磷钨酸对
铝塑
复合材料的分离效应研究 总结:
摘要: 我国是铝塑复合材料消费量最大的国家之一,但其回收率却很低。本研究以绿色无污染、高酸性的磷钨酸作为铝塑分离剂,考察了磷钨酸浓度、液固比、分离温度对铝塑分离时间和铝塑损失率的影响。研究结果表明,磷钨酸是一种优异的分离剂,在浓度为0.6 mol/L,液固比为300 L/kg,分离温度为90℃条件下,铝塑完全分离时间为32 min,铝塑损失率为12.9%。开发低挥发性且绿色环保的固体杂多酸有望成为实现铝塑高效分离回收的新型分离剂。
纲要:
1. 简介铝塑复合材料是一种由铝箔和低密度聚乙烯塑料(LDPE)复合而成的新型包装材料,具有极佳的阻隔、耐腐蚀、防潮等性能,并且机械加工性能较好,易于加工成型,被广泛应用于食品、医药、化妆品、日用品等领域 [1] [2] [3]。Gente V.等人 [6] 采用高温气化方法,利用塑料和铝箔的熔点不同使其分离。磷钨酸是一种固体酸,对环境无污染,溶于水后不挥发,其酸性较H2SO4、HNO3、HCl相比更强。采用水力疏解的方式,以除去利乐包外层的聚乙烯和纸板层,得到了试验所用的铝塑复合物。随着温度的升高,单位体积的活化分子数增多,反应速率加快,分离所需的时间变短,铝箔的损失率变小。当温度为90℃时铝箔的损失率相对较低,为12.9%,完全分离铝塑复合物所需时间缩短为32 min。在磷钨酸浓度为0.6 mol/L时,完全分离铝塑复合材料所需时间缩短,为32 min,铝箔的损失率为12.9%。当液固比小于50 L/kg时,由于磷钨酸溶液的体积太小,部分铝塑复合材料无法完全接触到分离剂,使得分离速率慢、时间长,铝箔损失率高。当液固比为300 L/kg时,完全分离铝塑所需时间最短为32 min,此时铝箔的损失率也最小。Figure 4. The effect of liquid-solid ratio on the separation of aluminum-plastic composites图4. 液固比对铝塑复合物分离的影响4. 结论选用绿色环保的固体磷钨酸作为铝塑复合材料的分离剂,具有分离效率高、环境污染小等优势。
内容:
1. 简介铝塑复合材料是一种由铝箔和低密度聚乙烯塑料(LDPE)复合而成的新型包装材料,具有极佳的阻隔、耐腐蚀、防潮等性能,并且机械加工性能较好,易于加工成型,被广泛应用于食品、医药、化妆品、日用品等领域 [1] [2] [3]
近年来,我国对铝塑复合材料的使用量逐年上升,而回收率仅为20%左右 [4]
铝塑复合材料的合理回收不仅可以缓解其随意丢弃造成的环境污染问题,而且回收的铝箔和塑料可变废为宝,具有很高的社会效益
铝塑回收的方法很多,包括物理分离方法,如氩气电解 [5]、高温气化分离 [6]、高压静电分离等技术
Gente V.等人 [6] 采用高温气化方法,利用塑料和铝箔的熔点不同使其分离
该类技术分离效果好,但对设备的要求较高
化学方法包括酸溶剂法分离 [7]、碱溶剂法分离 [8] [9] 和有机溶剂法分离 [10]
碱溶剂法分离是将铝箔全部溶解后回收塑料,再从碱液中提取铝箔,分离效率较低;有机溶剂法多以氯仿、丙醚、乙醚、甲苯为分离剂 [11],对环境的污染较大;酸法分离具有分离效率高,分离效果好等优势是目前最常用的分离方法
常用的酸性分离剂包括硝酸、盐酸、甲酸、硫酸等 [12] [13] [14],张等人 [15] 以甲酸为分离剂,通过溶解铝塑界面的
氧化铝使得铝塑完全分离
但甲酸挥发性强,分离后的废液对环境污染较大
因此亟需寻求一种对环境无污染、酸性高、分离效率高的酸性分离剂
磷钨酸是一种固体酸,对环境无污染,溶于水后不挥发,其酸性较H2SO4、HNO3、HCl相比更强
本文以磷钨酸为酸性分离剂,研究了磷钨酸的使用量、分离温度、固液体对铝塑分离效率及铝箔损失率的影响
2. 实验2.1. 材料与设备利乐包由利乐公司提供,磷钨酸(≥98%)购自阿拉丁
2.2. 铝塑复合材料的制备本研究以利乐包中铝塑复合材料为例,其结构如
图1所示
铝塑复合材料的结构由内而外包括LDPE1层、LDPE粘合剂、铝箔层和LDPE2层
将利乐包四角裁开,用去离子水对其多次清洗后晾干,得到纸铝塑复合物
采用水力疏解的方式,以除去利乐包外层的聚乙烯和纸板层,得到了试验所用的铝塑复合物
将铝塑复合物裁剪成1 cm × 1 cm的试样,备用
