶液中,每次加入的金钢砂为加入金钢砂总质量为20%~30%。9.一种表面镀附高磷镍合金的金钢砂,其特征在于,采用权利要求3~8任一项所述的镀附工艺得到,或采用权利要1~2任一项所述的镀附液镀附得到。10.一种金钢线,其特征在于,包括权利要求9所述的金钢砂。11.一种镀附装置,其特征在于,所述镀附装置包括:内胆,所述内胆底部为v型;加热装置,设置在内胆外侧;加料口(1),设置在内胆上部;v型搅拌桨(6),设置在内胆底部的v型部;至少一个水平搅拌桨(4),设置在v型搅拌桨(6)上方;搅拌连杆(8),连接v型搅拌桨(6)和水平搅拌桨(4);伺服电机(7),带动搅拌连杆(8)转动;排料管,设置在内胆底部。12.根据权利要求11所述的镀附装置,其特征在于,所述的水平搅拌桨(4)为两个,分别位于内胆的中部和上部,所述两个水平搅拌桨(4)互为反角设置,搅拌时,位于内胆上部的搅拌桨(4)为下压搅拌桨,位于内胆中部的搅拌桨(4)为上翻搅拌桨。13.根据权利要求11所述的镀附装置,其特征在于,所述的加热装置为油浴夹层加热装置(2),所述的油浴夹层加热装置(2)外侧设置有外壳(3)。
技术总结
本发明涉及金钢线加工技术领域,特别涉及一种表面镀附高磷镍合金的金钢砂、镀附液、镀附工艺、镀附装置及含有该金钢砂的金钢线。本发明所述镀附液包括如下组分:硫酸镍20g/L
技术研发人员:吴友林 叶琴 朱玉祥 赖显忠 邹士林 张延峰 孙燕鹏 孟炳宇
受保护的技术使用者:张家口原轼新型材料有限公司
技术研发日:2021.09.09
技术公布日:2021/12/23
声明:
“表面镀附高磷镍合金的金钢砂、镀附液、镀附工艺、镀附装置及含有该金钢砂的金钢线的制作方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 649
编辑:北方有色网
来源:张家口原轼新型材料有限公司
649
编辑:北方有色网
来源:张家口原轼新型材料有限公司



 咨询细节
咨询细节







































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 















