权利要求书: 1.一种轧机机架(1),所述轧机机架(1)用于轧机机组中的轧制块,所述轧机机组用于从轧材(28)中轧制金属棒材、线材或管材,其中所述轧机机架(1)包括至少三个星形地包围轧制轴(4)的辊子(3),所述辊子共同形成一个孔型并且以辊子转速旋转,其中附接在所述轧机机架(1)上的进料滚轮扫描装置(30)具有多个滚轮杠杆(32),所述滚轮杠杆上分别安装有一个滚轮(31),所述滚轮杠杆被构建成,对进入所述轧机机架(1)的轧材(28)施加作用力,且其中所述进料滚轮扫描装置(30)用作进料滚轮导引装置,所述进料滚轮导引装置围绕轧制轴来校正和固设轧材(28)的定向,其中所述进料滚轮扫描装置(30)具有用于测量所述滚轮杠杆(32)中的至少一个的压紧力和/或位置的测量装置(37、38),其中所述轧机机架具有整合在所述轧机机架(1)中的控制器,且其中所述控制器被构建成根据测量出的所述滚轮杠杆(32)的压紧力和/或测量出的所述滚轮杠杆(32)的位置来确定所述进入的轧材(28)的轮廓与额定轮廓的偏差以及/或者所述孔型的校正和/或所述辊子转速的校正。
2.根据权利要求1所述的轧机机架(1),其中所述测量装置(37、38)被构建成测量所述轧机机架(1)的多个滚轮杠杆(32)的压紧力和/或位置。
3.根据权利要求1所述的轧机机架(1),其中所述测量装置(37、38)被构建成测量所述轧机机架(1)的所有滚轮杠杆(32)的压紧力和/或位置。
4.根据上述权利要求1?3中任一项所述的轧机机架(1),其中所述轧机机架(1)具有用于为所述测量装置(37、38)和/或所述控制器供电的充电电池。
5.根据上述权利要求1?3中任一项所述的轧机机架(1),其中所述轧机机架(1)能够借助所述控制器通过无线连接而与中央单元和/或另一轧机机架(1)进行通信。
6.一种轧制块,具有多个沿所述轧制轴(4)先后布置的根据权利要求1?5中任一项所述的轧机机架(1),其中所述轧制块的至少一个上游布置的轧机机架(1)和下游布置的轧机机架(1)被构建成相互以及/或者与中央单元进行通信,以便利用在所述上游布置的轧机机架(1)上测量出的所述滚轮杠杆(32)的压紧力和/或位置来校正所述下游布置的轧机机架(1)的孔型和/或辊子转速。
7.一种校正根据权利要求1?6中任一项所述的轧机机架(1)中的孔型的方法,包括测量所述滚轮杠杆(32)中的至少一个的压紧力和/或位置,确定所述进入的轧材(28)的轮廓与额定轮廓的偏差,以及
基于所述偏差来校正所述孔型和/或所述辊子转速。
说明书: 轧机机架、轧制块和校正轧机机架中的孔型的方法技术领域[0001] 本发明涉及一种用于轧机机组中的轧制块的轧机机架,所述轧机机组用于从轧材中轧制金属棒材、线材或管材,其中所述轧机机架包括至少三个星形地包围轧制轴的辊子,所述辊子共同形成一个孔型(Kaliber)并且以辊子转速旋转。所述轧机机架可以包括三个、四个或更多辊子。背景技术[0002] 这种轧机机架例如由DE10015340A1揭示,该轧机机架在图1a和图1b中示出。在各类文献中,如DE102007030 408A1中还描述过类似的轧机机架,或者在EP3156143A1中描述过另一结构形式。前者涉及一种具有三个星形地围绕轧材布置的辊子的轧机机架。后者描述一种具有四个星形地围绕轧材布置的辊子的轧机机架。二者的特征在于,可以借助偏心轮来径向调节这些辊子,以便校正孔型从而对轧材的品质和精度施加影响。
每个辊子均可以具有专用打入器(Eintrieb),并且可借助各自的辊子轴体以及布置在辊子两侧的轴承而旋转并可被径向调节地支承在机架壳体中。作为三个或四个星形地围绕轧材布置的辊子的替代方案,也可以有更多辊子围绕轧材布置。
