权利要求书: 1.一种石墨阳极装配装置,包括:石墨阳极钻孔机和石墨阳极攻丝机;所述石墨阳极钻孔机位于石墨阳极攻丝机之前;其特征在于,所述石墨阳极钻孔机用于在石墨制品表面钻孔,所述石墨阳极攻丝机在石墨制品表面已钻孔的基础上将所述孔制备成内螺纹孔。
2.如权利要求1所述一种石墨阳极装配装置,其特征在于,所述石墨阳极钻孔机和/或石墨阳极攻丝机包括:定位机构(6)和平台(14);所述定位机构(6)固定被加工的石墨制品;
所述平台(14)承载被加工的石墨制品;所述石墨阳极钻孔机还包括钻孔装置,从上至下依次为钻孔装置、定位机构(6)、平台(14);所述钻孔装置包括钻头(8),所述钻头(8)可以升降或左右运动;所述石墨阳极攻丝机还包括攻丝装置,从上至下依次为攻丝装置、定位机构(6)、平台(14);所述攻丝装置包括攻丝电机(1)、丝攻(11),所述丝攻(11)在攻丝电机(1)驱动下按丝攻(11)的螺距在旋转的同时升降。
3.如权利要求1所述一种石墨阳极装配装置,其特征在于,所述石墨阳极钻孔机和/或石墨阳极攻丝机还包括吸尘装置;所述吸尘装置包括吸尘罩(33),所述吸尘罩(33)位于钻头(8)和/或丝攻(11)旁。
4.如权利要求2所述一种石墨阳极装配装置,其特征在于,所述定位机构包括至少2个定位器(61),所述2个定位器(61)可以同时作相向靠拢或相背分开运动。
5.如权利要求4所述一种石墨阳极装配装置,其特征在于,还包括弹性材料,所述弹性材料位于定位器(61)的内侧。
6.如权利要求4所述一种石墨阳极装配装置,其特征在于,所述定位机构(6)还包括连杆(62)、卡环(63)和丝杆(64);所述丝杆(64)的一端具有第一外螺纹(65),自第一外螺纹(65)向另一端依次为第一外螺纹(65)、第二外螺纹(66)、凸台(67)和端头(68),所述第一外螺纹(65)与第二外螺纹(66)反向;所述连杆(62)的底部有与第一外螺纹(65)或第二外螺纹(66)相适应的内螺纹;所述卡环(63)具有与丝杆(64)的凸台(67)相适应的内孔;所述丝杆(64)依次穿过卡环(63)和2个连杆(62),凸台(67)嵌入卡环(63)的内孔,第一外螺纹(65)和第二外螺纹(66)分别穿过1个连杆(62)的内螺纹;所述2个连杆(62)的顶端分别与1个定位器(61)固定连接;所述定位器(61)内侧固定有弹性材料。
7.如权利要求2所述一种石墨阳极装配装置,其特征在于,所述平台(14)倾斜,与水平面呈第一夹角ɑ。
8.如权利要求4所述一种石墨阳极装配装置,其特征在于,所述钻头(8)和/或丝攻(11)至少有2根;所述各钻头(8)并排布置,所述各丝攻(11)并排布置。
9.如权利要求8所述一种石墨阳极装配装置,其特征在于,所述钻头(8)和/或丝攻(11)各有2根;所述2根钻头(8)中心线的延长线相交,呈第二夹角β;所述2根丝攻(11)中心线的延长线相交,呈第二夹角β;或者2根钻头(8)的中心线呈异面直线,2根丝攻(11)的中心线呈异面直线。
10.如权利要求1?3任一所述一种石墨阳极装配装置,其特征在于,还包括输送机构,所述输送机构位于石墨阳极钻孔机之前和/或位于石墨阳极钻孔机与石墨阳极攻丝机之间。
说明书: 一种石墨阳极装配装置技术领域[0001] 本实用新型涉及一种石墨阳极装配装置,属于
稀土电解设备技术领域。背景技术[0002] 石墨阳极是电解工业中用作电解阳极的石墨板、块或棒材,横截面常为矩形、圆弧形等。在电解槽运行过程中,石墨阳极随着电解的进行不断被消耗,石墨阳极经常需要更
换。然而在相应石墨阳极制作方面却依旧沿用着手工将石墨材料进行打孔、攻丝制作成石
墨阳极并安装导电板的工艺,或者简单地采用机械制作、安装石墨阳极导电板的工艺,螺丝
孔采用简单的直线或圆弧形布置,生产效率低,制作的石墨阳极螺丝孔布置简单,易损坏,
生产成本较高。
[0003] 2019年06月05日公开、公告号CN210560810U的中国实用新型专利公开了一种石墨阳极与挂具自动组装机,采用“包括:工作台、挂具卡紧器、石墨阳极卡紧器、用于对石墨阳
极钻孔的第一电钻、用于对挂具钻孔的第二电钻、用于托起石墨阳极的托盘、机械手、控制
器;工作台包括:底座、与底座相垂直的支撑板、用于连接第一电钻的第一横杆、用于连接第
二电钻的第二横杆、用于连接机械手的第三横杆;底座的端部与支撑板的底部固定连接,第
一横杆、第二横杆、第三横杆固定于支撑板的顶部;支撑板上设置用于挂具卡紧器移动的第
一滑轨和用于石墨阳极卡紧器移动的第二滑轨;控制器与机械手、第一电钻、第二电钻、挂
具卡紧器、石墨阳极卡紧器相连接”技术方案,取得了“本实用新型中的组装机劳动强度小,
便于组装,且装配准确性好”技术效果。
[0004] 2012年05月16日公开、公开号CN102453930A的中国专利申请公开了一种石墨阳极及其更换方法,采用“该阳极整体为空心圆柱体,石墨阳极由多个阳极片组成,各阳极片之
