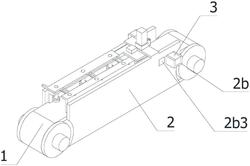
权利要求书: 1.一种H型钢万能轧机出口导卫调整装置,其特征在于,包括传输模块(1)、架体(2)和调整模块(3);
架体(2)包括第一安装架(2a)、第二安装架(2b)和第三安装架(2c),第一安装架(2a)设置在架体(2)的上端,第一安装架(2a)上固定安装有第一液压缸(2a1),第一液压缸(2a1)的输出端固定设置有第一推板(2a2);
第二安装架(2b)设置在架体(2)的旁侧,第二安装架(2b)上固定安装有第二液压缸(2b1),第二液压缸(2b1)的输出端指向传输模块(1)所在方向,第二液压缸(2b1)的输出端上固定设置有第二推板(2b2),第二安装架(2b)的旁侧开设有方形通孔,方形通孔内安装有第二距离
传感器(2b3),第二距离传感器(2b3)的输出端与第二液压缸(2b1)的输出端指向相同的方向;
第三安装架(2c)与第二安装架(2b)对称设置在架体(2)上,第三安装架(2c)上固定安装有第三液压缸(2c1),第三液压缸(2c1)的输出端指向传输模块(1)所在方向,第二液压缸(2b1)的输出端上固定设置有第三推板(2c2);
调整模块(3)包括固定导卫(3a)、活动导卫(3b)和轧轮(3c),固定导卫(3a)固定设置在架体(2)的一侧,固定导卫(3a)的顶端设置有第一延伸板(3a1),第一延伸板(3a1)上固定安装有第一距离传感器(3a2),第一距离传感器(3a2)的输出端指向传输模块(1)所在方向;
活动导卫(3b)与固定导卫(3a)滑动配合,轧轮(3c)设置在传输模块(1)上。
2.根据权利要求1所述的一种H型钢万能轧机出口导卫调整装置,其特征在于,调整模块(3)还包括升降板(3d),升降板(3d)上固定设置有升降杆(3d1),固定导卫(3a)上设有用于通过升降杆(3d1)的升降槽(3a3),活动导卫(3b)上设有与升降杆(3d1)配合设置的固定杆(3b1),升降杆(3d1)和固定杆(3b1)分别与同侧的轧轮(3c)同轴设置。
3.根据权利要求2所述的一种H型钢万能轧机出口导卫调整装置,其特征在于,升降板(3d)上均匀设置有若干导柱(3d2),活动导卫(3b)上设置有与导柱(3d2)配合的导向孔(3b2)。
4.根据权利要求1所述的一种H型钢万能轧机出口导卫调整装置,其特征在于,架体(2)包括支撑架(2d),支撑架(2d)设置在传输模块(1)内。
5.根据权利要求2所述的一种H型钢万能轧机出口导卫调整装置,其特征在于,架体(2)的输入端上还设置有刻度线(2e),升降板(3d)上还设置有第二延伸板(3d3),第二延伸板(3d3)的顶端固定设置有手持部(3d5),第二延伸板(3d3)的底部设置有与刻度线(2e)配合的指针(3d4)。
6.根据权利要求2所述的一种H型钢万能轧机出口导卫调整装置,其特征在于,活动导卫(3b)与升降板(3d)之间固定设置有若干拉簧(3e)。
说明书: 一种H型钢万能轧机出口导卫调整装置技术领域[0001] 本实用新型涉及导卫调整装置领域,具体是涉及一种H型钢万能轧机出口导卫调整装置。背景技术[0002] 万能轧机是由一对水平辊和一对立辊组成主机架,其四个辊的轴线在一个平面内,水平辊为主动辊,立辊为从动辊(有的轧机立辊也可驱动),可对轧件进行四面加工,并由二辊水平轧机做辅助机架(轧边机)。[0003] 轧机导卫板是用于控制轧件进入或离开轧辊的装置。通常导卫板由铸铁制成,在某些小型轧机情况下,也可由钢制成。必须将进来的轧件导入正确的孔型并精确地抬高到所要求正确的高度,因为在现代轧机中,精轧机座的进料速度是非常大,一出故障会导致轧件误入孔型和“弯斜”或在轧机平面上乱穿,这不仅非常危险,而且在时间和材料上也会造成很大的浪费。[0004] 当轧件头部出现扣头和翘头问题时,需要停机利用加垫、撤垫的方式,对出口上下卫板高度进行调整,同样当轧件头部出现侧弯问题时,需要停机对出口导板位置进行调整,并且人工手动调整精度差,经常需要多次进行调整,严重影响生产作业率。[0005] 中小H型钢在轧制宽翼缘规格时,极容易出现头部向一侧弯曲现象,给后续矫直工作带来困难,造成产品合格率下降。在生产过程中由于各种轧制条件的变化,经常出现扣头和翘头问题。实用新型内容
