权利要求书: 1.一种轧机架体内部气体密封结构,其特征在于:包括轧机架体(1),轧机架体(1)内设置三条U形的气体通道(3),气体通道(3)连通外部的高压气源,气体通道(3)的两端均为气体出口且分别朝向轧辊(9)两侧的密封结构外侧。
2.根据权利要求1所述的轧机架体内部气体密封结构,其特征在于:所述的轧机架体(1)上设置有输气通道(4),输气通道(4)的出气端连通气体通道(3)并用于将外部高压气源的气体输送至气体通道(3)内。
3.根据权利要求2所述的轧机架体内部气体密封结构,其特征在于:所述的输气通道(4)在轧机架体(1)内呈环状设置,并设置多个出气端分别与气体通道(3)连通。
4.根据权利要求2所述的轧机架体内部气体密封结构,其特征在于:所述的输气通道(4)的进气端位于轧机架体(1)的侧表面处,进气端设置有气嘴(2)。
5.根据权利要求1所述的轧机架体内部气体密封结构,其特征在于:所述的轧机架体(1)为剖分式架体并由两个剖分体拼合组成,所述的气体通道(3)包括分别设置在两个剖分体上的半孔。
6.根据权利要求5所述的轧机架体内部气体密封结构,其特征在于:所述的半孔的横截面均为半圆形。
7.根据权利要求5所述的轧机架体内部气体密封结构,其特征在于:所述的两个剖分体的拼合面上涂覆有密封剂。
8.根据权利要求1所述的轧机架体内部气体密封结构,其特征在于:所述的轧机架体(1)为整体铸造成型,气体通道(3)为轧机架体(1)内部的预置管道(13)。
9.根据权利要求1所述的轧机架体内部气体密封结构,其特征在于:所述的轧机架体(1)为整体铸造成型,气体通道(3)由轧机架体(1)上多个加工气体孔连通而成。
10.根据权利要求9所述的轧机架体内部气体密封结构,其特征在于:所述的加工气体孔包括输气段和加工工艺段,加工工艺段内设置有避免气体泄漏的气密件(12)。
说明书: 一种轧机架体内部气体密封结构技术领域[0001] 本实用新型涉及轧机技术领域,具体涉及密封结构,尤其涉及一种轧机架体内部气体密封结构。
背景技术[0002] 三辊轧机是生产金属棒材的重要设备,在棒材的生产过程中起到极为重要的作用。目前的三辊轧机在进行金属棒材的热轧生产时,轧件的温度很高,与轧件直接接触的轧
辊温度也极高,因此需要通过循环水对轧辊持续冷却,避免轧辊在轧制过程中出现爆裂损
坏。现在采用循环水对轧辊进行冷却,但冷却水容易进入轧机内部,对轧机内部的零部件造
成锈蚀,也会影响轴承的润滑效果,使得轧机在使用一段时间之后精度下降甚至失去部分
功能。
[0003] 因此,现有的轧机结构面临密封难题,还存在亟待解决和改进之处,需要对其进行改进优化以得到更为合理的技术方案,解决现有技术中的不足。
实用新型内容
[0004] 为了克服上述内容中提到的现有技术存在的缺陷,本实用新型提供了一种轧机架体内部气体密封结构,旨在形成轧机架体内部的气体正压环境,避免外部的冷却水进入到
轧机架体内,起到保护轧机架体内部的零部件的目的。
[0005] 为了实现上述目的,本实用新型具体采用的技术方案是:[0006] 一种轧机架体内部气体密封结构,包括轧机架体,轧机架体内设置三条U形的气体通道,气体通道连通外部的高压气源,气体通道的两端均为气体出口且分别朝向轧辊两侧
的密封结构外侧。
[0007] 上述公开的气体密封结构,通过气体通道两端的出气口喷出高速气体,在密封结构外侧形成强烈的气流形成气幕,可阻止冷却水进入密封结构内造成锈蚀,同时形成正压
气体环境,使轧机架体内部向外输送气体,将冷却水从轧机架体内部带出。
[0008] 进一步的,外部高压气源的气体进入气体通道并受到气体通道的引导,由于气体通道的数量为三,故在轧机架体上对气体的引导结构进行优化,具体举出如下可行的方案:
所述的轧机架体上设置有输气通道,输气通道的出气端连通气体通道并用于将外部高压气
源的气体输送至气体通道内。
[0009] 再进一步,将输气通道的引导结构进行优化,此处举出一种具体可行的方案:所述的输气通道在轧机架体内呈环状设置,并设置多个出气端分别与气体通道连通。作为多种
可行选择中的一种,这样设置的好处是结构简单,传输方便,可快速将气体均匀分配至多个
气体通道内。
[0010] 进一步的,输气通道一般设置一处进气端,具体的:所述的输气通道的进气端位于轧机架体的侧表面处,进气端设置有气嘴。气嘴可通过管道与高压气源连通,将高压气体导
入到轧机架体内。
[0011] 进一步的,轧机架体有多种可选择的结构,不同的结构在构造气体通道时的方法不同,此处举出如下可行的方案:所述的轧机架体为剖分式架体并由两个剖分体拼合组成,
所述的气体通道包括分别设置在两个剖分体上的半孔。