[0003] EP0921873A1示例性描述了具有三个辊子的机架的另一结构形式。该案将这些辊子容置在轧机机架中的可动摇杆中。采用这种结构形式时,轧制力并非停留在轧机机架中,而是通过液压缸传递给轧制块。采用这种具有三个或四个辊子的机架结构形式的情况下,通过液压缸就能在轧制过程期间对孔型施加影响。[0004] 具有三个、四个或更多辊子的所有这些机架结构形式的特点是,它们是独立且可迅速更换的轧机机架,其在轧制块中容置在机架容置部中并且能够在数分钟内更换成新的经处理的轧机机架。[0005] 此举对于在较高产品品质的同时确保整个轧机机组的较高生产能力而言是必要的。特别是在需要轧制不同直径的棒材或管材的情况下,更换轧机机架是必要之举。用前文所述的这类轧机机架来轧制不同直径是可以的,但可用调节范围仅限于直径中的数毫米。如果需要轧制截然不同的直径,如40mm而非30mm,就需要为轧机机架装配一组相应的辊子。
[0006] 轧制块包括多个沿轧制轴先后布置的机架容置部,其在轧机机架位置中分别具有一个轧机机架,其中这些轧机机架通常是可被个别更换的,以便按前述方式将待轧制棒材、线材或管材的期望直径调节为更大的调节范围。[0007] 这样就例如对具有四个轧机机架位置的轧制块而言提供八个、十二个或更多轧机机架,它们在轧制块中以持续更换的方式工作。[0008] 并非处于使用状态的轧机机架在机架车间中为下一次使用做准备。[0009] 这些轧机机架和轧制块中的大多数的共同之处在于,轧机机架配设有可被外部调节的辊子。所谓的远程调整是以电动方式或者借助液压式致动器(如一或多个液压缸)来实现的。[0010] 这些致动器能够直接地在轧制期间或者在轧制暂停时改变孔型。[0011] 由操作人员或自动装置来决定实施孔型校正与否。[0012] 举例而言,根据当前的现有技术,在紧挨轧制块后面布置用来检查轧材的几何形状和尺寸精度的测量仪。随后根据这些测量结果,通过调节辊子位置来在轧机机架上实施相应的校正,以便将与轧材额定几何形状的偏差降至最小。[0013] 这种方法的缺点是,轧制完毕后才能测定几何形状偏差,因而无法对已轧制的物品进行校正。[0014] 为使这种方法得以有效应用,进入轧制块的轧材需要在其纵向上尽可能不具有会对成品的轧制公差产生影响的特性,或者仅具有变化非常缓慢的这些特性。[0015] 进入轧制块的轧材的变化,如几何形状的偏差或者轧材温度的波动,会对轧制完毕后的轧材的公差产生影响。如果沿纵向的波动距离短于测量仪与最后一个轧机机架的间隔,则无法用这种方法来校正这些波动。[0016] 在这种已知方法(当前的现有技术)中,根据轧制完毕后的轧材的尺寸来校正孔型或者轧制速度。[0017] 如能根据在轧制期间或者在轧材进入单个机架前就已测定的测量值来校正孔型,则更为有利。可以由上游轧机机架将其测量值和校正与后面的机架分享,从而实现提前调节。[0018] 进入轧制块的轧材轮廓的几何形状波动会对轧制完毕后的轧材的公差产生影响。其原因在于以下事实:先后布置的轧机机架的孔型被预设为特定的进入质量流量。如果实际进入的质量流量或者进入的轧材轮廓不同于预期,则会出现孔型的过度充填或充填不足。这样就会有过多或过少的材料流入轧材的未被成型辊子围绕的位置。例如在期望获得圆形轮廓的情况下,这种效应可能造成轧制完毕后的轧材的非期望椭圆度。
