权利要求书: 1.一种方型
储能电池壳自动成型生产线,其特征在于:包括按照工序依次设置的用于对原料
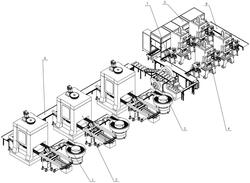
铝板进行抛光并有序输送的振动研磨及皂化上料单元、用于将抛光后的原料铝板进行挤压成方壳坯体的立式挤压成型单元、用于电池壳成型坯的渐变变薄拉伸的渐变变薄拉伸单元、用于对电池壳进行整形及修边的壳口成型及修边单元、用于对电池壳的清洗及烘干的清洗烘干单元;振动研磨及皂化上料单元靠近立式挤压成型单元布置,立式挤压成型单元与渐变变薄拉伸单元间设置有挤压与拉伸序间传送皮带组;所述挤压与拉伸序间传送皮带组包括挤压品输送机、挤压外形检测CCD、不良品推出气缸、不良品排出输送机、控制器和与控制器电连接的控制柜,挤压外形检测CCD与控制器电连接,不良品推出气缸与控制柜电连接;挤压外形检测CCD和不良品推出气缸架设在挤压品输送机的输送末端,挤压外形检测CCD靠近输送起始端;不良品排出输送机设置在挤压品输送机一侧,与不良品推出气缸相对应;渐变变薄拉伸单元与壳口成型及修边单元间设置有拉伸与整形序间传送皮带,壳口成型及修边单元与清洗烘干单元间设置有修边与清洗序间传送皮带。
2.根据权利要求1所述的一种方型储能电池壳自动成型生产线,其特征在于:所述振动研磨及皂化上料单元包括振动研磨机和排料
皮带输送机,振动研磨机末端的筛口位于排料皮带输送机的输送起始端。
3.根据权利要求2所述的一种方型储能电池壳自动成型生产线,其特征在于:振动研磨及皂化上料单元包括三个抛光皂化上料工位,共计三套振动研磨机和排料皮带输送机。
4.根据权利要求2所述的一种方型储能电池壳自动成型生产线,其特征在于:所述立式挤压成型单元包括肘杆压力机及相应的用于挤压成方壳坯体的挤压成型模具、三次元多工位机械手,三次元多工位机械手穿过肘杆压力机的底部,末端与挤压与拉伸序间传送皮带组相对应,另一端靠近排料皮带输送机;所述三次元多工位机械手包括用于拾取原料铝板的物料真空拾取机构、平板物料拖手、成型物料90°翻转夹手、拖手支撑臂、移动臂驱动机构和移动臂随行机构,平板物料拖手固定在拖手支撑臂上,拖手支撑臂两端分别与移动臂驱动机构和移动臂随行机构相连接;所述成型物料90°翻转夹手包括固定在拖手支撑臂上的齿轮齿条机构。
5.根据权利要求4所述的一种方型储能电池壳自动成型生产线,其特征在于:所述立式挤压成型单元包括三个挤压成型工位。
6.根据权利要求4所述的一种方型储能电池壳自动成型生产线,其特征在于:所述渐变变薄拉伸单元包括卧式冲床及相应的渐变拉伸模具、斜坡输送机、横移平面输送机、电池壳
90°翻转输送机,所述渐变拉伸模具包括下模板、上模板以及设置在上模板、下模板之间的模座,所述模座上开设有多个尺寸依次变小的同心方模口;所述斜坡输送机的输送末端与渐变拉伸模具的接料工位相对应,渐变拉伸模具拉伸后的输出端位于横移平面输送机上方,电池壳90°翻转输送机位于横移平面输送机的输送末端;所述电池壳90°翻转输送机包括平面输送机、电池壳集料仓、气动90°翻转机构,所述电池壳集料仓固定在平面输送机上,平面输送机固定在气动90°翻转机构的翻转板上;电池壳集料仓的入口与横移平面输送机的输送末端相对应,电池壳集料仓内设置有光电
传感器;平面输送机与拉伸与整形序间传送皮带相对应。
7.根据权利要求6所述的一种方型储能电池壳自动成型生产线,其特征在于:所述渐变拉伸模具包括3?5个同心方模口,模口采用硬质合金钢制造。
