权利要求书: 1.一种十八辊轧机的工作辊侧支撑装置,关于轧机中心对称设置在轧机的入口侧和出口侧;其特征在于:每个工作辊均由出口侧和入口侧各一个侧支撑辊支撑,各侧支撑辊与连接的动力端共同形成各侧支撑分支,共有四个侧支撑分支关于轧机中心对称设置;各侧支撑分支中,每一个侧支撑辊均和两组背衬组件通过侧支撑轴承座连接在一起,该侧支撑轴承座和侧支撑梁连接;第一斜楔固定在侧支撑梁上并位于侧支撑梁外侧,沿竖直方向,第二斜楔平行设置在第一斜楔外侧,且与第一斜楔上下斜面相对设置并在轧制状态时接触压紧,第二斜楔与第二驱动装置连接;第一驱动装置、第二驱动装置和导轨均固定在机架上;
导轨包括侧支撑梁导轨和斜楔导轨,侧支撑梁支撑在侧支撑梁导轨上并能够沿侧支撑梁导轨前后滑动,第二斜楔的外侧与斜楔导轨配合并能够沿斜楔导轨前后滑动。
2.根据权利要求1所述的十八辊轧机的工作辊侧支撑装置,其特征在于:第一驱动装置设置位置
传感器和测压头,用于控制侧支撑梁前进、后退的位置;第二驱动装置设有测压元件,保证第二斜楔和第一斜楔斜面压紧且不过多增加侧支撑梁的附加力,避免侧支撑失稳。
3.根据权利要求2所述的十八辊轧机的工作辊侧支撑装置,其特征在于:所述第一驱动装置包括液压马达和与其连接的千斤顶,千斤顶头部安装有测压头,侧面安装有位置传感器,液压马达驱动千斤顶,以保证侧支撑辊的位置精度并测量水平力大小,一旦水平力超出设计范围马上发出报警。
4.根据权利要求1所述的十八辊轧机的工作辊侧支撑装置,其特征在于:当第一斜楔和第二斜楔的各自的斜面角度设计成自锁角度时,第二驱动装置不承受水平力。
5.根据权利要求1所述的十八辊轧机的工作辊侧支撑装置,其特征在于:在侧支撑梁内部安装有乳化液喷射装置。
6.根据权利要求1所述的十八辊轧机的工作辊侧支撑装置,其特征在于:侧支撑轴承座通过卡槽和侧支撑梁连接。
7.根据权利要求1所述的十八辊轧机的工作辊侧支撑装置,其特征在于:所述十八辊轧机的工作辊侧支撑装置的轧制准备步骤如下:穿带完毕之后,入口侧和出口侧支撑辊分别在带有位置传感器和测压头的第一驱动装置的作用下沿固定在机架上的导轨滑动并靠近工作辊,检查位置传感器和测压头显示数值是否达到预设到位值,若两侧侧支撑辊均已到位,即可进行下一步工作;
此时,按预设定调整工作辊水平移动距离,工作辊两侧侧支撑辊移动相同距离,保证工作辊被移到预设定位置;之所以要预先夹紧工作辊,再做工作辊水平移动操作,是为了保证在水平移动过程中工作辊的稳定;确保操作已经完成,检查无误后,即可进行下一步工作;
然后,第二驱动装置工作,控制第二斜楔靠近第一斜楔,检查测压头显示数值是否达到预设到位值,到位后即可启动轧机,开始轧制。
8.根据权利要求1所述的十八辊轧机的工作辊侧支撑装置,其特征在于:所述十八辊轧机的工作辊侧支撑装置的检修换辊步骤如下:检修维护时,先停止轧制,然后起动第二驱动装置,退回第二斜楔,然后起动第一驱动装置,将侧支撑轴承座退到机架可活动边界内的轧机工作辊和中间辊的换辊范围外区域,由换辊小车钳住包括侧支撑辊和背衬组件的侧支撑轴承座组件并从机架中拖出,再次装入新的侧支撑轴承座组件,反向进行操作即完成侧支承辊和背衬组件的更换,更换过程省时省力。