间并联,每一阳极片的顶面设有至少两个内丝孔;相邻的阳极片之间通过阳极导板连接,每
个阳极导板设置于在石墨电解槽的上方,跨越两个相邻的阳极片;每个阳极导板为与石墨
阳极片内径与外径尺寸都相同的金属导板,该金属导板与电源正极相连,该金属导板上也
设有至少两个内丝孔,该金属导板上的内丝孔与相应两个相邻的石墨阳极片上的内丝孔一
一对准,该金属导板上的内丝孔与阳极片上对应的内丝孔通过螺栓相连接”技术方案,取得
了“本发明的石墨阳极,更换容易,且对电解炉内熔盐液面造成的波动小、炉温波动小、温差
变化小、避免了死炉现象,提高了电解炉的使用寿命”技术效果。
[0005] 2016年03月23日公开、公开号CN105414599A的中国专利申请公开了一种应用于石墨模具生产的钻孔装置,采用“包括机座和钻台,机座上设有钻孔竖架和钻孔横架,钻孔竖
架位于机座的两侧,钻孔横架位于钻孔竖架之间,钻孔横架上设有升降驱动机构,钻孔横架
上设有升降机构,升降机构包括升降平台和升降丝杆,升降丝杆安装于钻孔竖架内,升降丝
杆连接有升降丝杆连接座,升降丝杆连接座连接升降平台,升降平台上设有钻孔机构,钻孔
机构包括钻孔电机和钻孔丝杆,钻孔电机连接有钻孔电机输出轴,钻孔电机输出轴连接有
钻孔减速机,钻孔减速机连接钻孔丝杆,钻孔丝杆连接有钻孔座,钻孔座连接有钻杆”技术
方案,取得了“该机器结构简单、针对性强、定位精确、钻孔效果好,很好地解决了石墨模具
生产中的钻孔问题”技术效果。
[0006] 2015年12月30日公开、公开号CN204914255U的中国实用新型专利公开了一种石墨材料深长孔加工装置,采用“包括钻头组件、定位机构及定位托架;定位机构设置于定位托
架上,定位机构包括一定位架,所述定位架固定设置有一定位钻套;钻头组件包括:第一钻
头,至少用以在定位钻套上钻出一定位钻套孔;与第一钻头直径相同,且长度大于第一钻头
的第二钻头,至少用以替换第一钻头,前端始终穿过所述定位钻套孔,并可在定位钻套孔内
沿钻孔方向自由进退,在上下左右方向受定位钻套的约束不会移动偏向”技术方案,取得了
“本实用新型结构简单合理,保证定位钻套孔与钻床主轴有很好的同心度,在钻批量孔时,
定位钻套跟随钻床主轴上下左右同步移动,可快捷准确地定位第二钻头,且经久耐用,使用
寿命长,生产效率高”技术效果。
[0007] 以上现有技术都存在结构复杂,以及由于石墨材料存在密度、硬度等不均匀现象,制作的石墨阳极内丝孔呈单排直线或弧形布置,导致石墨阳极的内丝孔易损坏等缺陷。为
了减少石墨阳极的内丝孔易损坏等缺陷,必须保留足够的内螺纹壁厚度及足够的内丝孔深
度,使得石墨阳极的利用率只有约60%。
实用新型内容
[0008] 本实用新型的目的是针对上述实用新型存在的缺陷,采用如下技术方案:[0009] 一种石墨阳极钻孔机,包括:定位机构6、钻孔装置50和平台14;从上至下依次为钻孔装置50、定位机构6、平台14。所述定位机构6固定被加工的石墨块。所述钻孔装置50包括
钻头8,所述钻头8可以升降或左右运动。所述平台14承载被加工的石墨块。
[0010] 本实用新型一种石墨阳极钻孔机优选技术方案之一,所述定位机构6从侧面固定被加工的石墨块。
[0011] 本实用新型一种石墨阳极钻孔机再一优选技术方案,所述定位机构包括至少2个定位器61,所述2个定位器61可以同时作相向靠拢或相背分开运动。
[0012] 本实用新型一种石墨阳极钻孔机再一优选技术方案,所述定位器61中心的
铅垂点位于平台14的中心线上。
[0013] 本实用新型一种石墨阳极钻孔机再一优选技术方案,所述定位器61呈“”形。[0014] 本实用新型一种石墨阳极钻孔机再一优选技术方案,所述定位器61由角钢制成。[0015] 本实用新型一种石墨阳极钻孔机优选技术方案之一,所述定位器61对被加工石墨块的相邻两侧面或被加工石墨块相邻两侧面的形成的角施加力量固定被加工的石墨块。
[0016] 本实用新型一种石墨阳极钻孔机再一优选技术方案,还包括弹性材料,所述弹性材料位于定位器61的内侧。
[0017] 本实用新型一种石墨阳极钻孔机再一优选技术方案,所述定位机构6还包括连杆26、卡环63和丝杆64。所述丝杆64的一端具有第一外螺纹65,自第一外螺纹65向另一端依次
为第一外螺纹65、第二外螺纹66、凸台67和端头68,所述第一外螺纹65与第二外螺纹66反
向。所述连杆26的底部有与第一外螺纹65或第二外螺纹66相适应的内螺纹。所述卡环63具
有与丝杆64的第二外螺纹66和/或凸台67、端头68相适应的内孔。所述丝杆64依次穿过卡
环63和2个连杆26,凸台67嵌入卡环63的内孔,第一外螺纹65和第二外螺纹66分别穿过1个
连杆26的内螺纹。所述2个连杆26的顶端分别与1个定位器61固定连接。所述定位器61内侧
固定有弹性材料。