8.根据权利要求6所述的一种方型储能电池壳自动成型生产线,其特征在于:所述壳口成型及修边单元包括依次排布的二次元取放料机械手一、机械式偏心整形压力机及相应的整形模具、二次元取放料机械手二、机械式偏心修边压力机及相应的旋切模具、二次元取放料机械手三;所述二次元取放料机械手一、二次元取放料机械手二、二次元取放料机械手三结构相同,均为市购的二次元机械手;所述整形模具包括上模板、下模板和与上模板连接的整形凹模、顶料板、导向板、楔形块以及与下模板相连接的凸模。
9.根据权利要求8所述的一种方型储能电池壳自动成型生产线,其特征在于:所述壳口成型及修边单元包括两个整形及修边工位。
10.根据权利要求8所述的一种方型储能电池壳自动成型生产线,其特征在于:所述清洗烘干单元包括超声波清洗烘干一体机,超声波清洗烘干一体机的入口与修边与清洗序间传送皮带的末端相对应。
说明书: 一种方型储能电池壳自动成型生产线技术领域[0001] 本实用新型属于方型储能电池壳生产技术领域,尤其涉及一种方型储能电池壳自动成型生产线。背景技术[0002] 目前,现有的方型储能电池壳生产线以大型压机工位由前到后依次拉深成型,其效率低,难以满足当前高强度、高效率的生产需求;且这种方法的原料基本以圆片形式为主,材料利用率低。因此,现有技术难以满足高材料利用率、高合格率、高效率的生产需求。实用新型内容
[0003] 针对现有技术存在的不足,本实用新型提供一种方型储能电池壳自动成型生产线,以一个模具模口逐渐变小的形式解决传统由压机内模内传送拉深成型的方式带来的生产效率低下和方型原料替代传统圆片型原料的材料利用率低的问题。[0004] 一种方型储能电池壳自动成型生产线,包括按照工序依次设置的用于对原料铝板进行抛光并有序输送的振动研磨及皂化上料单元、用于将抛光后的原料铝板进行挤压成方壳坯体的立式挤压成型单元、用于电池壳成型坯的渐变变薄拉伸的渐变变薄拉伸单元、用于对电池壳进行整形及修边的壳口成型及修边单元、用于对电池壳的清洗及烘干的清洗烘干单元;振动研磨及皂化上料单元靠近立式挤压成型单元布置,立式挤压成型单元与渐变变薄拉伸单元间设置有挤压与拉伸序间传送皮带组,所述挤压与拉伸序间传送皮带组包括挤压品输送机、挤压外形检测CCD、不良品推出气缸、不良品排出输送机、控制器和与控制器电连接的控制柜,挤压外形检测CCD与控制器电连接,不良品推出气缸与控制柜电连接;挤压外形检测CCD和不良品推出气缸架设在挤压品输送机的输送末端,挤压外形检测CCD靠近输送起始端;不良品排出输送机设置在挤压品输送机一侧,与不良品推出气缸相对应;渐变变薄拉伸单元与壳口成型及修边单元间设置有拉伸与整形序间传送皮带,壳口成型及修边单元与清洗烘干单元间设置有修边与清洗序间传送皮带。[0005] 所述振动研磨及皂化上料单元包括振动研磨机和排料皮带输送机,振动研磨机末端的筛口位于排料皮带输送机的输送起始端。[0006] 振动研磨及皂化上料单元包括三个抛光皂化上料工位,共计三套振动研磨机和排料皮带输送机。[0007] 所述立式挤压成型单元包括肘杆压力机及相应的用于挤压成方壳坯体的挤压成型模具、三次元多工位机械手,三次元多工位机械手穿过肘杆压力机的底部,末端与挤压与拉伸序间传送皮带组的挤压品输送机相对应,另一端靠近排料皮带输送机;所述三次元多工位机械手包括用于拾取原料铝板的物料真空拾取机构、平板物料拖手、成型物料90°翻转夹手、拖手支撑臂、移动臂驱动机构和移动臂随行机构,平板物料拖手固定在拖手支撑臂上,拖手支撑臂两端分别与移动臂驱动机构和移动臂随行机构相连接;所述成型物料90°翻转夹手包括固定在拖手支撑臂上的齿轮齿条机构。