[0019] 在当前常见的轧制法中,对从轧制块离开的轧材的轮廓进行测量。随后,根据这些测量值来在轧制块的最后一个或倒数第二个轧机机架中校正孔型或辊子转速。[0020] 在基于已轧制完毕的轧材件来校正孔型或辊子转速的情况下,这种方法就轧材的整个长度而言会产生并非最佳的结果。[0021] 只有在进入轧制块的轧材的轮廓波动极小的情况下,用这种方法才能达到较好的轧制公差。但实践中这种情况不经常会发生。[0022] 为了在轧制完毕后的轧材的品质(特别是轮廓波动)方面达到较好的效果,必须在轧材进入轧机机架前就测定其轮廓。例如可以在轧制块的前几个轧机机架中就对孔型或辊子转速进行校正。[0023] 同样有利的是,在轧制块的每个轧机机架前对进入的轧制轮廓个别地实施测量,以检查从前一个轧机机架离开的轧材是否具有期望几何形状。[0024] 为此,就必须在每个轧机机架前安装轮廓测量仪,此举理论上是可以的,但出于各种实践、技术或经济上的理由而不可行。[0025] 出于制程技术方面的理由,需要尽可能缩小轧制块中的各轧机机架的间距。市售轮廓测量仪所需的结构空间对于布置在轧制块的轧机机架之间而言实属过大。此外,实施辊子冷却所需的较大水量也阻止了在轧机机架之间采用常见的光学轮廓测量法。发明内容[0026] 本发明的目的是提供上述技术领域的一种装置,其通过以下方式来在轧制轧材时实现较小的公差:更好地将轧材的几何形状波动考虑在内,而不必增大轧制块中的各机架间的距离或者改变辊子冷却方案。[0027] 本申请的一个方面在于提供一种轧机机架,所述轧机机架用于轧机机组中的轧制块,所述轧机机组用于从轧材中轧制金属棒材、线材或管材,其中所述轧机机架包括至少三个星形地包围轧制轴的辊子,所述辊子共同形成一个孔型并且以辊子转速旋转;其中附接在所述轧机机架上的进料滚轮扫描装置具有多个滚轮杠杆,所述滚轮杠杆上分别安装有一个滚轮,所述滚轮杠杆被构建成,对进入所述轧机机架的轧材施加作用力,且其中所述进料滚轮扫描装置用作进料滚轮导引装置,所述进料滚轮导引装置围绕轧制轴来校正和固设轧材的定向;其中所述进料滚轮扫描装置具有用于测量所述滚轮杠杆中的至少一个的压紧力和/或位置的测量装置;其中所述轧机机架具有整合在所述轧机机架中的控制器,且其中所述控制器被构建成根据测量出的所述滚轮杠杆的压紧力和/或测量出的所述滚轮杠杆的位置来确定所述进入的轧材的轮廓与额定轮廓的偏差以及/或者所述孔型的校正和/或所述辊子转速的校正。[0028] 优选地,其中所述测量装置被构建成测量所述轧机机架的多个滚轮杠杆的压紧力和/或位置。更优选地,其中所述测量装置被构建成测量所述轧机机架的所有滚轮杠杆的压紧力和/或位置。[0029] 优选地,其中所述轧机机架具有用于为所述测量装置和/或所述控制器供电的充电电池。[0030] 优选地,其中所述轧机机架能够借助所述控制器通过无线连接而与中央单元和/或另一轧机机架进行通信。[0031] 本申请的另一方面在于提供一种轧制块,其具有多个沿所述轧制轴先后布置的如上所述的轧机机架,其中所述轧制块的至少一个上游布置的轧机机架和下游布置的轧机机架被构建成相互以及/或者与中央单元进行通信,以便利用在所述上游布置的轧机机架上测量出的所述滚轮杠杆的压紧力和/或位置来校正所述下游布置的轧机机架的孔型和/或辊子转速。[0032] 本申请的还一方面在于提供一种校正如上所述的轧机机架中的孔型的方法,包括:测量所述滚轮杠杆中的至少一个的压紧力和/或位置,确定所述进入的轧材的轮廓与额定轮廓的偏差,以及基于所述偏差来校正所述孔型和/或所述辊子转速。[0033] 在上述技术领域的本发明的轧机机架上,在所述轧机机架上游附接有进料滚轮扫描装置,所述进料滚轮扫描装置具有多个滚轮杠杆,所述滚轮杠杆上分别安装有一个滚轮,所述滚轮杠杆被构建成,对进入所述轧机机架的轧材施加作用力。所述进料滚轮扫描装置具有用于测量所述滚轮杠杆中的至少一个(优选多个或所有)滚轮杠杆的压紧力和/或位置的装置。因此,该进料滚轮扫描装置用作扫描装置并且优选地也用作进料滚轮导引件的意义上的导引装置,该进料滚轮导引件用于围绕轧制轴来校正和固设轧材的定向。