[0012] 再进一步,对气体通道的半孔结构进行优化,所述的半孔的横截面均为半圆形。如此设置后,两个剖分体拼合可组成完整的圆形气体通道。
[0013] 再进一步,由于采用两个剖分体进行拼合,故剖分体的拼合面需要进行密封连接处理,此处举出具体可行的方案:所述的两个剖分体的拼合面上涂覆有密封剂。一般的,密
封剂可采用密封胶等材料物质。
[0014] 进一步的,除开上述的剖分是轧机架体结构,此处举出另一种具体可行的方案:所述的轧机架体为整体铸造成型,气体通道为轧机架体内部的预置管道。作为多种选择中的
一种,采用整体铸造成型的轧机架体,通过预留管道的方式即可实现后期的输气需求,减少
了后期再加工的工序。
[0015] 再进一步,此处再举出一种切实可行的轧机架体方案:对于所述的轧机架体为整体铸造成型,气体通道由轧机架体上多个加工气体孔连通而成。作为多种可行选择中的一
种,采用加工气体孔的方式构建输气通道和气体通道,方便后续的调整和维护。
[0016] 再进一步,所述的加工气体孔包括输气段和加工工艺段,加工工艺段内设置有避免气体泄漏的气密件。通常气密件可采用密封堵头。
[0017] 与现有技术相比,本实用新型具有的有益效果是:[0018] 本实用新型通过设置气体通道,将高压气体通入轧机架体内部,在轧机架体内部形成正压的气体环境,避免冷却水进入到密封结构内造成锈蚀,保护了轧机架体内部的零
部件,可使轧机的工作可靠性得以维持,有效提高了轧机的使用寿命。
附图说明[0019] 为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅表示出了本实用新型的部分实施例,因此不应
看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可
以根据这些附图获得其它相关的附图。
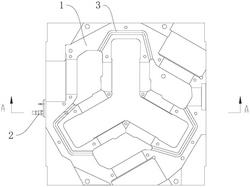
[0020] 图1为轧机架体内部的剖视结构示意图及局部放大示意图。[0021] 图2为轧机架体内部的安装位结构示意图。[0022] 图3为图2中A?A截面的剖视结构示意图。[0023] 图4为整体铸造成型式轧机架体采用留置管道的剖视结构示意图。[0024] 图5为采用预置管道处的结构示意图。[0025] 图6为整体铸造成型式轧机架体采用加工气体孔的剖视结构示意图。[0026] 上述附图中,各标记的含义是:1、轧机架体;2、气嘴;3、气体通道;4、输气通道;5、张力拉杆;6、长夹盘;7、长支撑套;8、轴承;9、轧辊;10、短支撑套;11、短夹盘;12、气密件;
13、预置管道。
具体实施方式[0027] 下面结合附图及具体实施例对本实用新型做进一步阐释。[0028] 在此需要说明的是,对于这些实施例方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。本文公开的特定结构和功能细节仅用于描述本实用新型的示
例实施例。然而,可用很多备选的形式来体现本实用新型,并且不应当理解为本实用新型限
制在本文阐述的实施例中。
[0029] 实施例1[0030] 本实施例提供三辊轧机上的气体密封结构,具体的,所述的三辊轧机的轧机架体1内设置有容纳三根轴组件的安装位。
[0031] 如图1所示,在本实施例中,每一处安装位内设置有用于传输动力的张力拉杆5,张力拉杆5通过外部的驱动设备提供旋转动力,轧辊9套设在张力拉杆5上并随轴同步转动。
[0032] 张力拉杆5上设置有用于夹紧轧辊9、辅助轧辊9在张力拉杆5上轴向定位的夹盘,包括分别设置在轧辊9两侧的长夹盘6和短夹盘11,长夹盘6和短夹盘11沿张力拉杆5套设,
并相对夹紧轧辊9的两个侧面,长夹盘6与短夹盘11均随同张力拉杆5同轴转动。
[0033] 在长夹盘6和短夹盘11上还分别套设有长支撑套7和短支撑套10,长支撑套7与短支撑套10的外侧与轧机架体1固定连接,内侧相对形成转动空间,而长夹盘6和短夹盘11在
转动空间内转动,长夹盘6、短夹盘11与长支撑套7、短支撑套10之间均设置有轴承8,轴承8
的外侧一般通过迷宫密封的形式进行密封保护,避免冷却水通过密封结构进入到轴承8内,
锈蚀破坏轴承8的结构。
[0034] 因此,本实施例在轧机架体1上设置了一种轧机架体1内部气体密封结构,如图1、图2和图3所示,包括轧机架体1,轧机架体1内设置三条U形的气体通道3,气体通道3连通外
部的高压气源,气体通道3的两端均为气体出口且分别朝向轧辊9两侧的密封结构外侧。