[0018] 本实用新型一种石墨阳极钻孔机再一优选技术方案,还包括第一外螺纹65与第二外螺纹66之间的过渡段69。
[0019] 本实用新型一种石墨阳极钻孔机再一优选技术方案,所述平台14倾斜与水平面呈第一夹角ɑ,和/或所述钻头8的中心线偏离铅垂线,呈第一夹角ɑ。
[0020] 本实用新型一种石墨阳极钻孔机再一优选技术方案,所述第一夹角ɑ为2?30°。[0021] 本实用新型一种石墨阳极钻孔机再一优选技术方案,所述第一夹角ɑ为10?20°。[0022] 本实用新型一种石墨阳极钻孔机再一优选技术方案,所述所述第一夹角ɑ为10?15°。
[0023] 本实用新型一种石墨阳极钻孔机再一优选技术方案,还包括吸尘装置。所述吸尘装置回收钻孔过程中产生的石墨粉。
[0024] 本实用新型一种石墨阳极钻孔机再一优选技术方案,所述吸尘装置包括吸尘罩33、吸尘罩支架34和导出管35,所述吸尘罩33位于钻头(8)旁。
[0025] 本实用新型一种石墨阳极钻孔机再一优选技术方案,所述钻头8至少有2根,所述每2根钻头8并排布置。
[0026] 本实用新型一种石墨阳极钻孔机再一优选技术方案,所述2根钻头8的中心线或其延长线在同一竖直平面内相交,呈第二夹角β。
[0027] 本实用新型一种石墨阳极钻孔机再一优选技术方案,所述第二夹角β≤90°。[0028] 本实用新型一种石墨阳极钻孔机再一优选技术方案,所述第二夹角β≤30°。[0029] 本实用新型一种石墨阳极钻孔机再一优选技术方案,所述2根钻头8的中心线呈异面直线。
[0030] 本实用新型一种石墨阳极钻孔机再一优选技术方案,还包括推送机构4。[0031] 本实用新型还提供一种石墨阳极,所述石墨阳极顶端具有螺丝孔,所述螺丝孔至少有2个,分别为第一螺丝孔82和第二螺丝孔84,其特征在于,所述第一螺丝孔82的中心线
与第二螺丝孔84的中心线不平行。
[0032] 本实用新型一种石墨阳极优选技术方案之一,所述第一螺丝孔82的中心线与第二螺丝孔84的中心线呈异面直线或平面相交,呈第二夹角β。
[0033] 本实用新型一种石墨阳极再一优选技术方案,所述第二夹角β为2?45°。[0034] 本实用新型一种石墨阳极再一优选技术方案,所述第二夹角β为5?30°。[0035] 本实用新型一种石墨阳极再一优选技术方案,所述第二夹角β为15?20°。[0036] 本实用新型一种石墨阳极再一优选技术方案,所述螺丝孔的中心距离石墨阳极块3边缘的距离≤石墨阳极块3厚度的三分之一。
[0037] 本实用新型一种石墨阳极再一优选技术方案,螺丝孔的中心距离石墨阳极块外侧的距离≤50mm。
[0038] 本实用新型一种石墨阳极再一优选技术方案,所述螺丝孔的边缘距石墨阳极块外侧的最小距离≥10mm。
[0039] 本实用新型还提供一种石墨阳极攻丝机,包括:定位机构6、攻丝装置和平台14;从上至下依次为攻丝装置、定位机构6、平台14;所述定位机构6固定被加工的阳极毛坯;所述
攻丝装置包括攻丝电机47和丝攻74,所述丝攻74在攻丝电机1驱动下按丝攻74的螺距在旋
转的同时升降;所述平台14承载被加工的阳极毛坯。
[0040] 本实用新型所述一种石墨阳极攻丝机优选技术方案之一,所述定位机构包括至少2个定位器61,所述2个定位器61可以同时作相向靠拢或相背分开运动。
[0041] 本实用新型一种石墨阳极攻丝机再一优选技术方案,所述2个定位器61之间中心的铅垂点位于平台14的中心线上。
[0042] 本实用新型一种石墨阳极攻丝机再一优选技术方案,所述定位器61的横截面呈“”形。
[0043] 本实用新型一种石墨阳极攻丝机再一优选技术方案,还包括吸尘装置;所述吸尘装置包括吸尘罩33,所述吸尘罩33位于丝攻11旁。
[0044] 本实用新型一种石墨阳极攻丝机再一优选技术方案,还包括弹性材料,所述弹性材料位于定位器61的内侧。
[0045] 本实用新型一种石墨阳极攻丝机再一优选技术方案,所述平台14倾斜,与水平面呈第一夹角ɑ。
[0046] 本实用新型一种石墨阳极攻丝机再一优选技术方案,所述丝攻74的轴线与铅垂线呈第一夹角ɑ。
[0047] 本实用新型一种石墨阳极攻丝机再一优选技术方案,所述丝攻74至少有2根,所述各丝攻74并排布置。
[0048] 本实用新型一种石墨阳极攻丝机再一优选技术方案,所述2根丝攻74的中心线或其延长线相交,呈第二夹角β。
[0049] 本实用新型一种石墨阳极攻丝机再一优选技术方案,所述2根丝攻74的中心线呈异面直线。
[0050] 本实用新型还提供一种石墨阳极装配装置,包括:石墨阳极钻孔机7和石墨阳极攻丝机11;所述石墨阳极钻孔机7位于石墨阳极攻丝机11之前。
[0051] 本实用新型所述一种石墨阳极装配装置优选技术方案之一,所述石墨阳极钻孔机包括:定位机构6、钻孔装置50和平台14;从上至下依次为钻孔装置50、定位机构6、平台14;
