全部
▼
热搜:

 868
868
 0
0
本发明公开了一种单晶硅炉用炭/炭复合材料发热体。该发热体选用短切纤维制备的纤维毡作为增强材料,然后以这种预制体为增强材料通过一定的工艺步骤制备:1、采用短切纤维;2、制备预制体;3、预氧化和炭化处理;4、沉积处理;5、浸渍处理;6、机加工和高温处理。这种发热体由于采用了短切纤维毡增强炭/炭复合材料并通过一定的工艺制备,具有很高的抗折强度和电阻稳定性,因此极大地延长了发热体的使用寿命,从而明显降低了单晶硅炉的使用成本。
 1107
0
1107
0
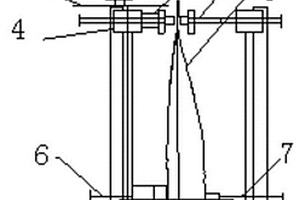
本发明提供了一种利用热塑性预浸带制备复合材料索锚构件的成型装置与方法,装置包括承载底板、两个横向可变宽度挤压钢块、两个纵向圆柱型钢柱、两个调节钢块间距用钢条、两块侧面约束用半圆形钢片和若干楔块;在承载底板上开设六个大螺栓孔,其中位于中间的四个大螺栓孔为施加纵向位移约束用螺栓孔,位于左右两侧的两个大螺栓孔为固定两侧圆柱体用螺栓孔,在每个横向可变宽度挤压钢块的前端面与两侧端面的交接处分别加工出弧形面。本发明结构简单、成型效果优异、可通过改变预浸带缠绕圈数和宽度成型不同尺寸的热塑性树脂复合材料索锚构件,成型索锚构件均匀密实,尺寸稳定,性能优异,在桥梁拉索及预应力混凝土结构中具有重要的应力前景。
 919
0
919
0
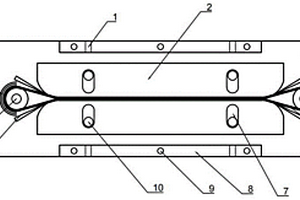
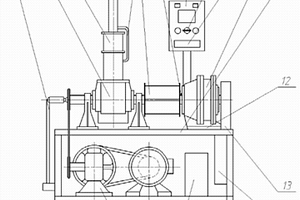
本实用新型公开了一种可以分段调速的木材纤维增强废旧橡胶复合材料混炼机,主要包括调速系统、水冷系统、密炼室、气控系统、主轴、电动机和密炼室翻转传动机构,其中,调速系统由变频器、转速传感器、转速显示表、调速旋钮、控制面板和减速器组成,转速传感器固接于主轴侧,用于检测与主轴采用坡口焊接的密炼室内主转子转速,并连接到控制面板中的转速显示表上,使主转子转数直接数显在表盘上;调速旋钮与变频器相关联,通过变频器调控主转子转速;变频器用于调控与主转子减速器采用带连接的电动机主轴转速来实现分段调速;本实用新型结构简单,操作方便,可以实现工艺过程分段调速和物料高效高均匀共混,保证了复合材料的制备工艺和混炼质量。
 694
0
694
0
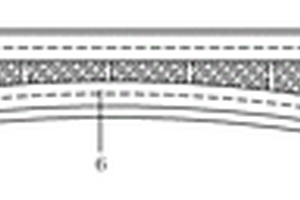
一种木塑复合材料多功能吸音板材,其特征在于:一种木塑复合材料多功能吸音板材,包括PVC木塑发泡板材基材层,所述PVC木塑发泡板材基材层上具有薄木单板贴面装饰层、以及软木贴面吸音层,所述PVC木塑发泡板材基材层设有直径上小下大的圆台形吸音孔,所述PVC木塑发泡板材基材层上设有弧形凹槽,所述弧形凹槽设于圆台形吸音孔直径较大的一侧。
 964
0
964
0
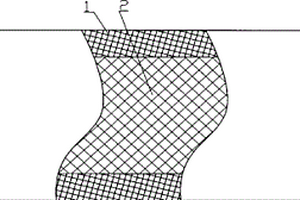
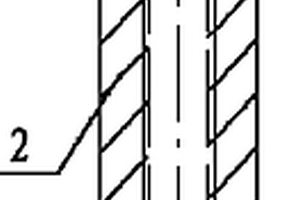
一种输电电缆用复合材料芯。主要解决现有电缆芯耐腐蚀性差及抗拉强度低的问题。其特征在于:碳纤维芯体(1)外包覆有0.5-1.5毫米玻璃纤维保护层(2),玻璃纤维保护层(2)与碳纤维芯体(1)由热固性树脂固化定型成一体。该输电电缆用复合材料芯具有耐腐蚀性好及抗拉强度高的特点。
 849
0
849
0
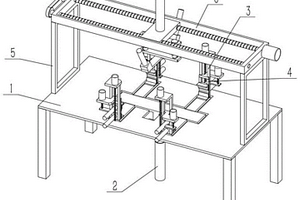
本发明涉及复合材料加工,更具体的说是一种复合材料加工系统及方法。该方法包括以下步骤:步骤一、将基材放置在水平横板上;步骤二、利用定位机构固定基材,且固定时基材的上端面高于定位时产生的接触区域;步骤三、调节基材的位置对基材端面贴合其他基材;步骤四、调节压板的位置将基材与所述其他基材进行压实贴合。便于对较薄的基材利用辊刷将粘合剂涂抹在基材的上端面上。
