权利要求书: 1.一种自动化光学检测机台,其特征在于:它包括机座(1)、2D检测机构、3D检测机构以及转台机构,所述2D检测机构和所述3D检测机构均设置在所述机座(1)上,所述转台机构包括转盘(2)、电动马达(3)以及若干个载具(4),所述电动马达(3)设置在所述机座(1)上,所述转盘(2)设置在所述电动马达(3)的输出端,若干个所述载具(4)环绕设置在所述转盘(2)上,待测试产品设置在所述载具(4)上,当所述电动马达(3)驱动所述转盘(2)转动后,所述载具(4)依次经过所述2D检测机构和所述3D检测机构的检测端。
2.根据权利要求1所述的一种自动化光学检测机台,其特征在于:所述2D检测机构包括支撑座(5)、X轴微调滑台(6)、YZ轴微调滑台(7)、CCD相机(8)以及光源(9),所述支撑座(5)竖直设置在所述机座(1)上,所述YZ轴微调滑台(7)设置在所述支撑座(5)上,所述X轴微调滑台(6)设置在所述YZ轴微调滑台(7)的活动端,所述CCD相机(8)设置在所述X轴微调滑台(6)的活动端,所述光源(9)设置在所述支撑座(5)上并且位于所述CCD相机(8)的下方。
3.根据权利要求1所述的一种自动化光学检测机台,其特征在于:所述3D检测机构包括底座(10)、X轴直线模组(11)以及激光扫描仪(12),所述底座(10)设置在所述机座(1)上,所述X轴直线模组(11)设置在所述底座(10)上,所述激光扫描仪(12)设置在所述X轴直线模组(11)的活动端。
4.根据权利要求1所述的一种自动化光学检测机台,其特征在于:所述载具(4)的数量设置有四个。
5.根据权利要求1所述的一种自动化光学检测机台,其特征在于:所述一种自动化光学检测机台还包括机箱(13)和操作模块,所述机座(1)、所述2D检测机构、所述3D检测机构以及所述转台机构均设置在所述机箱(13)内,所述操作模块包括人机操作界面(14)和显示屏(15),所述人机操作界面(14)和所述显示屏(15)均设置在所述机箱(13)的前侧面,所述显示屏(15)位于所述人机操作界面(14)的上方,所述2D检测机构和所述3D检测机构均与所述人机操作界面(14)信号连接,所述2D检测机构和所述3D检测机构均与所述显示屏(15)信号连接。
6.根据权利要求5所述的一种自动化光学检测机台,其特征在于:所述机箱(13)的顶部设置有空气净化器(16)。
7.根据权利要求5所述的一种自动化光学检测机台,其特征在于:所述机箱(13)的左侧面设有散热口(17)。
8.根据权利要求5所述的一种自动化光学检测机台,其特征在于:所述机箱(13)的顶部设置有报警灯(18)。
说明书: 一种自动化光学检测机台技术领域[0001] 本实用新型应用于产品检测技术领域,特别涉及一种自动化光学检测机台。背景技术[0002] 近年来,科技发展迅速,各种高科技设备、高科技仪器都渗透到普通老百姓生活的方方面面,人们对这些设备和仪器的要求也越来越高,特别是在产品的体积和精度方面,体
积越小、精度越高就越受欢迎。产品体积的变小,对于产品内部核心部件的要求就更高,对
各核心部件的配合公差就越来越高。现有的技术中,是通过设备测量产品的外形尺寸、角度
位置等,通过抽检或者实验测量数据,保证产品的尺寸公差。这些设备一般需要人工装夹、
对位、取点、测量、拆卸等流程,各设备功能比较单一,效率低,适合小批量产品的生产制造,
对于大批量和全检高精度要求产品来说,这些设备是远远不能满足生产需求的。
[0003] 现在技术中,测量产品高度时,是通过把产品固定到平台上,手动或自动升降探头,通过计算两次测量值差,得出产品高度值;测量角度时,则是通过高清晰度镜头和高分
辨率CCD,实现产品高清晰度测量。但是,现有高度测量仪、角度测量仪都是手动操作为主,
只能满足实验或取样的测试需求,如果要实现批量装夹、批量测试、角度和高度同时测量,
现有的装置很难同时保证这三点。如能设计出一种结构简单,检测精度高,工作效率高的自
动化光学检测机台,则能够很好地解决上述问题。
实用新型内容
[0004] 本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种结构简单,检测精度高,工作效率高的自动化光学检测机台。