其特征在于,所述定位机构6固定被加工的石墨块;所述钻孔装置50包括钻头8,所述钻头8
可以升降;所述平台14承载被加工的石墨块。
[0052] 本实用新型一种石墨阳极装配装置再一优选技术方案,所述石墨阳极攻丝机包括:定位机构6、攻丝装置和平台14;从上至下依次为攻丝装置、定位机构6、平台14;其特征
在于,所述定位机构6固定被加工的阳极毛坯;所述攻丝装置包括攻丝电机1、丝攻74,所述
丝攻74在攻丝电机1驱动下按丝攻74的螺距在旋转的同时升降;所述平台14承载被加工的
阳极毛坯。
[0053] 本实用新型一种石墨阳极装配装置再一优选技术方案,所述定位机构包括至少2个定位器61,所述2个定位器61可以同时作相向靠拢或相背分开运动。
[0054] 本实用新型一种石墨阳极装配装置再一优选技术方案,还包括弹性材料,所述弹性材料位于定位器61的内侧。
[0055] 本实用新型一种石墨阳极装配装置再一优选技术方案,所述定位机构6还包括连杆26、卡环63和丝杆64;所述丝杆64的一端具有第一外螺纹65,自第一外螺纹65向另一端依
次为第一外螺纹65、第二外螺纹66、凸台67和端头68,所述第一外螺纹65与第二外螺纹66反
向;所述连杆26的底部有与第一外螺纹65或第二外螺纹66相适应的内螺纹;所述卡环63具
有与丝杆64的凸台67相适应的内孔。所述丝杆64依次穿过卡环63和2个连杆26,凸台67嵌入
卡环63的内孔,第一外螺纹65和第二外螺纹66分别穿过1个连杆26的内螺纹;所述2个连杆
26的顶端分别与1个定位器61固定连接;所述定位器61内侧固定有弹性材料。
[0056] 本实用新型一种石墨阳极装配装置再一优选技术方案,所述平台14倾斜,与水平面呈第一夹角ɑ。
[0057] 本实用新型一种石墨阳极装配装置再一优选技术方案,所述钻头8和/或丝攻74至少有2根;所述各钻头8并排布置,所述各丝攻74并排布置。
[0058] 本实用新型一种石墨阳极装配装置再一优选技术方案,所述钻头8和/或丝攻74各有2根;所述2根钻头8中心线的延长线相交,呈第二夹角β;所述2根丝攻74中心线的延长
线相交,呈第二夹角β;或者2根钻头8的中心线呈异面直线,2根丝攻74的中心线呈异面直
线。
[0059] 本实用新型一种石墨阳极装配装置再一优选技术方案,还包括输送机构,所述输送机构位于石墨阳极钻孔机7之前和/或位于石墨阳极钻孔机7与石墨阳极攻丝机11之间。
[0060] 有益效果:本实用新型一种石墨阳极钻孔机或一种石墨阳极攻丝机结构简单,使用方便。可以钻制不平行的孔,有效减少在此孔基础上制作螺丝孔的螺纹承受的力量,防止
石墨阳极因螺丝孔的螺纹损坏及造成的接触不良等缺陷,并可以有效减少粉尘的飘逸。
[0061] 与现有技术相比较,本实用新型一种石墨阳极装配装置具有阳极组装后石墨阳极导电性好、电损少、不易损坏,电流效率高和阳极利用率高等优点。由于阳极与导电板接触
紧固,装配准确性好,减少了因钢质螺栓溶入电解质中导致电解得到的
稀土金属及合金产
品中铁含量超标的情况、提高了产品的质量;另外本实用新型通过自动将导电板与石墨阳
极进行组装,实现连续作业,节省了劳动力,提高了生产效率。整个作业采用自动化,钻孔石
墨屑有效回收,减小了空气污染,改善了工人的工作环境等优点。
[0062] 本实用新型一种石墨阳极,由于石墨阳极至少两螺丝孔的中心线不平行,或者螺丝孔呈三角形布置。改变了螺丝孔内螺纹的受力状态,减小了螺丝孔内螺纹所承受石墨阳
极块的重力,可以避免螺丝孔的螺纹被损坏,保证了螺栓与石墨阳极块的接触面积不减少;
避免石墨阳极块的螺纹在运输及安装过程中单独承受石墨阳极片重量时因损坏滑丝,造成
螺栓松动、电阻增大、螺栓发热发红等缺陷,杜绝石墨阳级片脱落事故。螺丝孔距石墨阳极
块3外侧的距离小,石墨阳极的利用率可以达到约80%,且不影响原有设备的使用,有效降
低铁含量。
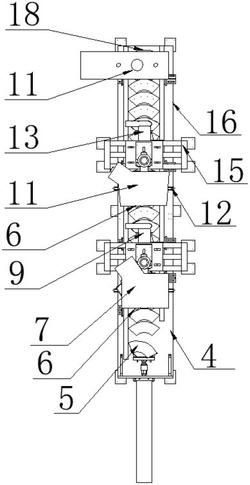
附图说明[0063] 附图1为实施例一至实施例十示意图。[0064] 附图2为实施例六及实施例八至实施例十示意图。[0065] 附图3为实施例七至十示意图。[0066] 附图4为实施例一及实施例二、实施例八至十示意图。[0067] 附图5为实施例一至实施例十示意图。[0068] 附图6为实施例四至实施例十示意图。[0069] 附图7为实施例一至实施例十示意图。[0070] 附图8为实施例一至实施例十示意图。[0071] 附图9为实施例三至实施例十示意图。[0072] 附图10为实施例三至实施例十示意图。[0073] 附图11为实施例三至实施例十示意图。具体实施方式[0074] 实施例一[0075] 石墨阳极钻孔机,参见图1、图4、图5、图7及图8。[0076] 所述石墨阳极钻孔机包括:定位机构6、钻孔装置50、吸尘装置9和平台14;从上至下依次为钻孔装置50、吸尘装置9、定位机构6、平台14和皮带输送装置4。所述皮带输送装置