[0008] 所述立式挤压成型单元包括三个挤压成型工位。[0009] 所述渐变变薄拉伸单元包括卧式冲床及相应的渐变拉伸模具、斜坡输送机、横移平面输送机、电池壳90°翻转输送机,所述渐变拉伸模具包括下模板、上模板以及设置在上模板、下模板之间的模座,所述模座上开设有多个尺寸依次变小的同心方模口;所述斜坡输送机的输送末端与渐变拉伸模具的接料工位相对应,渐变拉伸模具拉伸后的输出端位于横移平面输送机上方,电池壳90°翻转输送机位于横移平面输送机的输送末端;所述电池壳90°翻转输送机包括平面输送机、电池壳集料仓、气动90°翻转机构,所述电池壳集料仓固定在平面输送机上,平面输送机固定在气动90°翻转机构的翻转板上;电池壳集料仓的入口与横移平面输送机的输送末端相对应,电池壳集料仓内设置有光电传感器;平面输送机与拉伸与整形序间传送皮带相对应。
[0010] 所述渐变拉伸模具包括3?5个同心方模口,模口采用硬质合金钢制造。[0011] 所述壳口成型及修边单元包括依次排布的二次元取放料机械手一、机械式偏心整形压力机及相应的整形模具、二次元取放料机械手二、机械式偏心修边压力机及相应的旋切模具、二次元取放料机械手三;所述二次元取放料机械手一、二次元取放料机械手二、二次元取放料机械手三结构相同,均为市购的二次元机械手;所述整形模具包括上模板、下模板和与上模板连接的整形凹模、顶料板、导向板、楔形块以及与下模板相连接的凸模。[0012] 所述壳口成型及修边单元包括两个整形及修边工位。[0013] 所述清洗烘干单元包括超声波清洗烘干一体机,超声波清洗烘干一体机的入口与修边与清洗序间传送皮带的末端相对应。[0014] 本实用新型的有益效果是:本实用新型各个单元间的通过机械手及输送装置的配合,实现全自动化的上下料、抛光、皂化、挤压、渐变拉伸、整形、修边、清洗、烘干,并以渐变变薄拉伸机生产效率为基础的情况下,配比其他单元的设备数量,使设备及各单元间实现了高效的全自动化生产。在关键生产环节进行把控,优化生产节拍,大幅提高了生产效率,避免过多的人工介入,提高生产质量的同时降低生产成本。本实用新型提供的产线布置预估生产节拍为90件/分。附图说明[0015] 图1为本实用新型实施例提供的方型储能电池壳自动成型生产线的示意图;[0016] 图2为本实用新型中振动研磨及皂化上料单元的示意图;[0017] 图3为本实用新型中立式挤压成型单元的示意图;[0018] 图4为本实用新型中渐变变薄拉伸单元的示意图;[0019] 图5为本实用新型中壳口成型及修边单元的示意图;[0020] 图6为本实用新型中清洗烘干单元的示意图;[0021] 图7为本实用新型中立式挤压成型单元的三次元多工位机械手的示意图;[0022] 图8为本实用新型中渐变变薄拉伸单元的渐变拉伸模具的示意图;[0023] 图9为本实用新型中壳口成型及修边单元中整形模具的示意图;[0024] 图10为本使用新型中挤压与拉伸序间传送皮带组的示意图;[0025] 其中,[0026] 1?振动研磨及皂化上料单元,2?立式挤压成型单元,3?渐变变薄拉伸单元,4?壳口成型及修边单元,5?清洗烘干单元,6?挤压与拉伸序间传送皮带组,61?挤压品输送机,62?挤压外形检测CCD,63?不良品推出气缸,64?不良品排出输送机,7?拉伸与整形序间传送皮带,8?