权利要求书: 1.一种高速超薄铸轧机的压上装置,包括一组配合使用的上斜块和下斜块,上斜块用于顶压轧辊,其特征是:所述压上装置还包括调整箱;所述下斜块放置在调整箱内的底面上,在调整箱的顶面设有用于限制上斜块水平移动的挡边;所述调整箱通过一对转轴分别连接有一对带有手柄的偏心压紧轮,一对偏心压紧轮分别顶压在下斜块在滑动方向的两端面上。
2.如权利要求1所述的一种高速超薄铸轧机的压上装置,其特征是:上斜块和下斜块的斜面角度小于3°。
3.如权利要求1所述的一种高速超薄铸轧机的压上装置,其特征是:在调整箱上开设有观测箱内的视窗。
4.如权利要求3所述的一种高速超薄铸轧机的压上装置,其特征是:在上斜块上刻有垂直的指示线,在下斜块刻有多条垂直的刻度线。
5.如权利要求1所述的一种高速超薄铸轧机的压上装置,其特征是:所述调整箱设有与转轴对应的转轴孔,转轴配合安装在转轴孔内。
6.如权利要求5所述的一种高速超薄铸轧机的压上装置,其特征是:所述调整箱设有多个与转轴对应的转轴孔,多个转轴孔到下斜块相对应端面的距离各不相同;所述转轴配合安装在其中的一个转轴孔内。
说明书: 一种高速超薄铸轧机的压上装置技术领域[0001] 本实用新型涉及轧机技术领域,尤其是涉及一种高速超薄铸轧机的压上装置。背景技术[0002] 高速超薄铸轧机对压上装置的要求较高,要求压上装置对下轧辊具有精准的调整精度和稳定支撑状态。通常超薄铸轧机轧制的
铝板厚度在2mm以内,因此要求压上装置对辊
缝的调整精度在0.05mm以内。
[0003] 现有的铸轧机压上装置,其下斜块由电机或手柄驱动的丝杠带动滑移,使上斜块在垂直方向上产生位移,顶压轧辊。这种结构适于辊缝间隙调整范围较大的铸轧机,其缺点
在于,调整精度不足,而且在调整后,丝杠与螺母的间隙会使辊缝的间隙产生变化。这种变
化对于厚板的铸轧来说可以忽略,但是对于超薄板来说则是致命的缺陷。
实用新型内容
[0004] 为了克服背景技术中的不足,本实用新型公开了一种高速超薄铸轧机的压上装置,采用如下技术方案:
[0005] 一种高速超薄铸轧机的压上装置,包括一组配合使用的上斜块和下斜块,上斜块用于顶压轧辊;所述压上装置还包括调整箱;所述下斜块放置在调整箱内的底面上,在调整
箱的顶面设有用于限制上斜块水平移动的挡边;所述调整箱通过一对转轴分别连接有一对
带有手柄的偏心压紧轮,一对偏心压紧轮分别顶压在下斜块在滑动方向的两端面上。
[0006] 进一步地改进技术方案,上斜块和下斜块的斜面角度小于3°。[0007] 进一步地改进技术方案,在调整箱上开设有观测箱内的视窗。[0008] 进一步地改进技术方案,在上斜块上刻有垂直的指示线,在下斜块刻有多条垂直的刻度线。
[0009] 进一步地改进技术方案,所述调整箱设有与转轴对应的转轴孔,转轴配合安装在转轴孔内。
[0010] 进一步地改进技术方案,所述调整箱设有多个与转轴对应的转轴孔,多个转轴孔到下斜块相对应端面的距离各不相同;所述转轴配合安装在其中的一个转轴孔内。
[0011] 由于采用上述技术方案,相比背景技术,本实用新型具有如下有益效果:[0012] 本实用新型的偏心压紧轮具有压紧力量大、防振脱性好等特点,不仅易于实现对下斜块推动量的控制,而且在压上调整后,还能够实现对下斜块的可靠固定。
[0013] 本实用新型的结构简单,不需要复杂的传动控制机构,特别适于对辊缝厚度的调整范围小,但又对调整精度要求高的超薄板材的压上调整。
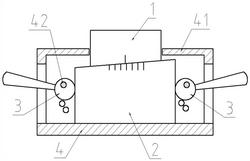
附图说明[0014] 图1为本实用新型的结构示意图。[0015] 图中:1、上斜块;2、下斜块;3、偏心压紧轮;4、调整箱;41、挡边;42、转轴。具体实施方式[0016] 下面参照附图来描述本实用新型的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本实用新型的技术原理,并非旨在限制本实用新型的保护
范围。
[0017] 一种高速超薄铸轧机的压上装置,如图1所示,包括一组配合使用的上斜块1和下斜块2,上斜块1用于顶压轧辊。为了提高调整精度,上斜块1和下斜块2的斜面角度为2.8°。
[0018] 所述压上装置还包括调整箱4。所述下斜块2放置在调整箱4内的底面上,并能够在调整箱4的底面上滑动。在调整箱4的顶面设有用于限制上斜块1水平移动的挡边41。在调整
箱4内通过一对转轴42分别连接有一对带有手柄的偏心压紧轮3,一对偏心压紧轮3在手柄
的作用下分别顶压在下斜块2在滑动方向的两端面上。
[0019] 当需要调低上压高度时,脱开右侧偏心压紧轮3对下斜块2的顶压,下压左侧偏心压紧轮3的手柄,使下斜块2向右侧移动,从而降低上斜块1。高度调节到位时,下压右侧偏心
压紧轮3的手柄,对下斜块2进行顶压固定。当需要调高上压高度时,脱开左侧偏心压紧轮3
对下斜块2的顶压,下压右侧偏心压紧轮3的手柄,使下斜块2向左侧移动,从而抬高上斜块
1。高度调节到位时,下压左侧偏心压紧轮3的手柄,对下斜块2进行顶压固定。偏心压紧轮3
具有压紧力量大、防振脱性好等特点,且易于实现对下斜块2推动量的控制。
[0020] 为了便于定量地调整,在上斜块1上刻有垂直的指示线,在下斜块2刻有多条垂直的刻度线。刻度线可以根据上斜块1和下斜块2的斜面角度为3°推算出对应的顶升量。在调
整箱4上开设有观测箱内的视窗(图中未示出),通过视窗能够观测到指示线与刻度线,根据
观测指示线对应的刻度线可以定量得知下斜块2需要的移动量。
[0021] 偏心压紧轮3的顶压行程有限,为了保证两侧的偏心压紧轮3在任意位置都能压紧下斜块2,在调整箱4上设有多个与转轴42对应的转轴孔,多个转轴孔到下斜块2相对应端面
的距离各不相同,选择在位置合适的转轴孔内插入转轴42可以完美地解决该问题。
[0022] 本压上装置的缺点在于对下斜块2的调整距离有限,不能对辊缝间隙进行较大范围的调整,但是特别适于对辊缝厚度的调整范围小,但又对调整精度要求高的超薄板材的
压上调整。
[0023] 本实用新型未详述部分为现有技术。尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况
下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的保护范围由所附权利
要求及其等同物限定。
声明:
“高速超薄铸轧机的压上装置” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 447
编辑:管理员
来源:洛阳泰盟机械制造有限公司
447
编辑:管理员
来源:洛阳泰盟机械制造有限公司



 咨询细节
咨询细节










































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