4位于平台14的一侧,二者高度基本相同。所述定位机构6用于固定被加工的石墨块,包括定
位电机(附图中未示出,下同)、连杆26、角钢61、卡环63、丝杆64和橡胶。所述丝杆64的一端
有第一外螺纹65,自第一外螺纹65向另一端依次为第一外螺纹65、过渡段69、第二外螺纹
66、凸台67和端头68。所述端头68连结驱动丝杆64的定位电机等。所述第一外螺纹65与第
二外螺纹66反向。所述连杆26的底部有与第一外螺纹65或第二外螺纹66相适应的内螺纹。
所述角钢61位于连杆26的顶部和/或中部。所述卡环63有2个,具有与丝杆64的第二外螺纹
66或端头68的外径相适应的内孔。所述丝杆64的第二外螺纹66及端头68分别穿过1个卡环
63的内孔,2个卡环63分别位于凸台67的两侧,卡住凸台67。所述连杆26和角钢61各有2个,
所述丝杆64依次穿过卡环63和2个连杆26,其中凸台67嵌入二卡环63之间,第一外螺纹65和
第二外螺纹66分别位于1个连杆26的内螺纹内。所述2个连杆26的顶端分别与1个定位器61
固定连接。所述2个角钢61分别位于平台14两侧,水平截面呈开口相向的“<>”状。在角钢61
的内侧设有橡胶。所述2角钢61中心的铅垂点位于平台14的中心线上。所述钻孔装置50包
括钻头8、钻孔电机47、升降电机48和连结杆56。所述连结杆56上端由钻孔电机47驱动,下端
连结钻头8。所述钻孔电机47位于钻孔装置50的顶部,驱动钻头8转动。所述升降电机48位
于钻孔装置50的侧面,驱动钻孔电机47及钻头8等升降。所述钻头8的中心线与铅垂线平行。
所述平台14水平布置,承载被加工的石墨块。所述吸尘装置9包括吸尘罩33、吸尘罩支架34
和导出管35。所述吸尘罩33安装在吸尘罩支架34上,通过导出管35与除尘系统(图中未示
出)连结。
[0077] 石墨阳极钻孔机工作时,皮带输送装置4按石墨块5的宽度方向基本垂直于石墨块5的前进方向将厚度约100mm、横截面为圆弧状或矩形的石墨块5运送至平台14上的钻孔位
置。定位机构的丝杆64在定位电机驱动下转动,带动二角钢61自两边向中间合拢,当1个角
钢61接触到石墨块5的外侧竖平面或外圆弧面后,随着2个角钢61逐渐向中间移动,推动石
墨块5向另1个定位器61移动,直到该另一定位器61接触到石墨块5的另一边的外侧竖平面
或外圆弧面,2角钢61内侧的橡胶各顶住1个石墨块5外侧的角,两个定位器61在丝杆64作用
下同时向石墨块5施加向心力,将石墨块5固定在平台14上。之后将钻孔装置50的钻头8(直
径约8.5mm)中心线定位在距石墨块5边缘约15mm处,钻头8在钻孔电机的驱动下转动,并同
时在升降电机驱动下向下运动,在石墨块5的顶面钻出若干个第一孔62。所述第一孔62深度
50?100mm。钻头8在石墨块5的顶面钻孔时,吸尘装置9的吸尘罩33罩盖在钻头8附近的石墨
块5顶面,风机(图中未示出)抽吸空气,利用空气的携带,将钻头8钻出的石墨屑经吸尘罩
33吸入,并经导出管35进入除尘系统(图中未示出)回收石墨屑。回收的石墨屑可用于制作
电解炉等。
[0078] 石墨块5钻完3个第一孔62后,成为阳极毛坯85。所述若干第一孔62呈单排或双排布置,以双排布置为优(即呈三角形布置),各第一孔62的中心线均垂直于阳极毛坯85的底
面,距石墨块5两边的某一边缘约15mm。丝杆64在定位电机驱动下反向转动,带动二角钢61
向两边松开,解除对阳极毛坯85的束服。阳极毛坯85在皮带输送装置4推动的后续石墨块5
的推挤下离开平台14上的钻孔位置待进入攻丝工序将第一孔62加工成内螺纹孔82或由攻
丝机直接将自攻螺丝钉入阳极毛坯85内,并将阳极导电板固定在阳极毛坯85表面。
[0079] 所述阳极毛坯85上的若干个第一孔62布置成2排,相邻各第一孔62之布置成三角形。使得用螺栓将阳极导电板固定于石墨阳极95顶部后,改变了只有单排螺丝孔石墨阳极
的螺丝孔内螺纹在运输及安装、使用过程中的受力状况,可以减少第一螺丝孔82及在第一
螺丝孔82与石墨阳极95边缘易损坏的缺陷。
[0080] 所述钻孔电机47及升降电机48也可以合并为1台电机,完成钻头8旋转和升降的工作任务。
[0081] 所述丝杆64也可以在平台14的上方和/或侧方布置。[0082] 当将钻头8作水平布置时,可以将石墨块5的高度方向水平放置,在钻头8钻制各第一孔62时,易于排出石墨屑。
[0083] 当石墨阳极钻孔机在石墨块5上表面钻制若干第一孔62时,所述石墨块5相对于地面静止。
[0084] 实施例二[0085] 石墨阳极钻孔机,参见图1、图4、图5、图7及图8。[0086] 本实施例与实施例一基本相同。不同之处在于:一是所述平台14按石墨块5前进方向的一侧倾斜2°;二是吸尘装置9。所述吸尘装置9包括导出管35,所述导出管35横截面为