修边与清洗序间传送皮带,11?振动研磨机,12?排料皮带输送机,21?肘杆压力机,22?挤压成型模具,23?三次元多工位机械手,231?物料真空拾取机构,232?平板物料拖手,233?成型物料90°翻转夹手,234?拖手支撑臂,235?移动臂驱动机构,236?移动臂随行机构,31?卧式冲床,32?渐变拉伸模具,321?下模板,322?模座,323?模口,324?上模板,33?斜坡输送机,34?横移平面输送机,35?电池壳90°翻转输送机,351?平面输送机,352?电池壳集料仓,353?气动90°翻转机构,41?二次元取放料机械手一,42?机械式偏心整形压力机,43?整形模具,431?上模板,432?整形凹模,433?顶料板,434?凸模,435?楔形块,436下模板,437?导向板,44?二次元取放料机械手二,45?机械式偏心修边压力机,46?旋切模具,47?二次元取放料机械手三,51?超声波清洗烘干一体机。
具体实施方式[0027] 为了更好的解释本实用新型,以便于理解,下面结合附图,通过具体实施方式,对本实用新型的技术方案和效果作详细描述。[0028] 如图1所示,一种方型储能电池壳自动成型生产线,包括按照工序依次设置的振动研磨及皂化上料单元1、立式挤压成型单元2、渐变变薄拉伸单元3、壳口成型及修边单元4、清洗烘干单元5,构成必要的生产工艺过程。振动研磨及皂化上料单元1靠近立式挤压成型单元2布置,立式挤压成型单元2与渐变变薄拉伸单元3间设置有挤压与拉伸序间传送皮带组6,渐变变薄拉伸单元3与壳口成型及修边单元4间设置有拉伸与整形序间传送皮带7,壳口成型及修边单元4与清洗烘干单元5间设置有修边与清洗序间传送皮带8。[0029] 如图2所示,所述振动研磨及皂化上料单元1用于对原料铝板进行抛光并有序输送,包括振动研磨机11和排料皮带输送机12,振动研磨机11末端的筛口位于排料皮带输送机12的输送起始端。原料铝板由人工投入至振动研磨机11中,振动研磨机11内投放硬脂酸
锌进行抛光和皂化,完成后物料通过振动研磨机11末端的筛口进入排料皮带输送机12上。所述排料皮带输送机12的皮带上设置有收缩挡料机构,所述收缩挡料机构为多个挡口由输送起始端至输送末端逐渐变小的挡板,靠近输送末端的两个挡板与输送方向平行,且挡板间的间距为原料铝板的宽度。排料皮带输送机12通过收缩挡料机构使原料铝板在排料皮带输送机12末端形成有序的摆放状态。
[0030] 本实施例中振动研磨及皂化上料单元1包括三个抛光皂化上料工位,共计三套振动研磨机11和排料皮带输送机12。[0031] 如图3所示,所述立式挤压成型单元2用于将抛光后的原料铝板进行挤压成方壳坯体,包括肘杆压力机21及相应的用于挤压成方壳坯体的挤压成型模具22、三次元多工位机械手23,所述三次元多工位机械手23穿过肘杆压力机21的底部,末端与挤压与拉伸序间传送皮带组6相对应,另一端靠近排料皮带输送机12。如图7所示,所述三次元多工位机械手23包括用于拾取原料铝板的物料真空拾取机构231、平板物料拖手232、成型物料90°翻转夹手233、拖手支撑臂234、移动臂驱动机构235和移动臂随行机构236,平板物料拖手232固定在拖手支撑臂234上,拖手支撑臂234两端分别与移动臂驱动机构235和移动臂随行机构236相连接;所述成型物料90°翻转夹手233包括固定在拖手支撑臂234上的齿轮齿条机构,齿条由驱动气缸驱动,齿轮上同轴连接有用于夹持物料的夹板,驱动气缸驱动齿条前进,齿轮在齿条上啮合转动,带动夹板转动,从而实现成型物料的90°翻转。