[0034] 为了在前述难题下获得关于在轧制块中紧挨地先后布置的每个轧机机架中的进入的轧材横截面的有用信息,可以利用通常紧挨地布置在轧机机架上游并且一般安装至轧机机架的进料滚轮导引件,其中该进料滚轮导引件被构建为进料滚轮扫描装置,以便对进入的轧制轮廓进行相应测量。[0035] 传统上的进料滚轮导引件用于防止轧材在进入孔型时发生扭转。[0036] 为此,以一定作用力将分别安装在一个杠杆上的多个滚轮压紧在轧材上。这种作用力例如通过相应的弹簧元件或通过简单地将杠杆弹性预张在轧材上来产生。[0037] 在本发明中,所述进料滚轮扫描装置或进料滚轮导引件配设有用于对滚轮杠杆进行压紧力测量的测力元件和/或配设有滚轮杠杆的位置测量
传感器。进料滚轮导引件就进料滚轮扫描装置而言且如此地构建,使得在对轧材进行进料导引时实施测力和/或位移测量。这样就能在进料滚轮导引件或进料滚轮扫描装置上确定至少一个滚轮杠杆的压紧力和/或位置,并且在调节轧材时将由此而产生的关于轧材的几何形状波动的信息考虑在内。[0038] 在轧材以不同于预设定或者在其长度上不同或可变的轮廓尺寸进入这个进料滚轮导引件或进料滚轮扫描装置的情况下,杠杆方位和用来将杠杆压向轧材的作用力发生变化。[0039] 可以利用上述情况来测定关于进入的轧材的轮廓不同于预期轮廓的信息。具体方式在于:例如可以通过位移测量传感器来测定用来将杠杆压向轧材的杠杆压紧力以及/或者杠杆的方位。[0040] 也就是说,可以利用杠杆的方位变化和/或杠杆的压紧力这两种效应来确定进入的轧材与预设轧材轮廓的偏差。这两种效应中的哪个更有说服力,这一点取决于滚轮导引件的结构原理。[0041] 视滚轮导引件的结构形式而定地,可以利用这两种效应中的一种或两种来测定进入轧机机架的轧材轮廓与预期的额定轮廓的相对偏差。[0042] 而后就能基于所测测量值来决定校正孔型和/或辊子转速是否有利、需要或者不必要。[0043] 在拥有更多测量值,如轧制力和/或轧材温度的情况下,就能用相应的算法更精确地调整孔型和/或相应的辊子转速。[0044] 优选可以由整合在轧机机架中的控制器实施上述步骤。替代地,也可以由轧机机架的其他元件或者由位于轧制块中或轧制块以外的中央控制器来实施这些步骤。[0045] 与当前常见的方法相比,用本发明所能达到的轧材公差能够在轧材的整个长度范围内实现小得多的公差范围。[0046] 这些测量值可以用来在轧制块中的每个紧挨地先后布置的轧机机架前测定进入的轧材的轮廓与额定轮廓的偏差,这样就能将对孔型和/或辊子转速的必要校正分配至轧制块中的所有轧机机架,从而获得期望轧制轮廓并且显著改善所能达到的轧制公差。这一点在当前的方法中是无法做到的,因为首先借助轮廓测量仪来测量轧制完毕后的轧材,再基于这些信息来视情况对最后两个轧机机架的孔型进行调整。[0047] 本发明相对该已知方法而言特别有利的效果是,当轧材在最后一个轧机机架中轧制完毕前就能对孔型或辊子转速进行必要的校正。[0048] 这样就能对进入轧制块的轧材的偏差做出反应,而在当前的方法中只能有限地实现这一点。[0049] 因此,该当前常见的方法主要用于针对未来待轧制的轧材来测定孔型和辊子转速的设定。根据这种方法,首先仅确定结果的几何形状,并不与导致额定轮廓发生偏差的许多可能原因中的一种建立关联。此外,当前常见的方法基于以下假定:进入的轧材的轮廓仅会缓慢地发生变化。采用下游布置的轮廓测定的该已知方法不适于补偿与额定轮廓的偏差,这些偏差间的距离相对较小。[0050] 根据另一有利方案,在每个轧机机架中均对布置于其上的滚轮导引件的测量数据进行处理并且整合有相应的测量数据处理单元,通常为控制装置。测量数据处理单元例如可以是可自由编程的控制器,其处理测量信号并且优选地可以测定相应的孔型校正。如果在多个(优选在每个)轧机机架中设有集成式测量数据处理单元并且它们互联,则这些测量数据处理单元可以相互交换测量数据。这样就能在轧材通过相应的轧机机架前就对轧材的几何形状的变化做出反应。[0051] 对于这种数据交换而言同样有利的是,采用无线式数据传输并且在轧制块中或机架车间中借助充电电池或非接触式感应输电来对测量技术和测量数据处理单元进行供电。也可以通过可分离插头实施供电。这种方案并非最佳,因为在轧机的粗放操作中,这类连接极易发生故障。