[0006] 基于此,有必要针对现有技术问题,提供一种H型钢万能轧机出口导卫调整装置。[0007] 为解决现有技术问题,本实用新型采用的技术方案为:[0008] 一种H型钢万能轧机出口导卫调整装置,包括传输模块、架体和调整模块;架体包括第一安装架、第二安装架和第三安装架,第一安装架设置在架体的上端,第一安装架上固定安装有第一液压缸,第一液压缸的输出端固定设置有第一推板;第二安装架设置在架体的旁侧,第二安装架上固定安装有第二液压缸,第二液压缸的输出端指向传输模块所在方向,第二液压缸的输出端上固定设置有第二推板,第二安装架的旁侧开设有方形通孔,方形通孔内安装有第二距离传感器,第二距离传感器的输出端与第二液压缸的输出端指向相同的方向;第三安装架与第二安装架对称设置在架体上,第三安装架上固定安装有第三液压缸,第三液压缸的输出端指向传输模块所在方向,第二液压缸的输出端上固定设置有第三推板;调整模块包括固定导卫、活动导卫和轧轮,固定导卫固定设置在架体的一侧,固定导卫的顶端设置有第一延伸板,第一延伸板上固定安装有第一距离传感器,第一距离传感器的输出端指向传输模块所在方向;活动导卫与固定导卫滑动配合,轧轮设置在传输模块上。[0009] 优选的,调整模块还包括升降板,升降板上固定设置有升降杆,固定导卫上设有用于通过升降杆的升降槽,活动导卫上设有与升降杆配合设置的固定杆,升降杆和固定杆分别与同侧的轧轮同轴设置。[0010] 优选的,升降板上均匀设置有若干导柱,活动导卫上设置有与导柱配合的导向孔。[0011] 优选的,架体包括支撑架,支撑架设置在传输模块内。[0012] 优选的,架体的输入端上还设置有刻度线,升降板上还设置有第二延伸板,第二延伸板的顶端固定设置有手持部,第二延伸板的底部设置有与刻度线配合的指针。[0013] 优选的,活动导卫与升降板之间固定设置有若干拉簧。[0014] 本申请相比较于现有技术的有益效果是:[0015] 1.本申请通过在传输模块上设置轧轮,热轧后的钢通过轧轮将其压成H型钢,H型钢继续随着传输模块运动,当H型钢从三个轧轮中出来后,钢头部分可能会向某一单一方向,因为惯性造成不同角度的侧弯、翘头和扣头,当H型钢继续向前运动时,此时的第一距离传感器会持续检测与H型钢的距离,当距离与所设定距离不同时,会发出电信号给到第一液压缸,从而带动第一推板向H型钢挤压,从而挤压到所需位置,经过第一距离传感器后的H型钢会再进过第二距离传感器,第二距离传感器会检测与H型钢的距离,当距离与所设定的距离的差值为正值时,会发送电讯号给到第三液压缸,使得第三液压缸带动第三推板挤压H型钢,当距离与所设定的距离的差值为负值时,会发送电讯号给到第二液压缸,使得第二液压缸带动第二推板挤压H型钢,从而保证加工出的H型钢的直度。[0016] 2.本申请通过在调整模块上设置升降板,活动导卫上设置固定杆,并将升降杆和固定杆分别与同侧的轧轮同轴设置,从而控制轧轮调整高度,从而控制H型板翼板的宽度。[0017] 3.本申请通过抓握手持部从而调整升降板的高度,将指针指向所需刻度线的具体位置,从而精确控制升降板的高度,从而精确控制H型钢的翼板的厚度。附图说明[0018] 图1是本申请的立体示意图一;[0019] 图2是本申请的立体示意图二;[0020] 图3是本申请图2的局部放大示意图;[0021] 图4是本申请的隐藏调整模块后的立体示意图;[0022] 图5是本申请的隐藏架体后的立体示意图;[0023] 图6是本申请的隐藏传输模块和调整模块后的立体示意图一;[0024] 图7是本申请的隐藏传输模块和调整模块后的立体示意图二。[0025] 图中标号为:[0026] 1?传输模块;[0027] 2?架体;2a?第一安装架;2a1?第一液压缸;2a2?第一推板;2b?第二安装架;2b1?第二液压缸;2b2?第二推板;2b3?第二距离传感器;2c?第三安装架;2c1?第三液压缸;2c2?第三推板;2d?支撑架;2e?刻度线;[0028] 3?调整模块;3a?固定导卫;3a1?第一延伸板;3a2?第一距离传感器;3b?活动导卫;3b1?固定杆;3b2?导向孔;3c?轧轮;3d?升降板;3d1?升降杆;3d2?导柱;3d3?第二延伸板;
3d4?指针;3d5?手持部;3e?拉簧。
具体实施方式[0029] 为能进一步了解本实用新型的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本实用新型作进一步详细描述。[0030] 如图1?7所示,本申请提供:[0031] 一种H型钢万能轧机出口导卫调整装置,包括传输模块1、架体2和调整模块3;架体2包括第一安装架2a、第二安装架2b和第三安装架2c,第一安装架2a设置在架体2的上端,第一安装架2a上固定安装有第一液压缸2a1,第一液压缸2a1的输出端固定设置有第一推板
2a2;第二安装架2b设置在架体2的旁侧,第二安装架2b上固定安装有第二液压缸2b1,第二液压缸2b1的输出端指向传输模块1所在方向,第二液压缸2b1的输出端上固定设置有第二推板2b2,第二安装架2b的旁侧开设有方形通孔,方形通孔内安装有第二距离传感器2b3,第二距离传感器2b3的输出端与第二液压缸2b1的输出端指向相同的方向;第三安装架2c与第二安装架2b对称设置在架体2上,第三安装架2c上固定安装有第三液压缸2c1,第三液压缸
