权利要求书: 1.一种连铸机械手托圈,其特征在于:包括一体成型的长水口托持体和叉架固定体,所述长水口托持体采用设有开口(3)的圆形结构,所述叉架固定体设于所述长水口托持体的外侧,所述叉架固定体上设有固定孔(1);所述长水口托持体内侧面形状与其托持的长水口颈部法兰形状匹配。
2.根据权利要求1所述的一种连铸机械手托圈,其特征在于:所述长水口托持体内侧面包括从上至下依次衔接的内衬面一(4)、竖直面一(5)、水平面(6)、内衬面二(7)和竖直面二(8),所述内衬面一(4)和所述内衬面二(7)均为上大下小的曲面。
3.根据权利要求2所述的一种连铸机械手托圈,其特征在于:所述长水口托持体内侧面还设有若干均匀分布的通孔(2),所述通孔(2)贯穿所述长水口托持体。
4.根据权利要求3所述的一种连铸机械手托圈,其特征在于:所述通孔(2)与所述开口(3)相对设置。
5.根据权利要求3所述的一种连铸机械手托圈,其特征在于:所述通孔(2)的曲率半径和所述内衬面一(4)、所述内衬面二(7)的曲率半径相同。
6.根据权利要求3所述的一种连铸机械手托圈,其特征在于:所述通孔(2)的直径为10?
15mm。
7.根据权利要求1所述的一种连铸机械手托圈,其特征在于:所述叉架固定体设有两个且对称包裹于所述开口(3)两侧的所述长水口托持体外边缘,其一端与所述开口(3)齐平,另一端达到所述长水口托持体的半径位置。
8.根据权利要求7所述的一种连铸机械手托圈,其特征在于:所述固定孔(1)位于所述叉架固定体的侧面且对称设于长水口托持体两侧。
9.根据权利要求1所述的一种连铸机械手托圈,其特征在于:所述固定孔(1)的内径为
27mm,深度为25mm。
说明书: 一种连铸机械手托圈技术领域[0001] 本实用新型涉及钢铁生产技术领域,特别是涉及一种连铸机械手托圈。背景技术[0002] 传统圆形托圈虽能很好的起到连接固定长水口的作用,但因质量和操作等原因,长水口容易发生断、穿、裂等现象。更换长水口时,因长水口温度较高,需要操作机械手旋转
180°将长水口从圆形托圈内取出再重新将待换长水口插入托圈内,费时费力。又因生产过
程中换包节奏较紧,如不能在短时间内更换好长水口,有可能因中间包吨位低导致停机、中
包渣下至结晶器等事故的发生,给生产和操作带来很大的困难,同时也造成了巨大的经济
损失。
发明内容[0003] 本实用新型针对上述技术问题,克服现有技术的缺点,提供一种连铸机械手托圈,包括一体成型的长水口托持体和叉架固定体,长水口托持体采用设有开口的圆形结构,叉
架固定体设于长水口托持体的外侧,叉架固定体上设有固定孔;长水口托持体内侧面形状
与其托持的长水口颈部法兰形状匹配。
[0004] 本实用新型进一步限定的技术方案是:[0005] 前所述的一种连铸机械手托圈,长水口托持体内侧面包括从上至下依次衔接的内衬面一、竖直面一、水平面、内衬面二和竖直面二,内衬面一和内衬面二均为上大下小的曲
面。
[0006] 前所述的一种连铸机械手托圈,长水口托持体内侧面还设有若干均匀分布的通孔,通孔贯穿长水口托持体。
[0007] 前所述的一种连铸机械手托圈,通孔与开口相对设置。[0008] 前所述的一种连铸机械手托圈,通孔的曲率半径和内衬面一、内衬面二的曲率半径相同。
[0009] 前所述的一种连铸机械手托圈,通孔的直径为10?15mm。[0010] 前所述的一种连铸机械手托圈,叉架固定体设有两个且对称包裹于开口两侧的长水口托持体外边缘,其一端与开口齐平,另一端达到长水口托持体的半径位置。
[0011] 前所述的一种连铸机械手托圈,固定孔位于叉架固定体的侧面且对称设于长水口托持体两侧。
[0012] 前所述的一种连铸机械手托圈,固定孔的内径为27mm,深度为25mm。[0013] 本实用新型的有益效果是:本实用新型成功解决了传统机械手圆形托圈生产过程中更换长水口速度较慢和不便,导致中包吨位偏低,中包内钢水夹杂物上浮时间过短,造成
铸坯内部质量较差的难点。该托圈提高了更换长水口的速度,降低了工人劳动强度,提高了
更换长水口炉次中间包吨位,使钢水夹杂物上浮时间得到保证,提高了铸坯质量和经济效
益。
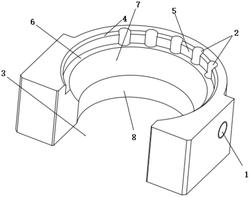
附图说明[0014] 图1为本实用新型的结构示意图;[0015] 图2为长水口安装示意图;[0016] 其中:1、固定孔;2、通孔;3、开口;4、内衬面一;5、竖直面一;6、水平面;7、内衬面二;8、竖直面二;9、长水口。
具体实施方式[0017] 本实施例提供的一种连铸机械手托圈,结构如图1所示,包括一体成型的长水口托持体和叉架固定体,长水口托持体采用设有开口3的圆形结构,叉架固定体设于长水口托持
体的外侧。
[0018] 长水口托持体内侧面形状与其托持的长水口9颈部法兰形状匹配,包括从上至下依次衔接的内衬面一4、竖直面一5、水平面6、内衬面二7和竖直面二8,内衬面一4和内衬面
二7均为上大下小的曲面。长水口托持体内侧面与开口3相对设置有若干均匀分布的通孔2,
通孔2贯穿长水口托持体,通孔2的曲率半径和内衬面一4、内衬面二7的曲率半径相同,直径
为10?15mm。
[0019] 叉架固定体设有两个且对称包裹于开口3两侧的长水口托持体外边缘,其一端与开口3齐平,另一端达到长水口托持体的半径位置。叉架固定体上设有固定孔1,固定孔1位
于叉架固定体的侧面且对称设于长水口托持体两侧,固定孔1的内径为27mm,深度为25mm。
[0020] 如图2所示,当安装长水口9时,先将长水口9站立,操作机械手使其托圈平移至长水口9中下部,再上升机械手使托圈托举住长水口9颈部法兰部位完成安装。如需更换长水
口9,操作机械手至中包车操作平台,下降机械手使托圈和长水口9颈部法兰部位分离,前推
机械手长水口9即可从前端缺口处掉落,如此反复即可实现快速更换长水口9操作,更换长
水口9操作由原来的圆形托圈每次3?5分钟提升至1分钟左右,大大提高更换长水口9效率,
使得更换长水口9期间中间包吨位能够保持在较高吨位,避免了因更换长水口9耽误时间致
使中间包吨位造成操作和质量事故,降低了工人劳动强度。
[0021] 除上述实施例外,本实用新型还可以有其他实施方式;凡采用等同替换或等效变换形成的技术方案,均落在本实用新型要求的保护范围。
声明:
“连铸机械手托圈” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 896
编辑:管理员
来源:南京钢铁股份有限公司
896
编辑:管理员
来源:南京钢铁股份有限公司



 咨询细节
咨询细节





































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