所述移动臂驱动机构235分别由3个不同的电机作为动力可驱动其X、Y、Z三向动作,其中X向为移动臂的长度方向,Y向为移动臂的宽度方向,Z向为垂直地面方向。如图10所示,所述挤压与拉伸序间传送皮带组6包括挤压品输送机61、挤压外形检测CCD62、不良品推出气缸63、不良品排出输送机64、控制器(图中未显示)和与控制器电连接的控制柜(图中未显示),所述挤压外形检测CCD62为市购的CCD相机,与控制器电连接,不良品推出气缸63与控制柜电连接;挤压外形检测CCD62和不良品推出气缸63架设在挤压品输送机61的输送末端,挤压外形检测CCD62靠近输送起始端;
不良品排出输送机64设置在挤压品输送机61一侧,与不良品推出气缸63相对应。三次元多工位机械手23中的拖手支撑臂234初始处于左右张开状态,物料真空拾取机构231将排料皮带输送机12输送末端的有序原料铝板吸取提升至原料铝板的底面高于平板物料拖手232的顶面的位置处,拖手支撑臂234由移动臂驱动机构235的Y向电机驱动,两臂向内并拢,处于挤压成型模具22两侧的成型物料90°翻转夹手233夹持住上一个被移动至挤压成型模具22进行挤压的原料铝板被挤压成型的方壳坯,物料真空拾取机构231释放真空,原料铝板落至平板物料拖手232的顶面上,同时移动臂驱动机构235的Z向电机工作将上一个挤压成型的方壳坯脱离挤压成型模具22的下模,成型物料90°翻转夹手233上的驱动气缸推出,齿轮在齿条上啮合转动,带动夹板转动,方壳坯完成90°翻转;拖手支撑臂234在移动臂驱动机构
235和移动臂随行机构236的带动下,将下一个即刚落至平板物料拖手232的顶面上的原料铝板移送至挤压成型模具22上,同时也将成型物料90°翻转夹手233夹持的已经翻转90°的方壳坯移动至挤压与拉伸序间传送皮带组6上方,移动臂驱动机构235的Z向电机反转使拖手支撑臂234沿Z向下降,然后拖手支撑臂234在移动臂驱动机构235的Y向电机反转作用下变为打开状态,其X向电机反转使拖手支撑臂234回归原位;肘杆压力机21将原料铝板挤压成方壳坯体即电池壳成型坯后,进入下一次挤压成型循环。
[0032] 本实施例中所述立式挤压成型单元2包括三个挤压成型工位,经挤压与拉伸序间传送皮带组6中的挤压品输送机61合流向后传递,挤压后的产品经由挤压品输送机61末端上部的挤压外形检测CCD62进行检测,挤压外形检测CCD62将拍摄到的信息传送至控制器,与预先设置在控制器中的挤压合格的产品进行对比,判断为良品的由挤压品输送机61向下一个单元传递,判断为不良品的,控制器将信息传递给控制柜,控制柜向不良品推出气缸63发出工作指令,由不良品推出气缸63将不良品推出至不良品排出输送机64排出等待人工处理。[0033] 如图4所示,所述渐变变薄拉伸单元3用于电池壳成型坯的渐变变薄拉伸,包括卧式冲床31及相应的渐变拉伸模具32、斜坡输送机33、横移平面输送机34、电池壳90°翻转输送机35,所述斜坡输送机33的输送末端与渐变拉伸模具32的接料工位相对应,渐变拉伸模具32拉伸后的输出端位于横移平面输送机34上方,电池壳90°翻转输送机35位于横移平面输送机34的输送末端,将电池壳进行90°转向输送。