矩形,一端有吸口34,所述吸口34扁平,外端呈圆弧形,在石墨块5表面钻头8一侧,所述导出
管35的另一端与除尘系统(图中未示出)连结。
[0087] 所述平台14也可以向任意方向倾斜。包括平台14按石墨块5前进方向的侧前方或侧后方倾斜。
[0088] 石墨块5钻成若干个孔后成为石墨毛坯85。所述石墨毛坯85上有3个孔,分为1个中心线向左倾斜的第一孔62和1个中心线向右倾斜的第二孔64、1个中心线向右倾斜的第三孔
60三种。所述第一孔62与第二孔64、第三孔60呈三角形布置。所述第一孔62和第二孔64、第
三孔60深度分别为30?80mm。
[0089] 继续增加第一孔62和/或第二孔64、第三孔60的数量也可以将第一孔62和第二孔64、第三孔60的深度减少至20?30mm。
[0090] 石墨阳极钻孔机工作时,先钻好第一孔62,再将石墨块5沿铅垂线旋转180°,钻出第二孔64。加工完毕后,第一孔62与第二孔64的中心线形成4°夹角。
[0091] 可以在1?45°范围内设置平台14的倾斜角度ɑ,获得不同的第二夹角β。[0092] 第一孔62与第三孔60的中心线呈异面直线。[0093] 还可以将第三孔60的深度减少至≤30mm,可以避免石墨阳极95在电解时安装在第三孔60制成的螺丝孔内的螺栓与熔盐等接触。
[0094] 第一孔62和第二孔64攻丝后制成的第一螺丝孔82和第二螺丝孔84与第三孔60攻丝后制成的第三螺丝孔80共同承担石墨阳极的重量,使得其重心的延长线通过第一螺丝孔
82和第二螺丝孔84、第三螺丝孔80组成的三角形,改变了原仅由第一螺丝孔82和第二螺丝
孔84承担石墨阳极重量,且第一螺丝孔82和第二螺丝孔84的位置处于边缘时因重力导致
第一螺丝孔82和/或第二螺丝孔84易损坏的状况,起到保护石墨阳极最薄弱环节的作用。减
少第一孔62和第二孔64、第三孔60的深度后,在保证电解时螺栓不接触熔盐等电解炉内物
料的前提下,可以进一步提高石墨阳极的利用率。
[0095] 当石墨阳极钻孔机7在石墨块5上表面钻制若干第一孔62和/或第二孔64、第三孔60时,所述石墨块5相对于地面静止。
[0096] 实施例三[0097] 石墨阳极钻孔机,参见图1、图5、图7、图8、图9、图10及图11。[0098] 本实施例与实施例二基本相同。不同之处在于:所述导出管35有两个,分别布置于钻头8的两旁。可以将绝大多数石墨屑回收。
[0099] 实施例四[0100] 石墨阳极钻孔机,参见图1、图5、图6、图7、图8、图9、图10及图11。[0101] 本实施例与实施例一基本相同。不同之处在于:一是还包括多轴器55;二是所述钻头8至少有两根。所述多轴器55包括至少2根分导杆56和相同数量的位置调节杆57。所述各
位置调节杆57分别调节1根分导杆56的位置。所述各分导杆56位于钻头8之上,上端由钻孔
电机47通过齿轮和/或万向结驱动,下端连结1根钻头8。所述各钻头8的中心线均平行。
[0102] 本实施例所述石墨阳极钻孔机工作时,可以同时制作2个以上第一孔62。[0103] 实施例五[0104] 石墨阳极钻孔机,参见图1、图5、图7、图8、图9、图10及图11。[0105] 本实施例与实施例一基本相同。不同之处在于:所述钻孔装置50中钻头8上下运行的中心线偏离铅垂线约1°。
[0106] 本实施例所述钻孔机工作时,在石墨块5顶部先加工中心线向左倾斜的第一孔62,之后将石墨块5沿铅垂线旋转180°,继续在石墨块5顶部加工第二孔64。使得第一孔62与第
二孔64之间具有约为2°的第二夹角β。
[0107] 本实施例所述石墨阳极钻孔机制作的石墨块5在制作成石墨阳极95后的运输、安装及使用过程中,由于2个自攻螺钉74和/或2个螺栓75中心线之间有第二夹角β,使得二自
攻螺钉74和/或二螺栓75对石墨阳极95产生夹持和/或钩挂作用,极大地减轻了石墨阳极95
的第一螺丝孔82及第二螺丝孔84的内螺纹所承受石墨阳极95的重力。减少了石墨阳极95的
第一螺丝孔82及第二螺丝孔84被石墨阳极95重力损坏的机会。
[0108] 当石墨阳极95上具有至少3个呈三角形布置的自攻螺钉74和/或二螺栓75,且第二夹角β=10?90°时,基本上可以杜绝石墨阳极95的第一螺丝孔82及第二螺丝孔84被石墨阳
极95重力损坏的情况。当第二夹角β=10?30°时,石墨块5及石墨阳极95加工方便。以第二
夹角β=15?20°为最佳。
[0109] 实施例六[0110] 石墨阳极钻孔机,参见图1、图2、图5、图7、图9及图10。[0111] 本实施例与实施例一基本相同。不同之处在于:定位机构6整体位于平台14上方并固定于平台14两侧。所述定位机构6包括连杆26和对中装置27、活塞。所述连杆26有2个,