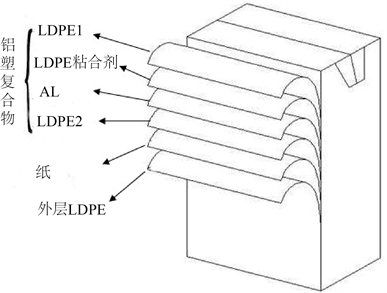
Figure 1. Tetra Pak structure diagram
图1. 利乐包结构
图2.3. 铝塑复合材料的分离配置一定浓度磷钨酸水溶液,与一定质量的铝塑复合材料按照特定的液固比混合
在水浴锅内恒温处理一段时间后得到完全分离的铝箔和塑料,用去离子水洗涤数次,在80℃烘箱中干燥8小时后称重
2.4. 铝箔损失率铝损失率的计算公式如下:L=A1?A2A1(1)L——铝塑分离损失率(%);A1——分离前铝塑复合物的总质量(g);A2——分离后铝箔、塑料总质量(g)
3. 结果与讨论3.1. 温度对铝塑复合材料分离的影响本研究是在液固比为300 L/kg,磷钨酸水溶液浓度为0.6 mol/L,铝塑完全分离的条件下进行,探究反应温度对铝塑复合材料分离时间和铝箔损失率的影响,试验结果如
图2所示
从图2可以看出,在铝塑复合物完全分离的过程中,铝箔的损失率、分离时间均与温度成反比,即随着温度的升高,铝箔的损失率逐渐降低,分离所需的时间缩短
在75℃时铝箔的损失率较高,为24.2%,此时完全分离的时间较长为102 min
随着温度的升高,单位体积的活化分子数增多,反应速率加快,分离所需的时间变短,铝箔的损失率变小
当温度为90℃时铝箔的损失率相对较低,为12.9%,完全分离铝塑复合物所需时间缩短为32 min
温度过高,会使分离剂溶剂大量挥发,因此合适的反应温度为90℃
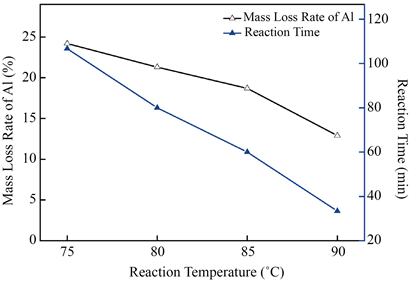
Figure 2. The effect of reaction temperature on the separation of aluminum-plastic composites
图2. 反应温度对铝塑复合材料分离的影响3.2. 磷钨酸浓度对铝塑复合材料分离的影响本试验是在反应温度为90℃、液固比为300 L/kg,铝塑完全分离的条件下进行,探究磷钨酸浓度对铝塑复合材料分离时间和铝箔损失率的影响,试验结果如
图3所示
从图3可以看出,铝箔的损失率、分离时间均与磷钨酸浓度成反比,即随着磷钨酸浓度增加,铝箔的损失率逐渐降低,分离所需时间也逐渐缩短
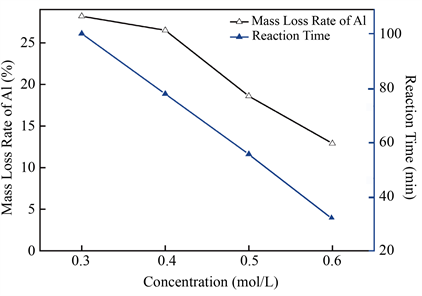
Figure 3. The influence of phosphotungstic acid concentration on the separation of aluminum-plastic composites
图3. 磷钨酸浓度对铝塑复合物分离的影响在磷钨酸浓度为0.3 mol/L时,铝塑完全分所需时间较长为98 min,此时铝箔的损失率也较高为28.2%,这是由于分离剂的浓度较低,溶液中解离出来的H+离子浓度较小,反应速率慢,分离时间长,且已分离的铝箔和溶液接触的时间较长,使得铝箔的损失率升高
在磷钨酸浓度为0.6 mol/L时,完全分离铝塑复合材料所需时间缩短,为32 min,铝箔的损失率为12.9%
另外受磷钨酸溶解度的影响,磷钨酸最佳分离浓度为0.6 mol/L
3.3. 液固比对铝塑复合材料分离的影响本试验是在反应温度为90℃,磷钨酸浓度为0.6 mol/L,铝塑完全分离的条件下进行,探究液固比对铝塑复合材料分离时间和铝箔损失率的影响,试验结果如
图4所示
从图4可以看出,随着液固比的增加,铝塑完全分离所需时间逐渐缩短,分离过程中铝箔的损失率逐渐降低
当液固比小于50 L/kg时,由于磷钨酸溶液的体积太小,部分铝塑复合材料无法完全接触到分离剂,使得分离速率慢、时间长,铝箔损失率高
当液固比逐渐增大时,反应速率加快,分离时间逐渐缩短,铝箔损失率降低
当液固比为300 L/kg时,完全分离铝塑所需时间最短为32 min,此时铝箔的损失率也最小
继续增加液固比至350 L/kg,铝塑分离时间变化不大
因此300 L/kg是最佳液固比参数
Figure 4. The effect of liquid-solid ratio on the separation of aluminum-plastic composites
图4. 液固比对铝塑复合物分离的影响4. 结论
选用绿色环保的固体磷钨酸作为铝塑复合材料的分离剂,具有分离效率高、环境污染小等优势
磷钨酸的浓度、液固比、分离温度是影响分离效率的最重要的因素