[0005] 本实用新型所采用的技术方案是:本实用新型包括机座、2D检测机构、3D检测机构以及转台机构,所述2D检测机构和所述3D检测机构均设置在所述机座上,所述转台机构包
括转盘、电动马达以及若干个载具,所述电动马达设置在所述机座上,所述转盘设置在所述
电动马达的输出端,若干个所述载具环绕设置在所述转盘上,待测试产品设置在所述载具
上,当所述电动马达驱动所述转盘转动后,所述载具依次经过所述2D检测机构和所述3D检
测机构的检测端。
[0006] 由上述方案可见,先把待测试产品放置到所述载具上,然后驱动所述电动马达,带动所述转盘转动一定角度,所述载具上的待测试产品转动到所述2D检测机构的检测端进行
2D检测,完成2D检测后所述电动马达再次驱动所述转盘转动一定角度,所述载具上的待测
试产品再转动到所述3D检测机构的检测端进行3D检测,完成3D检测后所述电动马达再次驱
动所述转盘转动一定角度,最后再从所述载具中取出已完成测试的产品,并且将另一待测
试产品放置到所述载具上,依照上述步骤继续进行检测,从而实现产品的连续性测试。因
此,本实用新型不仅结构简单,而且自动化程度高,大大地提高了产品的工作效率,适用于
工厂的大批量生产测试,并且避免了人工检测失误率,大大提升了检测精度,可靠性高,实
用性强。
[0007] 进一步地,所述2D检测机构包括支撑座、X轴微调滑台、YZ轴微调滑台、CCD相机以及光源,所述支撑座竖直设置在所述机座上,所述YZ轴微调滑台设置在所述支撑座上,所述
X轴微调滑台设置在所述YZ轴微调滑台的活动端,所述CCD相机设置在所述X轴微调滑台的
活动端,所述光源设置在所述支撑座上并且位于所述CCD相机的下方。由此可见,在进行产
品检测前,先对所述CCD相机的位置进行调节,确保所述CCD相机精准对焦,再对产品进行拍
照检测,其中通过手动调节所述YZ轴微调滑台的调节杆来对CCD相机进行Y轴方向和Z轴方
向的滑动调节,通过手动调节所述X轴微调滑台的调节杆来对CCD相机进行X轴方向的滑动
调节。
[0008] 进一步地,所述3D检测机构包括底座、X轴直线模组以及激光扫描仪,所述底座设置在所述机座上,所述X轴直线模组设置在所述底座上,所述激光扫描仪设置在所述X轴直
线模组的活动端。由此可见,在进行产品检测前,先对所述激光扫描仪的位置进行调节,确
保所述激光扫描仪的扫描器与产品精准对位,再对产品的尺寸及形状进行扫描检测,其中
通过驱动所述X轴直线模组来对所述激光扫描仪进行X轴方向的滑动调节。
[0009] 进一步地,所述载具的数量设置有四个。由此可见,四个所述载具环绕设置在所述转盘上,分别位于不随所述转盘转动而改变位置的工位一、工位二、工位三以及工位四上。
[0010] 进一步地,所述一种自动化光学检测机台还包括机箱和操作模块,所述机座、所述2D检测机构、所述3D检测机构以及所述转台机构均设置在所述机箱内,所述操作模块包括
人机操作界面和显示屏,所述人机操作界面和所述显示屏均设置在所述机箱的前侧面,所
述显示屏位于所述人机操作界面的上方,所述2D检测机构和所述3D检测机构均与所述人机
操作界面信号连接,所述2D检测机构和所述3D检测机构均与所述显示屏信号连接。由此可
见,所述人机操作界面可以控制所述2D检测机构和所述3D检测机构分别对产品进行2D和3D
检测,而拍摄到的产品图片、扫描到的产品尺寸以及形状均可以在所述显示屏上显示出来。
[0011] 进一步地,所述机箱的顶部设置有空气净化器。由此可见,所述空气净化器可以吸附、分解或转化设备工作过程中所产生的各种空气污染物,从而有效提高空气清洁度。
[0012] 进一步地,所述机箱的左侧面设有散热口。由此可见,所述散热口便于所述机箱内部的工作设备进行散热。
[0013] 进一步地,所述机箱的顶部设置有报警灯。由此可见,当本检测机台在工作过程中出现异常时,所述报警灯便会闪烁,起到报警作用。
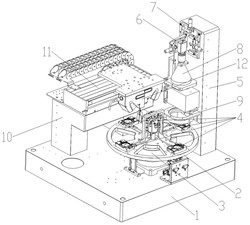
附图说明[0014] 图1是本实用新型的立体图;[0015] 图2是所述机箱的立体图。具体实施方式[0016] 如图1和图2所示,在本实施例中,本实用新型包括机座1、2D检测机构、3D检测机构以及转台机构,所述2D检测机构和所述3D检测机构均设置在所述机座1上,所述转台机构包