说明书: 一种十八辊轧机的工作辊侧支撑装置技术领域[0001] 本发明属于冶金设备领域,具体涉及一种用于十八辊轧机的工作辊侧支撑装置。背景技术[0002] 随着我国工业的高速发展,金属板带生产向高强度、低厚度、高精度、高速度、高产量发展。多辊轧机以其工作辊辊径小、轧机刚度大、体积小、重量轻等特点在近年来不断发展和完善,其中十八辊轧机是生产冷轧连续带钢的重要机型。十八辊轧机的核心技术是在传统六辊轧机基础上增设了四组工作辊侧支撑装置,保证了工作辊具有抵抗水平方向挠曲的能力。通常把工作辊侧支撑轴承座组件(包含轴承座、侧支撑辊和背衬轴承组件或者侧支撑辊和背衬辊组件)和侧支撑调整机构统称为工作辊侧支撑装置。[0003] 目前市场上的十八辊轧机工作辊侧支撑装置主要分为三种。第一种如图1所示,是以传统森吉米尔Z?High轧机为代表的(DE3324562C2、WO2004/052568A1),工作辊侧支撑轴承座组件通过铰轴固定在中间辊轴承座上,通过液压缸推动侧支撑辊紧靠住工作辊进行轧制;第二种如图2所示,是以西门子奥钢联X?High轧机为代表的(PCT/EP2010/054449),工作辊侧支撑轴承座组件通过铰轴固定在中间辊弯辊块上,通过液压缸推动侧支撑辊紧靠住工作辊进行轧制;第三种如图3所示,是以安德利兹公司S6?High轧机为代表的(PCT/EP00/07431),工作辊侧支撑轴承座组件通过斜向固定在机架上的液压缸驱动,紧靠住工作辊进行轧制。由于第一种和第二种的工作辊侧支撑轴承座组件与带钢距离小,又都需绕铰点摆动,因此它们的缺点是轧机开口度小,润滑冷却效果差,背衬轴承外径小,速度低,且工作辊辊径范围小;第三种的缺点是侧支撑结构臃肿庞大,工作辊周围空间狭小,轧制温升大,且不能进行工作辊水平移动操作。在检修维护方面,第一种轧机不管是更换中间辊还是更换任意一个背衬轴承,都需要整体更换中间辊及侧支撑轴承座组件,还需要在线下进行繁琐复杂的拆卸安装工作,耗时耗力;第三种轧机由于侧支撑结构所占空间较大,必须把上、下工作辊及上、下中间辊都移出轧机,才能更换背衬轴承,过程复杂耗时,影响生产效率。
[0004] 技术方案[0005] 本发明所要解决的技术问题是针对上述存在的技术缺陷,提供一种紧凑合理、工作辊辊径范围大、维护方便快捷的十八辊工作辊侧支撑装置,使用寿命长,并能减少人工成本和维护危险性。[0006] 本发明解决其技术问题所采用的技术方案是:[0007] 一种十八辊轧机的工作辊侧支撑装置,关于轧机中心对称设置在轧机的入口侧和出口侧;其特征在于:每个工作辊均由出口侧和入口侧各一个侧支撑辊支撑,各侧支撑辊与连接的动力端共同形成各侧支撑分支,共有四个侧支撑分支关于轧机中心对称设置;各侧支撑分支中,每一个侧支撑辊均和两组背衬组件通过侧支撑轴承座连接在一起,该侧支撑轴承座和侧支撑梁连接;第一斜楔固定在侧支撑梁上并位于侧支撑梁外侧,沿竖直方向,第二斜楔平行设置在第一斜楔外侧,且与第一斜楔上下斜面相对设置并在轧制状态时接触压紧,第二斜楔与第二驱动装置连接;第一驱动装置、第二驱动装置和导轨均固定在机架上;导轨包括侧支撑梁导轨和斜楔导轨,侧支撑梁支撑在侧支撑梁导轨上并能够沿侧支撑梁导轨前后滑动,第二斜楔的外侧与斜楔导轨配合并能够沿斜楔导轨前后滑动。
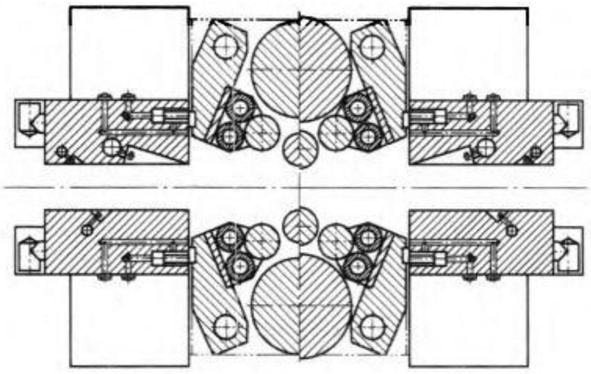
