权利要求书: 1.一种棒材轧机芯轴偏心套同轴度检测装置,其特征在于:它包括底座(1)、型座(2)、转轴(3)、调节框架(4)、丝杠升降机(5)、轴承座(6)、滑动杆(7),底座(1)为长方形板,两个相同的型座(2)放置在底座(1)平面上,型座(2)的型开口沿着底座(1)的长度方向,待测的两个偏心套(16)分别放置在两个型座(2)的型开口上,两个调节框架(4)分别放置在两个型座(2)的外侧的底座(1)平面上,两个丝杠升降机(5)固定在调节框架(4)上,每个调节框架(4)的两侧分别固定有垂直的滑动杆(7),两个调节框架(4)的上方分别有轴承座(6),轴承座(6)的两端分别有滑动孔套在调节框架(4)两侧的滑动杆(7)上,轴承座(6)的底面由丝杠升降机(5)的顶杆上端支撑,转轴(3)的两端分别穿过两个调节框架(4)上方的轴承座(6)中的轴承内孔,转轴(3)的中部分别穿过型座(2)上方的两个待测的偏心套(16)的内孔。
2.根据权利要求1所述的棒材轧机芯轴偏心套同轴度检测装置,其特征在于:所述两个型座(2)的两侧底座(1)上分别固定有调节挡板(8),调节挡板(8)上有调节螺孔,调节螺栓(9)拧在调节螺孔中,调节螺栓(9)的前端顶在型座(2)的侧面。
3.根据权利要求1所述的棒材轧机芯轴偏心套同轴度检测装置,其特征在于:所述调节框架(4)由顶板(10)、两个立柱(11)和底板(12)组成,底板(12)固定在底座(1)上,丝杠升降机(5)固定安装在顶板(10)的中央,丝杠升降机(5)的丝杠穿过顶板(10)中央的丝杠孔,两个滑动杆(7)的下端分别与两个立柱(11)的上端垂直固定连接。
4.根据权利要求1所述的棒材轧机芯轴偏心套同轴度检测装置,其特征在于:所述两个丝杠升降机(5)上分别有相对的连接孔,连接孔内分别有连接轴(13),两个相对的丝杠升降机(5)的连接轴(13)之间有同步轴(14),同步轴(14)的两端分别通过联轴器(15)与两个丝杠升降机(5)的连接轴(13)相连接。
说明书: 一种棒材轧机芯轴偏心套同轴度检测装置技术领域[0001] 本实用新型涉及一种对棒材轧机芯轴偏心套的同轴度进行检测的工具,属于测量仪器技术领域。
背景技术[0002] 棒材轧机的一种粗轧机核心部件是芯轴。在芯轴结构中,支撑辊环的轧辊轴在油膜轴承内转动,其径向负荷由油膜轴承承受,油膜轴承又被压装入一组偏心套内部,其中两
个大偏心套的外部有一部分蜗轮牙形,当转动与此蜗轮相啮合的蜗杆时,偏心套就会随着
蜗轮按一定方向转动一定角度,这样就改变了轧辊轴的中心距,实现了辊缝的调节功能。轧
辊轴的油膜轴承的润滑为压力润滑,其润滑系统的压力为4巴,比齿轮与滚子轴承的润滑系
统压力约高一倍,这主要是便于油膜的形成。芯轴经过一段时间使用后需要进行解体维修,
维修回装前,需要对面板上、下油膜轴承里孔同轴度及上、下偏心套外圈同轴度进行检测,
同轴度允许偏差为半径方向小于0.05mm,否则由于同轴度超差油膜不易形成,极易发生油
膜轴承烧,造成事故,直接造成经济损失。
[0003] 由于芯轴每次解体检修更换油膜轴承、偏心套、连接板或面板任何组件时都需运至机修厂检测同轴度,合格之后方可回装。而运至机修厂检测一次,在机制数控车床与人工
均空闲情况下需时3天,需费用3万元,手续繁琐,效率较低。
[0004] 因此,十分有必要设计一套棒材轧机芯轴同轴度检测装置,在本区域机修间即可实现对芯轴装置同轴度的检测,需要加工时,再外运加工。同时也可以对机修厂返修件,进
行检测,增加设备维护的可靠性,又起到了降低检测、维修费用的目的,节约成本。
实用新型内容
[0005] 本实用新型所要解决的技术问题是提供一种棒材轧机芯轴偏心套同轴度检测装置,这种检测装置可以测量偏心套两侧轴向线同轴度误差,提高偏心套同轴度检测效率,节
约外检费用,提高工作效率。
[0006] 解决上述技术问题的技术方案是:[0007] 一种棒材轧机芯轴偏心套同轴度检测装置,它包括底座、型座、转轴、调节框架、丝杠升降机、轴承座、滑动杆,底座为长方形板,两个相同的型座放置在底座平面上,型座