所述电池壳90°翻转输送机35包括平面输送机351、电池壳集料仓352、气动90°翻转机构353,所述电池壳集料仓352固定在平面输送机351上,平面输送机351固定在气动90°翻转机构353的翻转板上;电池壳集料仓352的入口与横移平面输送机34的输送末端相对应;所述电池壳集料仓352内设置有光电传感器;平面输送机351与拉伸与整形序间传送皮带7相对应。如图8所示,所述渐变拉伸模具32包括下模板、上模板以及设置在上模板、下模板之间的模座,所述模座上开设有3?5个尺寸依次变小的同心方模口,本实施例中的渐变拉伸模具32包括3个尺寸依次变小的同心方模口;模口采用包括YG20、YG15在内的硬质合金钢制造,产品依次经由由大变小的同心模口完成渐变过程,一组同心模口拉伸作业后行程图纸要求的尺寸。斜坡输送机33接收到挤压与拉伸序间传送皮带组6输送过来的电池壳成型坯逐个输送至卧式冲床31的接料工位,经卧式冲床31通过渐变拉伸模具32的多组方模口渐变拉伸作业成型后的电池壳,通过横移平面输送机
34输送至90°翻转输送机35的电池壳集料仓352处,光电传感器感知到满仓后气动90°翻转机构353动作将电池壳集料仓352和平面输送机351翻转90°使电池壳开口侧朝下,平面输送机351启动,经平面输送机351将电池壳输送至拉伸与整形序间传送皮带7上,然后继续向后传递。
[0034] 如图5所示,所述壳口成型及修边单元4用于对电池壳进行整形及修边,包括依次排布的二次元取放料机械手一41、机械式偏心整形压力机42及相应的整形模具43、二次元取放料机械手二44、机械式偏心修边压力机45及相应的旋切模具46、二次元取放料机械手三47。所述二次元取放料机械手一41、二次元取放料机械手二44、二次元取放料机械手三47结构相同,均为市购的二次元机械手。如图9所示,所述整形模具43包括上模板431、下模436和与上模板431连接的整形凹模432、顶料板433、导向板437、楔形块435以及与下模板436相连接的凸模434。二次元取放料机械手一41从拉伸与整形序间传送皮带7上拾取电池壳移送至机械式偏心整形压力机42上的整形模具43处的凸模434上,机械式偏心整形压力机42启动,机械式偏心整形压力机42下压通过整形模具43实现对电池壳的整形作业,整形后电池壳通过二次元取放料机械手二44拾取并移送至机械式偏心修边压力机45的旋切模具46处,机械式偏心修边压力机45启动,机械式偏心修边压力机45下压通过旋切模具46实现对电池壳的修边作业,修边后电池壳通过二次元取放料机械手三47拾取并移送至修边与清洗序间传送皮带8。[0035] 本实施例中所述壳口成型及修边单元4包括两个整形及修边工位,经修边与清洗序间传送皮带8合流向继续向后传递。[0036] 如图6所示,所述清洗烘干单元5用于对电池壳的清洗及烘干,包括超声波清洗烘干一体机51,具体包括内部平面输送机及架设在其上的超声波清洗机及其相应的清洗槽、烘干机。超声波清洗烘干一体机51的入口与修边与清洗序间传送皮带8的末端相对应。经修边与清洗序间传送皮带8输送过来的电池壳进入超声波清洗烘干一体机51依次进行超声波清洗和烘干,然后移送出成品方型电池壳。[0037] 上述一种方型储能电池壳自动成型生产线的工作原理及工作流程如下:[0038] 原料铝板由人工投入至振动研磨机11中,振动研磨机11内投放硬脂酸锌进行抛光和皂化,完成后物料通过振动研磨机11末端的筛口进入排料皮带输送机12上。所述排料皮带输送机12的皮带上设置有收缩挡料机构,所述收缩挡料机构为多个挡口由输送起始端至输送末端逐渐变小的挡板,靠近输送末端的两个挡板与输送方向平行,且挡板间的间距为原料铝板的宽度。