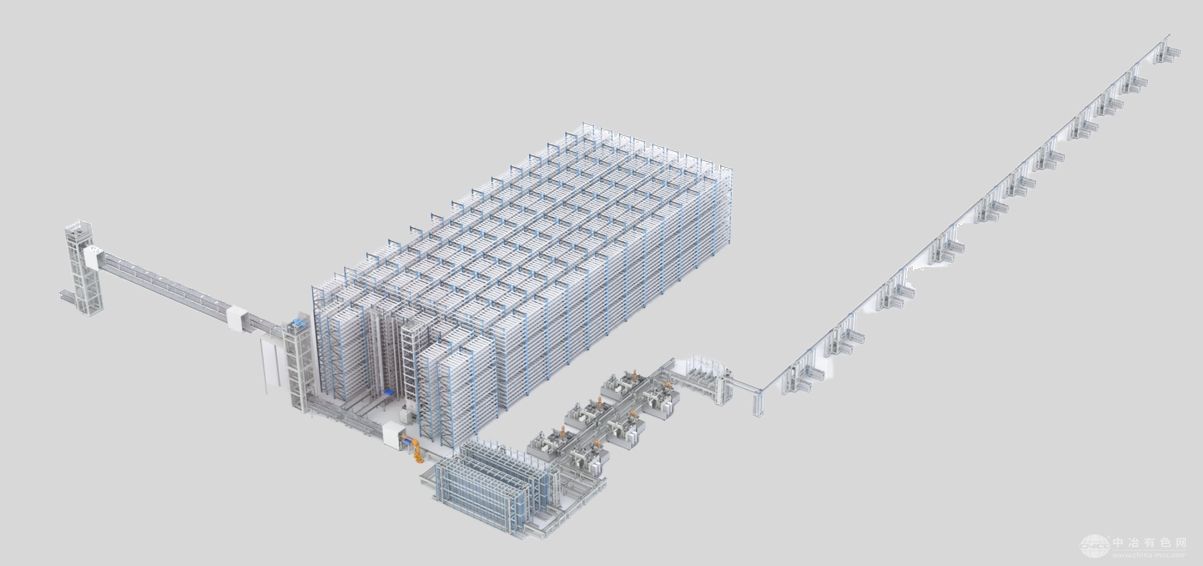
本发明公开了一种铝壳圆柱锂电池自动组装生产线,包括组装输送线,所述组装输送线上依次设置有极耳揉平工位、贴胶工位、入壳工位、焊接折极耳工位、合盖预点焊工位和周边焊工位,极耳揉平工位一侧进料端设置有第一正负极识别机、第一读码机构和第一NG分选单元,极耳揉平工位、贴胶工位、入壳工位、焊接折极耳工位、合盖预点焊工位和周边焊工位之间均通过移栽机对接,所述组装输送线进料端设置有进料输送带,本发明适用于圆柱32131电池自动组装生产:极耳揉平、贴胶、入壳、焊接折极耳、合盖预点焊和周边焊等,具备自动上下料功能,铝壳盖板采用叠盘形式由AGV小车上料,兼顾人工上料,组装线各单机需要预留相应工位,组装生产效率较高。
声明:
“铝壳圆柱锂电池自动组装生产线” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 896
编辑:管理员
来源:北方有色网
896
编辑:管理员
来源:北方有色网



 咨询细节
咨询细节







































































 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日 





