权利要求
1.一种金属接头
复合材料连杆,其特征在于,所述连杆包括:第一金属接头、内筒、外筒和第二金属接头,
所述内筒和外筒同圆心设置形成筒段,所述第一金属接头设置在所述筒段的第一端,所述第二金属接头设置在所述筒段的第二端;
所述内筒和外筒均为空心,且由复合材料制成;
所述内筒承受拉伸载荷,所述外筒承受压缩载荷。
2.根据权利要求1所述的金属接头复合材料连杆,其特征在于,所述内筒包括间隔一定宽度的第一缠绕内段和第二缠绕内段。
3.根据权利要求2所述的金属接头复合材料连杆,其特征在于,所述宽度大于等于5mm。
4.根据权利要求1所述的金属接头复合材料连杆,其特征在于,所述第一和第二金属接头的结构完全相同,均包括对称且平行设置的两个耳片,每个耳片上设置有销孔。
5.根据权利要求4所述的金属接头复合材料连杆,其特征在于,所述第一和第二金属接头还包括设置有内孔的圆桶段,两个所述耳片设置在所述圆桶段的第一端上。
6.根据权利要求5所述的金属接头复合材料连杆,其特征在于,每个所述耳片的内侧根部设置有内凸台,每个所述耳片的外侧根部至所述圆桶段的第一端之间设置有外圆筒贴合面。
7.根据权利要求4所述的金属接头复合材料连杆,其特征在于,所述外筒的两端均包括凸起和贴合面,两个凸起分别设置在每个金属接头的两个耳片之间,两个贴合面分别贴合在两个外圆筒贴合面上。
8.根据权利要求6所述的金属接头复合材料连杆,其特征在于,所述外圆筒贴合面与圆桶段的第一端之前形成一定度数的夹角。
9.根据权利要求8所述的金属接头复合材料连杆,其特征在于,所述度数为90-180度。
10.一种飞机,其特征在于,所述飞机包括权利要求1-9任一项所述的金属接头复合材料连杆。
说明书
技术领域
[0001]本发明属于航空结构技术领域,具体涉及一种金属接头复合材料连杆及飞机。
背景技术
[0002]二力杆件是飞机结构的常用零件,如翼面结构的前后缘结构中的杆件、桁架肋中央翼的桁架杆件、主起落架支撑杆等结构,现有的飞机大多数为金属结构,两头为金属结构耳片,中间为实心的长杆结构,一般用于承载较大或杆长较长的杆为钛合金或钢材料,制备过程中初始毛料尺寸大,损耗多,以某飞机二力杆结构为例,长度约1.2米左右,毛料重达200多千克,二力杆静重30多公斤,加工时间长,损耗多,同时最终二力杆重量也重,因此,提高飞机结构效率、降低零部件制备中毛料损耗,是当前急需解决的问题。
发明内容
[0003]为了克服现有技术存在的问题,本发明提供一种金属接头复合材料连杆及飞机,用于解决目前存在的技术问题。
[0004]一种金属接头复合材料连杆,所述连杆包括:第一金属接头、内筒、外筒和第二金属接头,
[0005]所述内筒和外筒同圆心设置形成筒段,所述第一金属接头设置在所述筒段的第一端,所述第二金属接头设置在所述筒段的第二端;
[0006]所述内筒和外筒均为空心,且由复合材料制成;
[0007]所述内筒承受拉伸载荷,所述外筒承受压缩载荷。
[0008]如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述内筒包括间隔一定宽度的第一缠绕内段和第二缠绕内段。
[0009]如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述宽度大于等于5mm。
[0010]如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述第一和第二金属接头的结构完全相同,均包括对称且平行设置的两个耳片,每个耳片上设置有销孔。
[0011]如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述第一和第二金属接头还包括设置有内孔的圆桶段,两个所述耳片设置在所述圆桶段的第一端上。
[0012]如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,每个所述耳片的内侧根部设置有内凸台,每个所述耳片的外侧根部至所述圆桶段的第一端之间设置有外圆筒贴合面。
[0013]如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述外筒的两端均包括凸起和贴合面,两个凸起分别设置在两个耳片之间,两个贴合面分别贴合在两个外圆筒贴合面上。