的型开口沿着底座的长度方向,待测的两个偏心套分别放置在两个型座的型开口上,两
个调节框架分别放置在两个型座的外侧的底座平面上,两个丝杠升降机固定在调节框架
上,每个调节框架的两侧分别固定有垂直的滑动杆,两个调节框架的上方分别有轴承座,轴
承座的两端分别有滑动孔套在调节框架两侧的滑动杆上,轴承座的底面有丝杠升降机的顶
杆上端支撑,转轴的两端分别穿过两个调节框架上方的轴承座中的轴承内孔,转轴的中部
分别穿过型座上方的两个待测的偏心套的内孔。
[0008] 上述棒材轧机芯轴偏心套同轴度检测装置,所述两个型座的两侧底座上分别固定有调节挡板,调节挡板上有调节螺孔,调节螺栓拧在调节螺孔中,调节螺栓的前端顶在
型座的侧面。
[0009] 上述棒材轧机芯轴偏心套同轴度检测装置,所述调节框架由顶板、两个立柱和底板组成,底板固定在底座上,丝杠升降机固定安装在顶板的中央,丝杠升降机的丝杠穿过顶
板中央的丝杠孔,两个滑动杆的下端分别与两个立柱的上端垂直固定连接。
[0010] 上述棒材轧机芯轴偏心套同轴度检测装置,所述两个丝杠升降机上分别有相对的连接孔,连接孔内分别有连接轴,两个相对的丝杠升降机的连接轴之间有同步轴,同步轴的
两端分别通过联轴器与两个丝杠升降机的连接轴相连接。
[0011] 本实用新型的有益效果是:[0012] 本实用新型的转轴由轴承座支撑,丝杠升降机可以调整两端轴承座的高度,实现转轴沿偏心套径向垂直方向高度变化;滑动杆对轴承座起升降导向及定位作用,防止轴承
座沿水平方向偏移;两侧轴承座可单独升降,也可通过同步轴的连接实现同步升降;偏心套
装置放置在型座上,调节螺栓可以对型座进行左右调整,以调整偏心套径向水平位置。
[0013] 本实用新型结构简单、安全可靠、容易操作,可直接测量右侧偏心套与左侧偏心套同轴度偏差,提高偏心套同轴度检测效率,节约外检费用,提高工作效率。
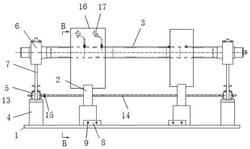
附图说明[0014] 图1是本实用新型的结构示意图;[0015] 图2是图1的侧视图;[0016] 图3是图1的B-B剖视图。[0017] 图中标记如下:底座1、型座2、转轴3、调节框架4、丝杠升降机5、轴承座6、滑动杆7、调节挡板8、调节螺栓9、顶板10、立柱11、底板12、连接轴13、同步轴14、联轴器15、偏心套
16、百分表17。
具体实施方式[0018] 本实用新型由底座1、型座2、转轴3、调节框架4、丝杠升降机5、轴承座6、滑动杆7、调节挡板8、调节螺栓9、连接轴13、同步轴14、联轴器15组成。
[0019] 图中显示,底座1为长方形板,两个相同的型座2放置在底座1平面上,型座2的型开口沿着底座1的长度方向,待测的两个偏心套16分别放置在两个型座2的型开口上。
型座2用于支撑被测的偏心套16,根据偏心套16的直径,可以选择不同高度的型座2。本实
用新型的两个实施例分别对φ685mm、φ510mm的偏心套16进行检测。
[0020] 图中显示,两个待测的偏心套16分别放置在两个型座2上,需要对型座2进行左右调整,以调整偏心套16径向水平位置。调整结构为调节挡板8和调节螺栓9,两个型座2的
两侧底座1上分别固定有调节挡板8,调节挡板8上有调节螺孔,调节螺栓9拧在调节螺孔中,
调节螺栓9的前端顶在型座2的侧面。通过旋转调节螺栓9可以使型座2在垂直于底座1长
度方向上进行水平移动,达到调整偏心套16径向水平位置的目的。
[0021] 图中显示,测量偏心套16时,需要将转轴3沿着底座1的长度方向穿过两个偏心套16,因此需要对转轴3的两端进行支撑,并对转轴3的高度进行调节,配合对偏心套16在径向
水平位置的移动,使转轴3能够位于偏心套16的中心位置。对转轴3高度进行调节的机构为
调节框架4、丝杠升降机5、轴承座6、滑动杆7。
[0022] 图中显示,两个调节框架4分别放置在两个型座2的外侧的底座1平面上。调节框架4由顶板10、两个立柱11和底板12组成,底板12固定在底座1上,丝杠升降机5固定安装在
顶板10的中央,丝杠升降机5的丝杠穿过顶板10中央的丝杠孔。两个调节框架4的上方分别