括转盘2、电动马达3以及四个载具4,所述电动马达3设置在所述机座1上,所述转盘2设置在
所述电动马达3的输出端,四个所述载具4环绕设置在所述转盘2上,待测试产品设置在所述
载具4上,当所述电动马达3驱动所述转盘2转动后,所述载具4依次经过所述2D检测机构和
所述3D检测机构的检测端。
[0017] 在本实施例中,四个所述载具4分别位于不随所述转盘2转动而改变位置的工位一、工位二、工位三以及工位四上。
[0018] 在本实施例中,所述2D检测机构包括支撑座5、X轴微调滑台6、YZ轴微调滑台7、CCD相机8以及光源9,所述支撑座5竖直设置在所述机座1上,所述YZ轴微调滑台7设置在所述支
撑座5上,所述X轴微调滑台6设置在所述YZ轴微调滑台7的活动端,所述CCD相机8设置在所
述X轴微调滑台6的活动端,所述光源9设置在所述支撑座5上并且位于所述CCD相机8的下
方。所述CCD相机8位于工位二的上方,能够对工位二上的产品进行拍摄检测。
[0019] 在本实施例中,所述3D检测机构包括底座10、X轴直线模组11以及激光扫描仪12,所述底座10设置在所述机座1上,所述X轴直线模组11设置在所述底座10上,所述激光扫描
仪12设置在所述X轴直线模组11的活动端。所述激光扫描仪12位于工位三的上方,能够对工
位三上的产品进行扫描检测。
[0020] 在本实施例中,所述一种自动化光学检测机台还包括机箱13和操作模块,所述机座1、所述2D检测机构、所述3D检测机构以及所述转台机构均设置在所述机箱13内,所述操
作模块包括人机操作界面14和显示屏15,所述人机操作界面14和所述显示屏15均设置在所
述机箱13的前侧面,所述显示屏15位于所述人机操作界面14的上方,所述2D检测机构和所
述3D检测机构均与所述人机操作界面14信号连接,所述2D检测机构和所述3D检测机构均与
所述显示屏15信号连接。
[0021] 在本实施例中,所述机箱13的顶部设置有空气净化器16。[0022] 在本实施例中,所述机箱13的左侧面设有散热口17。[0023] 在本实施例中,所述机箱13的顶部设置有报警灯18。[0024] 在本实施例中,本实用新型的工作原理如下:[0025] 先把1号产品放置到工位一的载具4上,然后驱动所述电动马达3,所述转盘2逆时针转动90°,使1号产品转动到工位二上进行2D检测,同时操作员在工位一的载具上放置2号
产品。
[0026] 当1号产品完成2D检测后,所述电动马达3再次驱动所述转盘2逆时针转动90°,使1号产品到达工位三上进行3D检测,2号产品到达工位二上进行2D检测,同时操作员在工位一
的载具4上放置3号产品。
[0027] 当1号产品完成2D检测并且2号产品完成2D检测后,所述电动马达3再次驱动所述转盘2逆时针转动90°,使1号产品到达工位四上,2号产品到达工位三上进行3D检测,3号产
品到达工位二进行2D检测,同时操作员在工位一的载具4上放置4号产品。
[0028] 当2号产品完成3D检测并且3号产品完成2D检测后,所述电动马达3再次驱动所述转盘2逆时针转动90°,使2号产品到达工位四上,3号产品到达工位三上进行3D检测,4号产
品到达工位二上进行2D检测,而1号产品到达工位一上,此时先将完成所有测试的1号产品
取出,再把5号产品放置到工位一的载具4上。
[0029] 按照上述操作依此循环,依次在工位一的载具4上取出已测产品和放置待测试产品,从而实现产品的连续性检测,大大提高检测效率。
声明:
“自动化光学检测机台” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 948
编辑:管理员
来源:珠海市运泰利自动化设备有限公司
948
编辑:管理员
来源:珠海市运泰利自动化设备有限公司



 咨询细节
咨询细节











































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 