[0014]如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述外圆筒贴合面与圆桶段的第一端之前形成一定度数的夹角。
[0015]如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述度数为90-180度。
[0016]本发明还提供了一种飞机,所述飞机包括所述的金属接头复合材料连杆。
[0017]本发明的有益效果
[0018]与现有技术相比,本发明有如下有益效果:
[0019]本发明的金属接头复合材料连杆,包括:第一金属接头、内筒、外筒和第二金属接头,内筒和外筒同圆心设置形成筒段,第一金属接头设置在所述筒段的第一端,第二金属接头设置在所述筒段的第二端;内筒和外筒均为空心,且由复合材料制成;内筒承受拉伸载荷,外筒承受压缩载荷。本发明的连杆可实现金属接头复材连杆的整体无损检测;由于采用复合材料纤维模量大,中间留有空心结构,有利于提高连杆的稳定性,同时提高连杆的结构效率。
附图说明
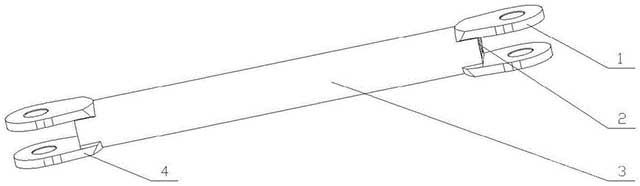
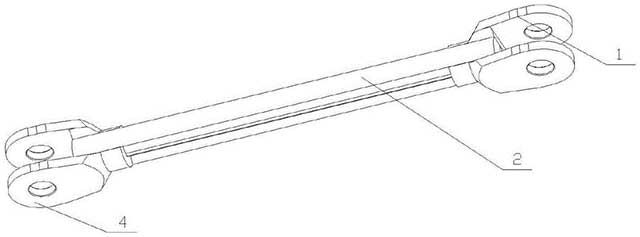
[0020]图1为本发明的连杆的整体结构示意图;
[0021]图2为本发明的外筒结构的示意图;
[0022]图3为本发明的内筒结构的示意图;
[0023]图4为本发明的内筒与金属接头的连接示意图;
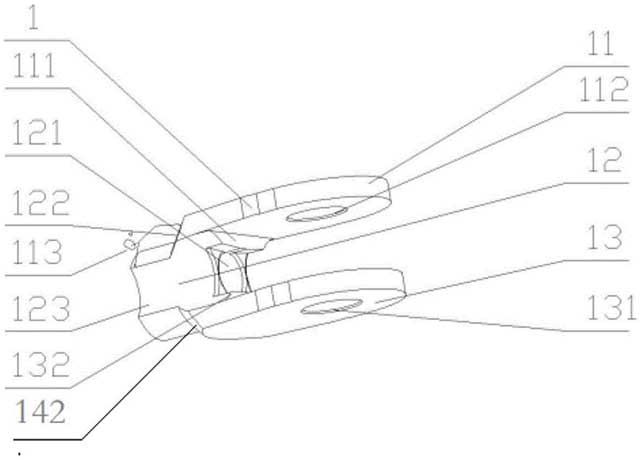
[0024]图5为本发明的金属接头结构示意图。
具体实施方式
[0025]为了更好的理解本发明的技术方案,本发明内容包括但不限于下文中的具体实施方式,相似的技术和方法都应该视为本发明保护的范畴之内。为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
[0026]应当明确,本发明所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0027]在本发明实施例中使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本发明。在本发明实施例和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。
[0028]如图1所示,本发明金属接头复合材料连杆,所述连杆包括:
[0029]第一金属接头、内筒、外筒和第二金属接头,
[0030]所述内筒和外筒同圆心设置形成筒段,所述第一金属接头设置在所述筒段的第一端,所述第二金属接头设置在所述筒段的第二端;
[0031]所述内筒和外筒均为空心,且由复合材料制成;
[0032]所述内筒承受拉伸载荷,所述外筒承受压缩载荷。
[0033]如图1所示,连杆由两个金属接头1和4、整体缠绕的内筒2和自动铺丝或自动铺带的外筒3组成,即内筒由复合材料采用缠绕的方式得到,外筒由复合材料采用自动铺丝或自动铺带的方式得到。两个金属接头,分别为第一金属接头1和第二金属接头4,两个金属接头的结构设置完全相同,每个金属接头包括两个对称且平行设置的耳片,以第一金属接头1为例,在第一耳片11上设置有销孔112,第二耳片13上设置有销孔131,第一金属接头1可以通过穿过销孔112和销孔131的销轴与其他结构相连,含耳片的金属接头右一段空心杆即图5中带有内孔的圆桶段12,由于其带有内孔,因此也称为空心杆,外侧有两段半圆柱孔,即图5中整体缠绕内段贴合面123所在的半圆柱孔,为整体缠绕留下空间,通过缠绕实现复材连杆承拉,整体缠绕分成A块和B块,即分别对应如图3所示的第一整体缠绕内段21和第二整体缠绕内段23两个部分,第一整体缠绕内段21和第二整体缠绕内段23之间留有不小于5mm的空间22用于后期固化后应用的第一整体缠绕内段21和第二整体缠绕内段23内侧无损检测;外筒3是在内筒2的外侧通过铺带或铺丝进行完整筒段的铺贴而形成的,外筒3的两端部夹持在两个金属接头的耳片底部,外筒3承受压缩载荷,一则通过金属接头的耳片承受压缩载荷,传递到金属接头贴合面122,即外筒右侧与金属接头贴合斜面,然后通过金属接头贴合面122与右侧贴合面32的配合接触,传递到外筒,另外一侧也是如此,通过外筒3的空心圆柱截面承受压缩载荷,内筒2承受拉伸载荷,通过缠绕的纤维本身产生的张力及纤维间的摩擦力来承受拉伸载荷。其中外筒3与内筒2可通过共胶结或共固化成型,空间22作为第一整体缠绕内段21和第二整体缠绕内段23之间的缝隙,作为无损检测探头进去的空间,可以将探头伸进该空间来检测第一整体缠绕内段21和第二整体缠绕内段23的损伤情况,两端含耳片的金属接头通过超声波、磁粉、射线等探伤方法实现探伤,从而实现金属接头复材连杆的整体无损检测;由于采用复合材料纤维模量大,中间留有空心结构,有利于提高连杆的稳定性,同时提高连杆的结构效率。