均呈“7”字形,横柄上有2个孔,竖柄下端有燕尾槽。所述对中装置27包括齿轮71、第一齿条
72和第二齿条73。所述第一齿条72和第二齿条73分别位于齿轮71两侧,均与齿轮71啮合。
所述2个连杆26横柄上的外侧孔分别固定于第一齿条72或第二齿条73的末端,所述第一齿
条72或第二齿条73分别穿过另一连杆26的内侧孔并在该内侧孔内运动。所述活塞(图中未
示出)与固定有连杆26的第一齿条72的另一侧固定连结,驱动第一齿条72及第二齿条73直
线运动。
[0112] 石墨阳极钻孔机工作时,第一齿条72在活塞推动下直线运动,带动齿轮71转动,齿轮71又带动第二齿条73作直线运动,使得2个连杆26相向靠拢,直至连杆26竖柄下端的燕
尾槽卡住石墨块5的侧面或角。
[0113] 当钻完石墨块5表面的孔后,第一齿条72或第二齿条73在活塞拖动下反向直线运动,使得连杆26相背运动而分开。
[0114] 在与活塞连结的驱动方式上,第一齿条72与第二齿条73可以互换;第一齿条72与第二齿条73也可以分别由1个活塞驱动。
[0115] 实施例七[0116] 石墨阳极钻孔机,参见图1、图3、图5、图7、图8、图9、图10及图11。[0117] 本实施例与实施例一基本相同。不同之处在于:所述推送机构为活塞送料机构4。所述活塞送料机构4包括活塞29、安装板30、推板32和辊道(图中未示出)。所述辊道进口端
固定有安装板30,出口端位于平台14近旁,高度与平台14相适应。所述安装板30的中部有通
孔,外侧固定有活塞29,安装板30的内侧为辊道进口。所述活塞29包括活塞杆31,所述活塞
杆31一端位于活塞29内,另一端穿过安装板30中部的通孔伸入安装板30位于辊道进口端
一侧,末端与推板32连接。所述活塞杆31的中心线与平台14的中心线基本在同一铅垂面内。
[0118] 所述活塞送料机构4工作前,辊道上至少有一块石墨块5。当需要将石墨块5送至平台14时,活塞杆31向平台14方向伸出,将辊道上的石墨块5推向平台14。活塞杆31重复向
平台14方向伸出,将多块石墨块5推向平台14,直至一块石墨块5到达平台14的钻孔位置,活
塞杆31复位,钻孔装置50开始钻孔。当平台14上的石墨块5钻孔完毕后,活塞杆31再次向平
台14方向伸出,将辊道上等钻孔的石墨块5推到平台14钻孔位置,并将已钻好若干第一孔62
的阳极毛坯85推离平台14钻孔位置。
[0119] 实施例八[0120] 石墨阳极攻丝机,参见图1、图2、图3、图4、图5、图6、图7、图8、图9、图10及图11。[0121] 本实施例与实施例一至实施例七所述任一石墨阳极钻孔机基本相同。不同之处在于:一是以丝攻74代替实施例一至实施例七所述钻头8;二是以攻丝电机47所述代替实施例
一至实施例七所述钻孔电机47及升降电机48,以攻丝电机47驱动丝攻74以合适的转速和升
降速度运动。
[0122] 所述石墨阳极攻丝机工作时,定位机构6将阳极毛坯85固定于平台14上攻丝位置,丝攻74对准第一孔62和/或第二孔64、第三孔60,所述丝攻74在攻丝电机47驱动下以符合丝
攻74螺距的速度比一边旋转,一边下降,将第一孔62和/或第二孔64、第三孔60加工成第一
内螺纹82和/或第二内螺纹84、第三内螺纹80。待第一内螺纹82和/或第二内螺纹84、第三内
螺纹80加工完毕后,在攻丝电机47驱动下丝攻74以符合丝攻74螺距的速度比一边旋转,一
边上升,直至丝攻74离开阳极毛坯85上表面。阳极毛坯85成为石墨阳极坯95。
[0123] 当石墨阳极攻丝机11将阳极毛坯85的若干第一孔62和/或第二孔64、第三孔60制备成第一螺丝孔82和/或第二螺丝孔84、第三螺丝孔80时,所述阳极毛坯85相对于地面静
止。
[0124] 实施例九[0125] 石墨阳极装配装置,参见图1、图2、图3、图4、图5、图6、图7、图8、图9、图10及图11。[0126] 所述石墨阳极装配装置,包括1台实施例一至实施例七所述石墨阳极钻孔机7、1台实施例八所述与前述石墨阳极钻孔机匹配的石墨阳极攻丝机11和输送机构4。从前往后
依次为输送机构4、石墨阳极钻孔机7及石墨阳极攻丝机11,所述输送机构4至少包括1台皮
带输送机和/或活塞送料机构。
[0127] 所述石墨阳极装配装置工作时,所述输送机构4将石墨块5送至石墨阳极钻孔机7的平台14并固定,钻孔装置50在石墨块5上表面钻制若干第一孔62和/或第二孔64、第三孔
60。钻完第一孔62和/或第二孔64、第三孔60后,石墨块5成为阳极毛坯85。
[0128] 所述阳极毛坯85被输送机构4输送的其它石墨块5等顶推至石墨阳极攻丝机11的平台14上并被固定,将与阳极毛坯85及其第一孔62和/或第二孔64、第三孔60匹配阳极导电
板(图中未示出)置于阳极毛坯85上,将自攻螺丝74的头部卡在连结杆56中或通过磁力吸
吊在连结杆56下端,使自攻螺丝74的尾端对准第一孔62和/或第二孔64、第三孔60,攻丝电