磷钨酸浓度影响H+离子的多少,液固比影响铝塑与分离剂的接触面积,温度影响铝塑分离过程中的活化能
结果显示磷钨酸浓度为0.6 mol/L,液固比为300 L/kg,分离温度为90℃条件下,铝塑完全分离时间为32 min,铝塑损失率为12.9%
基金项目陕西省重点研发计划项目(2020SF-420),西安市科技计划项目(20193050YF038NS038),陕西省土地工程建设集团内部科研资助项目(DJNY2021-17)
NOTES*通讯作者
参考文献
|
[1]
|
黄立业, 琚伟, 袁涛. 铝塑复合包装废料的分离现状[J]. 科技信息, 2009(7): 52.
|
|
[2]
|
张璐璐. 液体包装盒资源化利用工艺及机理研究[D]: [硕士学位论文]. 西安: 陕西科技大学, 2012.
|
|
[3]
|
安晓燕. 利乐包的装潢设计及印制[J]. 印刷世界, 2011(1): 34-35.
|
|
[4]
|
姜玉泉. 浅论纸塑铝复合包装回收再利用[J]. 中国高新技企业, 2008(11): 151.
|
|
[5]
|
Lopes, C. and Felisberti, M.I. (2006) Composite of Low-Density Polyethylene and Aluminum Obtained from the Recycling of Postconsumer Aseptic Packaging. Journal of Applied Polymer Science, 101, 3183-3191.
https://doi.org/10.1002/app.23406
|
|
[6]
|
Gente, V., La Marca, F., Lucci, F., et al. (2003) Electrical Separation of Plastics Coming from Special Waste. Waste Management, 23, 951-958.
https://doi.org/10.1016/S0956-053X(03)00088-6
|
|
[7]
|
顾帼华, 张波. 含铝废塑料的铝塑分离研究[J]. 矿冶工程, 2007, 27(5): 47.
|
|
[8]
|
何群华. 碱醇体系下铝塑复合膜的铝塑分离研究[J]. 广州化工, 2010, 38(12): 141.
|
|
[9]
|
涂逢樟, 黄仕达, 陈建东, 等. 含铝废塑料湿法碱浸铝塑分离条件研究[J]. 山东化工, 2012, 41(12): 29-31.
|
|
[10]
|
李卫红, 雷文, 宰德欣, 等. 药用铝塑包装片的分离[J]. 西北药学杂志, 2009, 24(6): 478.
|
|
[11]
|
张素风, 张璐璐, 梅星贤. 混合溶剂分离铝塑复合包装材料[J]. 中国造纸, 2012, 31(3): 20-24.
|
|
[12]
|
黄朝国, 邵中兴. 铝塑纸复合包装材料的分离回收方法及其剥离剂[P]. 中国, CN1401443. 2003-03-12.
|
|
[13]
|
张冀飞, 闫大海. 纸基复合包装中铝塑分离的湿法工艺条件研究[J]. 环境科学研究, 2008, 21(6): 99.
|
|
[14]
|
Jonansson, H. and Ackermann, P.W. (1995) Method of Recovering Individual Component Parts from Packaging Material Waste: United States Patent, 5421526. 1995-06-06.
|
|
[15]
|
张冀飞, 闫大海, 李丽. 分离剂甲酸溶液浓度和温度对于铝塑湿法分离的影响研究[J]. 环境工程学报, 2010, 4(3): 665.
|
声明:
“磷钨酸对铝塑复合材料的分离效应研究” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1499
编辑:北方有色网
来源:张璐璐, 郭 超
1499
编辑:北方有色网
来源:张璐璐, 郭 超



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