有轴承座6,轴承座6的底面由丝杠升降机5的顶杆上端支撑。
[0023] 图中显示,转轴3的两端分别穿过两个调节框架4上方的轴承座6中的轴承内孔,转轴3可以通过轴承进行转动,转轴3的中部分别穿过型座2上方的两个待测的偏心套16的内
孔,通过转轴3在偏心套16的内孔中转动进行同轴度的检测。丝杠升降机5的丝杠上下移动,
可以对轴承座6进行升降,从而对轴承座6中的转轴3的高度进行调节。
[0024] 图中显示,每个调节框架4的两侧的立柱11上端分别与两个滑动杆7的下端垂直固定连接,轴承座6的两端分别有滑动孔,调节框架4两侧的滑动杆7的上端穿过轴承座6的两
端滑动孔,滑动杆7与滑动孔为滑动配合,轴承座6可以沿着滑动杆7上下滑动,滑动杆7对轴
承座6起升降导向及定位作用,防止轴承座6沿水平方向偏移。
[0025] 图中显示,转轴3两端相对的左右两侧轴承座6可单独升降,也可通过同步轴的连接实现同步升降。同步升降的结构是,两个丝杠升降机5上分别有相对的连接孔,连接孔内
分别有连接轴13,两个相对的丝杠升降机5的连接轴13之间有同步轴14,同步轴14的两端分
别通过联轴器15与两个丝杠升降机5的连接轴13相连接。
[0026] 本实用新型的使用过程如下:[0027] 本实用新型的检测方法是:通过调整转轴3与芯轴系统的上油膜轴承(或下油膜轴承)的相对位置,使二者轴心重合。然后将转轴的位置固定,旋转转轴,通过转轴上固定的仪
表,检测出下油膜轴承(或上油膜轴承)偏心量。
[0028] 首先,将待测偏心套16组件放置型座2上,将测量机构的转轴3、调节框架4、丝杠升降机5、轴承座6、滑动杆7、调节挡板8、调节螺栓9组装好,将两块百分表17与偏心套16的
位置固定。
[0029] 然后,旋转转轴3,同时读出偏心套16内孔某一侧的两块百分表17的数值,当两块百分表17的数值变化趋势不一致时,表明转轴3两端支点的轴心线与偏心套16内孔轴心不
平行,存在同轴度偏差。
[0030] 进行调整,调整轴承座6底部丝杠升降机5和型座2的调整螺栓9,使转轴3的高度和转轴3与底座1长度方向垂直的水平位置发生变化,经过反复调整,直至两块百分表17的
数值绕圆周方向(三点定心)不再发生变化,此时证明测量转轴3两支点的轴心线与这一侧
偏心套16的轴心线同心。
[0031] 然后继续旋转轴3,读出另一侧偏心套16内孔两侧百分表17的数值,即可计算出两侧偏心套16的同轴度偏差。
[0032] 转轴3的高低通过两端的丝杠升降机5调整,水平方向通过偏心套型座两侧的调整螺栓调整。测量轴两侧支点轴承选用调心滚子轴承,可以起到自调心作用。测量转轴3支
点一端为固定端,一端为自由端,可消除测量转轴3的轴向热膨胀量。
[0033] 本实用新型的一个实施例如下:[0034] 底座1的长度为2514mm,宽度为520mm,厚度为35mm;[0035] 型座2的长度为200mm,宽度为400mm,高度为500mm;[0036] 转轴3的直径为114mm,长度为2584mm;[0037] 调节框架4的长度为160mm,宽度为490mm,高度为260mm;[0038] 丝杠升降机5的型号为SWL2.5-1A-2500F,丝杠长度为2036mm;[0039] 轴承座6和轴承的型号为22220CC/W33-C2;[0040] 滑动杆7的直径为25mm,长度为700mm[0041] 偏心套16的直径为φ685mm;[0042] 百分表17的型号为:0-5mm摆针百分表。
声明:
“棒材轧机芯轴偏心套同轴度检测装置” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 791
编辑:管理员
来源:河钢乐亭钢铁有限公司
791
编辑:管理员
来源:河钢乐亭钢铁有限公司



 咨询细节
咨询细节






































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 