[0034]如图2所示,外筒3的左右两端均包括凸起和贴合面,具体为左凸起33和右凸起31,左侧贴合面34和右侧贴合面32,且这些凸起和贴合面均为两个且平行对称设置,凸起和贴合面分别用于与金属接头进行无缝接合。
[0035]如图5所示,金属接头1设置两个金属接头耳片11和13,设置在两个耳片下方的包括内孔的圆桶段12,金属接头耳片11与13平行对称设置,之间的间距可根据实际连接的其它结构或部件来定义,两侧金属接头1和金属接头4的耳片间距或耳片大小也可根据实际连接来定义,圆桶段12包括第一端和第二端,第一端设置耳片,第二段与内筒2的整体缠绕内段21和23的端面相连接。
[0036]每个所述耳片11和13的内侧根部设置有内凸台111和132,每个所述耳片11和13的外侧根部至所述圆桶段的第一端之间设置有外圆筒贴合面122和142。外筒3的左侧两个凸起分别设置在金属接头1的两个耳片11和13之间,两个左侧贴合面34分别贴合在两个外圆筒贴合面122和142上,两个左侧凸起分别设置在两个耳片之间,即两个左侧凸起33分别插入两个耳片11和13之间的两侧空间中。金属接头1的圆桶段12的第一端与金属接头耳片11的底部形成一定的夹角Q,Q大于等于90度,小于180度,确保通过耳片11上的压缩载荷通过外筒3的右侧与金属接头贴合面122传递给复材外筒3,金属接头1在金属耳片内部设置两处内凸台111和132,以确保整体缠绕内段端面保持平齐,金属接头1设置有在圆桶段12的两处对称设置的整体缠绕内段贴合面123,以保证整体缠绕内段沿径向保持与金属接头圆桶段一致,方便外部连杆外筒3复材铺贴或缠绕成型。
[0037]如图2和图4所示,待图4准备好后,可以将整体缠绕内段即内筒2与金属接头1和2整体预成型或者整体固化,如为预成型,可以直接在其外表通过铺带或自动铺丝铺贴;如为整体固化,可以直接在外筒接触的区域贴上胶膜,然后再在其外通过铺带或自动铺丝铺贴,保证外筒右侧凸起33和外筒右侧凸起31与整体缠绕内段21和23的两端部平齐,外筒右侧贴合面32和外筒左侧贴合面34分别与金属接头贴合面122和142贴合。
[0038]如图3所示,单侧整体缠绕内段21和整体缠绕内段23保持纤维的连续性,缠绕成型后可以进行定型或者固化,但需要保证无损检测空间22的宽度不小于5mm,能够满足复材连杆全长无损检测的要求。
[0039]如图4所示,为整体缠绕内段与金属接头示意图,通过金属接头1和金属接头4,及其对应的圆桶段内孔121和整体缠绕内段贴合面123,实现整体缠绕内段的缠绕成型。
[0040]作为本发明公开的实施例,本发明还公开了一种飞机,所述飞机包括本发明所述的连杆,克服当前主流机型均以金属材料为主,结构重量重,制备时材料损耗大的缺点,采用本连杆能大大减轻结构重量,提高飞机结构的复合材料占比,延长结构的检测间隔,降低维护检测成本。
[0041]上述说明示出并描述了本发明的若干优选实施例,但如前所述,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述申请构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求书的保护范围内。
说明书附图(5)


声明:
“金属接头复合材料连杆及飞机” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 610
编辑:北方有色网
来源:中国商用飞机有限责任公司北京民用飞机技术研究中心, 中国商用飞机有限责任公司
610
编辑:北方有色网
来源:中国商用飞机有限责任公司北京民用飞机技术研究中心, 中国商用飞机有限责任公司



 咨询细节
咨询细节











































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 