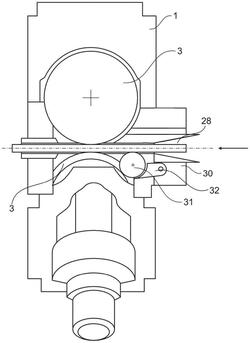
附图说明[0052] 图1a为优选轧制装置的截面图。[0053] 图1b为图1a所示轧制装置的侧视图。[0054] 图2为具有进料滚轮扫描装置的优选轧制装置的一个部分的局部截面图。[0055] 图3为优选进料滚轮扫描装置的局部截面图。[0056] 图4为另一优选进料滚轮扫描装置的局部截面图。具体实施方式[0057] 图1a示出具有机架壳体2的轧机机架1,机架壳体中星形地布置有三个辊子3,其包围轧制轴4,由这些辊子的间距以及与中央轧制轴4的距离定义一个孔型。每个辊子3具有一个专用打入器5,未予绘示的驱动单元将用于辊子3的驱动转矩施加于该打入器。通过抗扭地安装在辊子轴体7上的联轴半部6来将转矩传递至辊子3。[0058] 辊子3在两侧上借助辊子轴体7可旋转地支承在轧制轴承13上。轧制轴承13位于偏心轴套14和15上,其中偏心轴套14布置在辊子3的打入器侧上且具有两个用来支承辊子轴体7的轧制轴承13,而偏心轴套15在辊子3的另一侧上仅具有一个轧制轴承13,该轧制轴承中同样支承有辊子轴体7。[0059] 在这三个辊子轴体7中的两个中,偏心轴套15具有锥齿轮状齿段16,其卡入端侧相邻的偏心轴套14的齿段16。[0060] 在机架壳体2的其中一个端面上布置有调节装置17,其具有可旋转地支承的轴体18和锥齿轮19。锥齿轮19卡入其中一个偏心轴套14的齿段20。可以将用于旋转锥齿轮19的轴体18的扳手通过对应偏心轴套14的齿段20插接至与轴体18抗扭连接的联轴件21。该偏心轴套(与所有偏心轴套14一样)通过环扣辊子3的连接架22而与对应的偏心轴套15抗扭且保持距离地连接,并且齿段16将旋转运动传递给所有辊子轴体7的偏心轴套14、15,这样就能在径向上同步地调节所有偏心轴套14、15和辊子3,并且改变孔型。
[0061] 图1a和图1b示出位于调节装置17上的圆盘23,其抗扭地与联轴件21和轴体18连接。圆盘23上安装有图1b所示标度盘24,其与指针25一起指示辊子3的当前的径向位置和孔型。夹紧装置26能够将圆盘23和所有偏心轴套14和15以及辊子3沿径向锁定住,从而固定孔型。[0062] 此外如图1b所示,联轴半部6配设有齿部27,驱动单元的未予绘示的第二联轴半部可以卡入该齿部。[0063] 图2示出具有图1a所示前述轧机机架1的优选轧制装置的一个部分。在图2所示局部截面图中,三个辊子3中仅示出两个辊子3。将棒形轧材28导引穿过孔型,由轧制装置来轧制该轧材。[0064] 在轧材28与辊子3发生接触前,即在辊子3上游,导引轧材穿过附接在轧机机架1上的进料滚轮扫描装置30。通过进料滚轮扫描装置30就能将轧材28优选附加地在其定向上围绕其纵轴进行校正和固设,因而进料滚轮扫描装置30在原理上也起到现有技术中的进料滚轮导引件的作用。进料滚轮扫描装置30配设有支承在杠杆32上的进料扫描滚轮31,其被构建成对进入轧机机架1的轧材28施加作用力。进料滚轮扫描装置具有图2中未予绘示的用于测量至少一个杠杆32的压紧力和/或位置的装置。通过测量至少一个杠杆32的压紧力和/或位置,进料滚轮扫描装置30就能在轧材进入孔型前识别轧材28的直径中的最小变化,并根据识别到的轧材28的直径来对孔型(特别是各辊子3与轧制轴4间的径向距离)进行调整。