排料皮带输送机12通过收缩挡料机构使原料铝板在排料皮带输送机12末端形成有序的摆放状态。三次元多工位机械手23中的拖手支撑臂234初始处于左右张开状态,物料真空拾取机构231将排料皮带输送机12输送末端的有序原料铝板吸取提升至原料铝板的底面高于平板物料拖手232的顶面的位置处,拖手支撑臂234由移动臂驱动机构235的Y向电机驱动,两臂向内并拢,处于挤压成型模具22两侧的成型物料90°翻转夹手233夹持住上一个被移动至挤压成型模具22进行挤压的原料铝板被挤压成型的方壳坯,物料真空拾取机构231释放真空,原料铝板落至平板物料拖手232的顶面上,同时移动臂驱动机构235的Z向电机工作将上一个挤压成型的方壳坯脱离挤压成型模具22的下模,成型物料90°翻转夹手233上的驱动气缸推出,齿轮在齿条上啮合转动,带动夹板转动,方壳坯完成90°翻转;拖手支撑臂234在移动臂驱动机构235和移动臂随行机构236的带动下,将下一个即刚落至平板物料拖手232的顶面上的原料铝板移送至挤压成型模具22上,同时也将成型物料90°翻转夹手233夹持的已经翻转90°的方壳坯移动至挤压与拉伸序间传送皮带组6的挤压品输送机61的上方,移动臂驱动机构235的Z向电机反转使拖手支撑臂234沿Z向下降,然后拖手支撑臂234在移动臂驱动机构235的Y向电机反转作用下变为打开状态,其X向电机反转使拖手支撑臂234回归原位;肘杆压力机21将原料铝板挤压成方壳坯体即电池壳成型坯后,进入下一次挤压成型循环。斜坡输送机33接收到挤压与拉伸序间传送皮带组6的挤压品输送机61经挤压外形检测CCD62进行检测后判断为是良品的电池壳成型坯逐个输送至拉伸冲床31的接料工位,经卧式冲床31通过渐变拉伸模具32的多组方模口渐变拉伸作业成型后的电池壳,通过横移平面输送机34输送至90°翻转输送机35的电池壳集料仓352处,光电传感器满仓后气动90°翻转机构353动作将电池壳集料仓352和平面输送机351翻转90°使电池壳开口侧朝下,平面输送机351启动,经平面输送机351将电池壳输送至拉伸与整形序间传送皮带7上,然后继续向后传递。二次元取放料机械手一41从拉伸与整形序间传送皮带7上拾取电池壳移送至机械式偏心整形压力机42上的整形模具43处的凸模434上,机械式偏心整形压力机42启动,机械式偏心整形压力机42下压通过整形模具43实现对电池壳的整形作业,整形后电池壳通过二次元取放料机械手二44拾取并移送至机械式偏心修边压力机45的旋切模具46处,机械式偏心修边压力机45启动,机械式偏心修边压力机45下压通过旋切模具46实现对电池壳的修边作业,修边后电池壳通过二次元取放料机械手三47拾取并移送至修边与清洗序间传送皮带8。经修边与清洗序间传送皮带8输送过来的电池壳进入超声波清洗烘干一体机51进行超声波清洗和烘干,然后后移送出成品方型电池壳。
[0039] 本实用新型的各单元间传送线为多段多条,每个单元间皆由传送带连接,过程无人化。
声明:
“方型储能电池壳自动成型生产线” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 959
编辑:北方有色网
来源:沈阳泰德自动化设备有限公司
959
编辑:北方有色网
来源:沈阳泰德自动化设备有限公司



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