[0008] 进一步的,第一驱动装置设置移传感器和测压头,用于控制侧支撑梁前进、后退的位置;第二驱动装置设有测压元件,保证第二斜楔和第一斜楔斜面压紧且不过多增加侧支撑梁的附加力,避免侧支撑失稳。[0009] 进一步的,所述第一驱动装置包括液压马达和与其连接的千斤顶,千斤顶头部安装有测压头,侧面安装有位置传感器,液压马达驱动千斤顶,能保证侧支撑辊的位置精度并测量水平力大小,一旦水平力超出设计范围马上发出报警。[0010] 进一步的,当第一斜楔和第二斜楔的各自的斜面角度设计成自锁角度时,第二驱动装置不承受水平力。[0011] 进一步的,在侧支撑梁内部安装有乳化液喷射装置。[0012] 进一步的,侧支撑轴承座通过卡槽和侧支撑梁连接。[0013] 进一步的,上述十八辊轧机的工作辊侧支撑装置的轧制准备步骤如下:[0014] 穿带完毕之后,入口侧和出口侧支撑辊分别在带有位移传感器和测压头的第一驱动装置的作用下沿固定在机架上的导轨滑动并靠近工作辊,检查位移传感器和测压头显示数值是否达到预设到位值,若两侧侧支撑辊均已到位,即可进行下一步工作;[0015] 此时,按预设定调整工作辊水平移动距离,工作辊两侧侧支撑辊移动相同距离,保证工作辊被移到预设定位置;之所以要预先夹紧工作辊,再做工作辊水平移动操作,是为了保证在水平移动过程中工作辊的稳定;确保上述操作已经完成,检查无误后,即可进行下一步工作;[0016] 然后,第二驱动装置工作,控制第二斜楔靠近第一斜楔,检查测压头显示数值是否达到预设到位值,到位后即可启动轧机,开始轧制。[0017] 进一步的,上述十八辊轧机的工作辊侧支撑装置的检修换辊步骤如下:[0018] 检修维护时,先停止轧制,然后起动第二驱动装置,退回第二斜楔,然后起动第一驱动装置,将侧支撑轴承座退到机架可活动边界内的轧机工作辊和中间辊的换辊范围外区域,由换辊小车钳住包括侧支撑辊和背衬组件的侧支撑轴承座组件并从机架中拖出,再次装入新的侧支撑轴承座组件,反向进行上述操作即完成侧支承辊和背衬组件等的更换,更换过程省时省力。[0019] 与现有技术相比,本发明的有益效果是:[0020] 1、与现有的十八辊工作辊侧支撑装置相比,本工作辊侧支撑装置布局合理,结构简单,侧支撑稳定可靠,操作简便,对于工作辊辊径的适应范围也更广,有效拓展了可生产产品范围,增强了轧机适应性;[0021] 2、通过驱动侧支撑装置在导轨内水平移动,拓宽了换辊空间,使单独更换侧支撑辊和背衬组件变得可行,提高了换辊工作效率,避免了Z?HIGH型十八辊轧机换辊时线下复杂繁琐的拆装工作,同时也省掉了S6?HIGH型十八辊轧机更换侧支撑(背衬轴承及侧支撑辊等)时需要先把工作辊和中间辊拉出机架的麻烦操作。[0022] 3、第一驱动装置设有水平力测压元件,能准确测出轧制时工作辊的水平受力情况,设置了水平力超限报警,有效保护了设备安全,避免由于偶发水平力超限引起的事故。[0023] 4、可灵活参与工作辊水平移动操作,减小工作辊水平挠曲,有效提高了轧制成品的表面质量;[0024] 5、本产品应用于十八辊轧机的前景良好,而且还可以应用于六辊轧机改造项目。附图说明[0025] 图1为现有技术中Z?High轧机窗口图;[0026] 图2为现有技术中X?High轧机窗口图;[0027] 图3为现有技术中S6?High轧机窗口图;[0028] 图4为本发明的十八辊轧机的工作辊侧支撑装置结构示意图;[0029] 图5为本发明更换中间辊及工作辊的窗口示意图;[0030] 图6为本发明更换侧支撑轴承座组件的窗口示意图。[0031] 图中:1?导轨,1?1—斜楔导轨,1?2—侧支撑梁导轨,2—工作辊侧支撑辊,3—背衬组件,4—侧支撑轴承座,5—侧支撑梁,6—第一驱动装置,7—第一斜楔,8—第二斜楔,9—第二驱动装置,10—上中间辊,11—上工作辊,12—下工作辊,13—下中间辊,14—机架,15—带钢。