[0065] 图3示出用于前述附图中的轧机机架1的进料滚轮扫描装置30的一种优选实施方式。轧材28沿轧制轴4进入进料滚轮扫描装置30,该进料滚轮扫描装置具有图2所示进料扫描滚轮31和杠杆32,进料扫描滚轮31支承在杠杆上。杠杆32可围绕旋转轴34偏转地支承,以便跟随轧材28的直径中的变化。这些杠杆对轧材28施加作用力,以便在通过进料滚轮扫描装置30时精确地跟随轧材28的轮廓。[0066] 进料扫描滚轮31施加于轧材28的作用力在图3所示实施方式中是由弹簧36引起的。为此,杠杆32以与旋转轴34间隔一定距离的方式具有铰接地固定在杠杆32上的中间接头35,其又与活塞39铰接连接并且将杠杆32围绕旋转轴34的偏转运动转换成活塞39平行于轧制轴4的平移运动。活塞39在轴套或气缸中运动,在该轴套或气缸中,在图3所示实施方式中,弹簧36在活塞39与轴套或气缸的轴向止挡40之间施加弹力,使得该弹力将进料扫描滚轮31压向轧材28。[0067] 作为弹簧36的补充方案,在活塞39与止挡40之间还设有测力单元37,其如此地布置和设计,使其能够测定作用于止挡40与活塞39之间的作用力,并且在气缸或轴套的底部中(即在止挡40一侧上)还设有位移传感器38,其如此地布置和设计,使其能够测定活塞在气缸或轴套中的位置。[0068] 根据位移传感器38和测力单元37所确定的位置和作用力,就能确定相应杠杆32和支承于其上的进料扫描滚轮31的压紧力,从而调整孔型,以便制成尽可能均匀的轧制产品,即轧制完毕后的轧材。[0069] 图4示出图3所示进料滚轮扫描装置的替代型进料滚轮扫描装置30。与图3所示进料滚轮扫描装置30不同,图4所示进料滚轮扫描装置30不具有弹簧36和位移传感器38。与前述实施方式一样,测力单元37布置在活塞39与止挡40之间并且确定作用于这些元件之间的作用力。连同与进料扫描滚轮31连接的元件(即杠杆32、中间接头35、活塞39、止挡40和承载这些元件的框架)的弹性一起,根据测力单元37所测定的作用力便能给出杠杆32和支承于其上的进料扫描滚轮31的压紧力和位置。通过这种方式就能对孔型进行调整,以便制成尽可能均匀的轧制产品,即轧制完毕后的轧材。[0070] 附图标记表[0071] 1轧机机架[0072] 2机架壳体[0073] 3辊子[0074] 4轧制轴[0075] 5打入器[0076] 6联轴半部[0077] 7辊子轴体[0078] 13轧制轴承[0079] 14偏心轴套[0080] 15偏心轴套[0081] 16齿段[0082] 17调节装置[0083] 18轴体[0084] 19锥齿轮[0085] 20齿段[0086] 21联轴件[0087] 22连接架[0088] 23圆盘[0089] 24标度盘[0090] 25指针[0091] 26夹紧装置[0092] 27齿部[0093] 28轧材[0094] 30进料滚轮扫描装置[0095] 31进料扫描滚轮[0096] 32杠杆[0097] 34旋转轴[0098] 35中间接头[0099] 36弹簧[0100] 37测力单元[0101] 38位移传感器[0102] 39活塞[0103] 40止挡。
声明:
“轧机机架、轧制块和校正轧机机架中的孔型的方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 420
编辑:管理员
来源:德国考科斯技术有限公司
420
编辑:管理员
来源:德国考科斯技术有限公司



 咨询细节
咨询细节










































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