2c1的输出端指向传输模块1所在方向,第二液压缸2b1的输出端上固定设置有第三推板
2c2;调整模块3包括固定导卫3a、活动导卫3b和轧轮3c,固定导卫3a固定设置在架体2的一侧,固定导卫3a的顶端设置有第一延伸板3a1,第一延伸板3a1上固定安装有第一距离传感器3a2,第一距离传感器3a2的输出端指向传输模块1所在方向;活动导卫3b与固定导卫3a滑动配合,轧轮3c设置在传输模块1上。
[0032] 基于上述实施例,本申请想要解决的技术问题是如何自动将轧制出的钢整直。为此,本申请通过在传输模块1上设置轧轮3c,热轧后的钢通过轧轮3c将其压成H型钢,H型钢继续随着传输模块1运动,当H型钢从三个轧轮3c中出来后,钢头部分可能会向某一单一方向,因为惯性造成不同角度的侧弯、翘头和扣头,当H型钢继续向前运动时,此时的第一距离传感器3a2会持续检测与H型钢的距离,当距离与所设定距离不同时,会发出电信号给到第一液压缸2a1,从而带动第一推板2a2向H型钢挤压,从而挤压到所需位置,经过第一距离传感器3a2后的H型钢会再进过第二距离传感器2b3,第二距离传感器2b3会检测与H型钢的距离,当距离与所设定的距离的差值为正值时,会发送电讯号给到第三液压缸2c1,使得第三液压缸2c1带动第三推板2c2挤压H型钢,当距离与所设定的距离的差值为负值时,会发送电讯号给到第二液压缸2b1,使得第二液压缸2b1带动第二推板2b2挤压H型钢,从而保证加工出的H型钢的直度。[0033] 进一步的,如图7所示:[0034] 调整模块3还包括升降板3d,升降板3d上固定设置有升降杆3d1,固定导卫3a上设有用于通过升降杆3d1的升降槽,活动导卫3b上设有与升降杆3d1配合设置的固定杆3b1,升降杆3d1和固定杆3b1分别与同侧的轧轮3c同轴设置。[0035] 基于上述实施例,本申请想要解决的技术问题是如何控制H型钢的厚度。为此,本申请通过在调整模块3上设置升降板3d,活动导卫3b上设置固定杆3b1,并将升降杆3d1和固定杆3b1分别与同侧的轧轮3c同轴设置,从而控制轧轮3c调整高度,从而控制H型板翼板的宽度。[0036] 进一步的,如图7所示:[0037] 升降板3d上均匀设置有若干导柱3d2,活动导卫3b上设置有与导柱3d2配合的导向孔3b2。[0038] 基于上述实施例,本申请想要解决的技术问题是如何控制两侧的轧轮3c始终处于同一高度。为此,本申请通过在升降板3d上设置导柱3d2,在活动导卫3b上设置导向孔3b2,将活动导卫3b和升降板3d通过导向孔3b2和升降板3d固定,从而移动升降板3d带动活动导卫3b移动。[0039] 进一步的,如图4所示:[0040] 架体2包括支撑架2d,支撑架2d设置在传输模块1内。[0041] 基于上述实施例,本申请想要解决的技术问题是如何支撑设备。为此,本申请通过设置支撑架2d,支撑架2d支撑传输模块1以及在传输模块1上运动的型钢材料。[0042] 进一步的,如图3所示:[0043] 架体2的输入端上还设置有刻度线2e,升降板3d上还设置有第二延伸板3d3,第二延伸板3d3的顶端固定设置有手持部3d5,第二延伸板3d3的底部设置有与刻度线2e配合的指针3d4。[0044] 基于上述实施例,本申请想要解决的技术问题是如何精确控制H型钢的翼板厚度。为此,本申请通过抓握手持部3d5从而调整升降板3d的高度,将指针3d4指向所需刻度线2e的具体位置,从而精确控制升降板3d的高度,从而精确控制H型钢的翼板的厚度。
[0045] 进一步的,如图7所示:[0046] 活动导卫3b与升降板3d之间固定设置有若干拉簧3e。[0047] 基于上述实施例,本申请想要解决的技术问题是如何自动将待加工型钢夹紧。为此,本申请通过在活动导卫3b与升降板3d间设置拉簧3e,拉簧3e会将活动导卫3b向升降板3d方向拉拽,从而将活动导卫3b和升降板3d夹紧,从而将传输模块1上的型钢夹紧。
[0048] 以上实施例仅表达了本实用新型的一种或几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
声明:
“H型钢万能轧机出口导卫调整装置” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 355
编辑:管理员
来源:河北鑫达钢铁集团有限公司
355
编辑:管理员
来源:河北鑫达钢铁集团有限公司



 咨询细节
咨询细节





































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