机47驱动自攻螺丝74以适合自攻螺丝74螺距的比例沿第一孔62和/或第二孔64、第三孔60
旋入阳极毛坯85中。自攻螺丝74拧紧后,攻丝电机47反转,连结杆56等升起。在若干第一孔
62和/或第二孔64、第三孔60均拧入自攻螺丝74后,所述阳极毛坯85成为上表面装有阳极导
电板的石墨阳极95。
[0129] 当石墨阳极钻孔机7在石墨块5上表面钻制若干第一孔62和/或第二孔64、第三孔60时,所述石墨块5相对于地面静止。
[0130] 当石墨阳极攻丝机11在阳极毛坯85的若干第一孔62和/或第二孔64、第三孔60内钉入自攻螺丝时,所述阳极毛坯85相对于地面静止。
[0131] 实施例十[0132] 石墨阳极装配装置,参见图1、图2、图3、图4、图9及图11。[0133] 所述石墨阳极装配装置,包括1台实施例一至实施例七所述石墨阳极钻孔机7、1台实施例八所述与前述石墨阳极钻孔机匹配的石墨阳极攻丝机11、1台拧螺丝机17和输送
机构4。从前往后依次为输送机构4、石墨阳极钻孔机7、石墨阳极攻丝机11及拧螺丝机17,所
述输送机构4至少包括1台
皮带输送机和/或活塞送料机构,以及至少2段辊道。所述至少2段
辊道分别位于石墨阳极钻孔机7与石墨阳极攻丝机11之间,以及石墨阳极攻丝机11与拧螺
丝机17之间。所述拧螺丝机17基本与石墨阳极攻丝机11相同,不同之处在于连结杆56下部
为内部呈六角柱形空腔的管状。所述内部呈六角柱形空腔的管状可以容纳六角螺栓。
[0134] 也可以在拧螺丝机17之设置一段辊道以运输安装好阳极导电板的石墨阳极。[0135] 所述石墨阳极装配装置工作时,所述输送机构4将石墨块5送至石墨阳极钻孔机7的平台14并固定,钻孔装置50在石墨块5上表面钻制若干第一孔62和/或第二孔64、第三孔
60。钻完第一孔62和/或第二孔64、第三孔60后,石墨块5成为阳极毛坯85。
[0136] 所述阳极毛坯85被输送机构4输送的其它石墨块5等顶推至石墨阳极攻丝机11的平台14上并被其定位机构6固定,之后将阳极毛坯85的第一孔62和/或第二孔64、第三孔60
用丝攻74加工成第一螺丝孔82和/或第二螺丝孔84、第三螺丝孔80。第一孔62和/或第二孔
64、第三孔60加工成第一螺丝孔82和/或第二螺丝孔84、第三螺丝孔80后,阳极毛坯85成为
石墨阳极坯95。
[0137] 石墨阳极坯95继续被输送机构4输送的其它石墨块5、阳极毛坯85等顶推至拧螺丝机17的平台14上并被固定,与石墨阳极坯95匹配的阳极导电板(图中未示出)置于石墨阳极
坯95上,将螺栓75的六角头卡在连结杆56的空腔中,并使螺栓75的螺纹端对准石墨阳极坯
95的第一螺丝孔82和/或第二螺丝孔84、第三螺丝孔80后,攻丝电机47通过连结杆56驱动螺
栓75将螺栓75拧入石墨阳极坯95中制成石墨阳极。
[0138] 所述石墨阳极在用于稀土电解炉生产稀土金属或合金时,不发生第一螺丝孔82和/或第二螺丝孔84、第三螺丝孔80损坏,以及螺栓发红等接触不良现象;石墨阳极的利用
率提高至80%以上;电流效率提高了约5%,产品中铁超标现象由5%下降到2%;稀土金属
或合金的平均铁含量由约1000ppm下降到约700ppm。石墨阳极利用率的提高不仅减少了石
墨阳极的单耗,还延长了电解炉生产的时间,提高了生产效率。
[0139] 当石墨阳极钻孔机7在石墨块5上表面钻制若干第一孔62和/或第二孔64、第三孔60时,所述石墨块5相对于地面静止。
[0140] 当石墨阳极攻丝机11将阳极毛坯85的若干第一孔62和/或第二孔64、第三孔60制备成第一螺丝孔82和/或第二螺丝孔84、第三螺丝孔80时,所述阳极毛坯85相对于地面静
止。
[0141] 当拧螺丝机17在石墨阳极坯95的若干第一螺丝孔82和/或第二螺丝孔84、第三螺丝孔80内拧入螺栓时,所述石墨阳极坯95相对于地面静止。
[0142] 所述石墨阳极钻孔机7、石墨阳极攻丝机11及拧螺丝机17中的一种或二种设备也可以用其它相应的设备代替。
[0143] 以上所述内容,仅为本实用新型构思下的基本说明,依据本发明的技术方案所作的任何等效变换,例如将不同实施例的技术特征进行新的组合等,均应属于本实用新型保
护的范围。
声明:
“石墨阳极装配装置” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1345
编辑:北方有色网
来源:赣州科力稀土新材料有限公司
1345
编辑:北方有色网
来源:赣州科力稀土新材料有限公司



 咨询细节
咨询细节














































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