具体实施方式[0032] 根据本发明实施的十八辊轧机的工作辊侧支撑装置如图4?6所示,相对于机架中心(图4?6中的中心线位置)对称设置(图4中左右方向)在入口侧和出口侧,用于支撑上工作辊11和下工作辊12;其特征在于:在入口侧和出口侧(即前方和后方)均包括导轨1、工作辊侧支撑辊2、背衬组件3、侧支撑轴承座4、侧支撑梁5、第一驱动装置6、第一斜楔7、第二斜楔8和第二驱动装置9;每个工作辊均由两个工作辊侧支撑辊2分别从前方和后方进行支撑。[0033] 导轨1包括斜楔导轨1?1和侧支撑梁导轨1?2,均固定在机架14内侧(竖直方向的上方或下方为外侧,靠近中间为内侧),且工作辊侧支撑辊2和两组背衬组件3通过侧支撑轴承座4连接在一起,侧支撑轴承座4通过卡槽和侧支撑梁5连接,第一斜楔7固定在侧支撑梁5上并随同侧支撑梁5一起沿前后方向滑动,侧支撑轴承座4和侧支撑梁5可沿侧支撑梁导轨1?2前后滑动,通过带位移传感器和测压头的第一驱动装置6控制其前进、后退的位置。沿竖直方向,在第一斜楔7外侧(上方或下方),第二斜楔8与第一斜楔7上下平行设置且斜面相对,第二斜楔8可通过带有测压头的第二驱动装置9控制其沿斜楔导轨1?1前后滑动。第一驱动装置6和第二驱动装置9均固定在机架14上。第一斜楔7和第二斜楔8的斜面相配合进行水平方向的锁定和限位。[0034] 轧制时,侧支撑梁5在竖直方向上压紧侧支撑梁导轨1?2,同时第二斜楔8在竖直方向上压紧斜楔导轨1?1,从而消除运动件之间的间隙。上工作辊11和下工作辊12的水平力和垂直力都通过工作辊侧支撑辊2、背衬组件3、侧支撑轴承座4传递到侧支撑梁5上。其中一部分水平力由带位移传感器和测压头的第一驱动装置6平衡:其中液压马达6?1驱动千斤顶6?2,千斤顶6?2头部安装有测压头,千斤顶6?2侧面安装有位置传感器,能保证侧支撑辊2的位置精度并测量水平力大小,一旦水平力超出设计范围马上发出报警,有效保护了设备;另一部分水平力由带有测压头的第二驱动装置9平衡。垂直力由第一斜楔7向上通过第二斜楔8传递给机架14,由机架14平衡。
[0035] 进一步的,第一斜楔7和第二斜楔8的各自的斜面角度可设计成自锁角度(如4度左右),此时,当两者斜面上下配合锁定限位后,在没有外力的情况下,两者均不会滑动错开,由此说明当第一斜楔7和第二斜楔8的各自的斜面角度设计成自锁角度时,第二驱动装置9不承受水平力。[0036] 在侧支撑梁5内部安装有乳化液喷射装置,能有效降低带钢温度并提供良好的轧制润滑条件。[0037] 本发明具体实施方式之一如图4所示,穿带完毕之后,入口侧和出口侧上下方的工作辊侧支撑轴承座4、侧支撑辊2和背衬组件3等分别在带有位移传感器和测压头的第一驱动装置6的作用下沿固定在机架上的侧支撑梁导轨1?2滑动并使工作辊侧支撑辊2靠近上工作辊11和下工作辊12,检查位移传感器和测压头显示数值是否达到预设到位值,若两侧的侧支撑轴承座均已到位(即两侧的工作辊侧支撑辊2夹紧工作辊并有一定预压力),即可进行下一步工作。[0038] 此时,如果需要按预设定调整上工作辊11和下工作辊12的水平移动距离,则将该工作辊两侧的侧支撑梁5一进一退,入口侧和出口侧进和退的移动距离相同,保证上工作辊11和下工作辊12被移到预设定位置。之所以要预先夹紧工作辊,再做工作辊水平移动操作,是为了保证在水平移动过程中工作辊的稳定。(工作辊只有两端头有轴承支撑,除此之外辊身上没有别的轴承支撑,也没有驱动装置,需要靠中间辊和工作辊侧支撑辊2的夹紧来保持稳定。)确保上述操作已经完成,检查无误后,即可进行下一步工作。