[0035] 上述公开的气体密封结构,通过气体通道3两端的出气口喷出高速气体,在密封结构外侧形成强烈的气流形成气幕,可阻止冷却水进入密封结构内造成锈蚀,同时形成正压
气体环境,使轧机架体1内部向外输送气体,将冷却水从轧机架体1内部带出。
[0036] 在具体使用时,采用空压机产生高压气体并输送至气体通道3内,气体的压强在35 5
×10Pa~10×10Pa。
[0037] 优选的,在本实施例中,气体通道3的两端出气口向外扩张,即U形结构的两端为向外扩张的广口型结构。
[0038] 外部高压气源的气体进入气体通道3并受到气体通道3的引导,由于气体通道3的数量为三,故在轧机架体1上对气体的引导结构进行优化,具体举出如下可行的方案:所述
的轧机架体1上设置有输气通道4,输气通道4的出气端连通气体通道3并用于将外部高压气
源的气体输送至气体通道3内。
[0039] 本实施例将输气通道4的引导结构进行优化,此处举出一种具体可行的方案:所述的输气通道4在轧机架体1内呈环状设置,并设置多个出气端分别与气体通道3连通。作为多
种可行选择中的一种,这样设置的好处是结构简单,传输方便,可快速将气体均匀分配至三
个气体通道3内。
[0040] 输气通道4一般设置一处进气端,具体的:所述的输气通道4的进气端位于轧机架体1的侧表面处,进气端设置有气嘴2。气嘴2可通过管道与高压气源连通,将高压气体导入
到轧机架体1内。
[0041] 轧机架体1有多种可选择的结构,不同的结构在构造气体通道3时的方法不同,此处举出如下可行的方案:所述的轧机架体1为剖分式架体并由两个剖分体拼合组成,所述的
气体通道3包括分别设置在两个剖分体上的半孔。
[0042] 对气体通道3的半孔结构进行优化,所述的半孔的横截面均为半圆形。如此设置后,两个剖分体拼合可组成完整的圆形气体通道3。
[0043] 由于采用两个剖分体进行拼合,故剖分体的拼合面需要进行密封连接处理,此处举出具体可行的方案:所述的两个剖分体的拼合面上涂覆有密封剂。
[0044] 优选的,密封剂可采用密封胶等材料物质。[0045] 实施例2[0046] 本实施例针对三辊轧机的轧机架体1进行优化设计,在实施例1的基础上对轧机架体1继续改进,提供轧机架体1内部气体密封结构,包括轧机架体1,轧机架体1内设置三条U
形的气体通道3,气体通道3连通外部的高压气源,气体通道3的两端均为气体出口且分别朝
向轧辊9两侧的密封结构外侧。
[0047] 与实施例1中不同的地方在于:如图4、图5所示,所述的轧机架体1为整体铸造成型,气体通道3为轧机架体1内部的预置管道13。作为多种选择中的一种,采用整体铸造成型
的轧机架体1,通过预留管道的方式即可实现后期的输气需求,减少了后期再加工的工序。
[0048] 本实施例中其他组成结构与实施例1中相同,此处就不再赘述。[0049] 实施例3[0050] 本实施例针对三辊轧机的轧机架体1进行优化设计,在实施例1的基础上对轧机架体1继续改进,提供轧机架体1内部气体密封结构,包括轧机架体1,轧机架体1内设置三条U
形的气体通道3,气体通道3连通外部的高压气源,气体通道3的两端均为气体出口且分别朝
向轧辊9两侧的密封结构外侧。
[0051] 与实施例1中不同的地方在于:如图6所示,所述的轧机架体1为整体铸造成型,气体通道3由轧机架体1上多个加工气体孔连通而成。作为多种可行选择中的一种,采用加工
气体孔的方式构建输气通道4和气体通道3,方便后续的调整和维护。
[0052] 优选的,所述的加工气体孔包括输气段和加工工艺段,加工工艺段内设置有避免气体泄漏的气密件12。
[0053] 优选的,气密件12可采用橡胶密封堵头、金属密封堵头等。[0054] 以上即为本实用新型列举的实施方式,但本实用新型不局限于上述可选的实施方式,本领域技术人员可根据上述方式相互任意组合得到其他多种实施方式,任何人在本实
用新型的启示下都可得出其他各种形式的实施方式。上述具体实施方式不应理解成对本实
用新型的保护范围的限制,本实用新型的保护范围应当以权利要求书中界定的为准,并且
说明书可以用于解释权利要求书。
声明:
“轧机架体内部气体密封结构” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 493
编辑:管理员
来源:四川易尚天交实业有限公司
493
编辑:管理员
来源:四川易尚天交实业有限公司



 咨询细节
咨询细节










































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