[0039] 然后,第二驱动装置9工作,控制第二斜楔8靠近第一斜楔7,检查第二驱动装置9的测压头显示数值是否达到预设到位值,到位后即可启动轧机,开始轧制。[0040] 更换中间辊和工作辊时,先停止轧制,具体实施方式之一如图5所示。起动第二驱动装置9,退回第二斜楔8,起动第一驱动装置6,先使上工作辊11和下工作辊12在侧支撑梁5的推动下回到轧制中心位置(即图5中心线位置,即中间辊和工作辊均位于与轧制线垂直的一条竖直直线上),然后控制第一驱动装置6,将侧支撑轴承座4退到机架可活动边界(图5中矩形框标示)外的区域,该区域也在轧机工作辊和中间辊的换辊范围外,即工作辊本体和中间辊轴承座边界外;然后使用工作辊提升装置托住上工作辊11和下工作辊12,并移动到其换辊位(如图5所示),上中间辊10和下中间辊13在中间辊弯辊缸的作用下到达中间辊换辊位(如图5所示)。然后由换辊小车进行中间辊和工作辊的更换操作,更换过程省时省力。[0041] 更换侧支撑辊或背衬组件时,先停止轧制,具体实施方式之一如图6所示。起动第二驱动装置9,退回第二斜楔8,起动第一驱动装置6,先使上工作辊11和下工作辊12在侧支撑梁5的推动下回到轧制中心位置,然后控制第一驱动装置6,将侧支撑轴承座4退到机架可活动窗口边界内的区域(如图6矩形框所示),该区域也在轧机工作辊和中间辊的换辊范围外,然后使用工作辊提升装置托住上工作辊11和下工作辊12,并移动到其换辊位,上中间辊10和下中间辊13在中间辊弯辊缸的作用下到达中间辊换辊位。由换辊小车钳住侧支撑轴承座4(包括侧支撑辊2和背衬组件3等)并从机架中拖出,再次装入新的侧支撑轴承座4(包括侧支撑辊2和背衬组件3等),反向进行上述操作即完成侧支承辊和背衬组件的更换,更换过程省时省力。
[0042] 本发明具体实施方式中,第一驱动装置6可换成液压缸等,第二驱动装置9可换成电动推杆或气缸等,背衬组件可由背衬轴承或背衬辊组成。[0043] 通过驱动侧支撑装置在导轨内水平移动,拓宽了换辊空间,可单独更换侧支撑辊和背衬轴承组件等,提高了换辊工作效率;[0044] 轧制时,侧支撑梁和第二斜楔在垂直方向上分别压紧导轨,使侧支撑稳定可靠。[0045] 第一驱动装置设有水平力测压元件,能准确测出轧制时工作辊的水平受力情况,设置了水平力超限报警,有效保护了设备安全,避免由于偶发水平力超限引起的事故;[0046] 第二驱动装置设有测压元件,保证斜面压紧且不过多增加侧支撑梁的附加力,避免侧支撑失稳;[0047] 第一斜楔和第二斜楔的斜面角度可设计成自锁角度,第二驱动装置可不承受水平力。[0048] 可灵活参与工作辊水平移动操作,减小工作辊水平挠曲,有效提高了轧制成品的表面质量。[0049] 本发明结构简单、控制精确、省时省力、稳定可靠。凡在本发明的精神和原则之内所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
声明:
“十八辊轧机的工作辊侧支撑装置” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 762
编辑:管理员
来源:中冶南方工程技术有限公司
762
编辑:管理员
来源:中冶南方工程技术有限公司



 咨询细节
咨询细节





































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