 852
0
852
0
本发明提供一种耐热的长玻璃纤维增强尼龙复合材料及其制备方法,其由尼龙6、长玻璃纤维、超细全硫化粉末橡胶、N‑苯基马来酰亚胺‑马来酸酐、稀土氧化物、润滑剂、偶联剂、抗氧剂、阻燃剂组成,通过熔融共混‑双螺杆挤出制备得到。本发明通过超细全硫化粉末橡胶、N‑苯基马来酰亚胺‑马来酸酐、稀土氧化物三者的协同作用下,显著提高尼龙复合材料的耐热性能,使其在制备汽车零部件、仪器仪表部件、机电零部件、电子元器件中均能得到良好的应用。
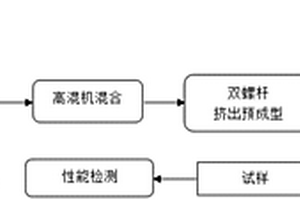
一种用于3D打印的热塑性聚氨酯弹性体增韧木粉/聚乳酸复合材料线材的制备方法,它属于3D打印材料的制备领域。本发明按照重量份数分别称量5~15份的木粉,10~20份的热塑性聚氨酯弹性体,70~90份的聚乳酸,2~6份的偶联剂,0.5~2份的润滑剂,将木粉、热塑性聚氨酯弹性体、聚乳酸、偶联剂、润滑剂在高速混合机中混合10分钟,得到混合物,通过同向平行双螺杆挤出机熔融造粒,再将粒料通过单螺杆挤出机制备用于3D打印的热塑性聚氨酯弹性体增韧木粉/聚乳酸复合材料线材。本发明改性后拉伸强度为38.37±0.97MPa,弯曲强度为57.34±0.87MPa,无缺口冲击强度为11.4±0.97kJ/m2。
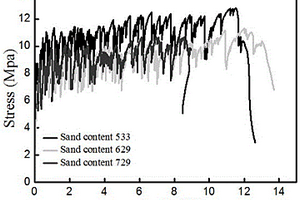
本发明公开了一种使用粗河沙作为细骨料的具有饱和多缝开裂的高强高韧水泥基复合材料,所述高强高韧水泥基复合材料由以下重量份的原材料制备而成:水泥:789~888份、粉煤灰:395~444份、硅灰:132~148份、粗河沙:533~724份、水:211~237份、聚羧酸高效减水剂:22~25份、聚乙烯纤维19份。本发明直接采用4.75mm的方孔筛筛分得到的普通河沙作为细骨料,骨料粒径提高近20倍,成本降低了近10%,有效地解决了传统ECC中超细石英砂带了的收缩变形大、成本高等问题。
本发明提出一种以塑料粉末和复合材料制取3D打印耗材的多功能球形颗粒的制备方法,其中包括如下步骤:将塑料粉末、复合材料粉末、添加剂、粘合剂、按比例混合、机械混炼;混炼后的料块用挤出机挤出圆条,切成圆段;抛圆后进入筒式烘干机烘干,把水分烘至小于1%,制得3D打印耗材的多功能球形颗粒生料;生料加入夹层筒式烘干机中继续加温使物料相互渗透粘合,冷却后制得3D打印耗材的多功能球形颗粒熟料(即成品)。上述的制备方法,采用反传统的无热源低温团粒法,将多组分材料制成3D打印耗材的多功能球形颗粒产品,该方法产能大,且加工成本低,节能环保,可循环利用。
 828
0
828
0
本发明属于旋翼系统复合材料桨叶修理技术,涉及一种复合材料桨叶蒙皮及内部填充损伤后的增强型方法。所述的方法包括如下步骤:清理受损区域后,形成填充区;在填充区内铺放胶膜,所述胶膜覆盖芯材填充区的底面和侧面;在芯材填充区内填充芯材,在填充芯材上方整个修理区域铺放胶膜材料,所述胶膜材料覆盖所有蒙皮损伤区域;在填充芯材和桨叶结构体对接区域上方覆盖蒙皮预浸料。用于抚平填充芯材和桨叶结构间微小阶差。
 1178
0
1178
0
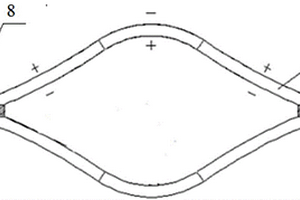
本发明提供的是一种双片离子聚合物金属复合材料线性驱动单元。包括单驱动片、连接块、独立驱动电极;所述单驱动片包括上表层电极、聚合物基膜和下表层电极,上下表层电极位于聚合物基膜的两侧,所述上下表层电极上开有将电极分割成“+”、“-”交错分布的沟槽,上表层电极上的沟槽与下表层电极上的沟槽呈十字交叉,上表层电极与上表层电极的相同极通过连接电极连接;两个单驱动片的两端通过连接块连接,且在端部连接独立驱动电极。本发明提供了一种新型的线性运动形式的驱动器,增强了IPMC的力输出值;为组合叠加的优异性能的驱动器提供了单元基础;工艺操作简单,能够方便的制备,可重复性高;不需要额外的设备与仪器投资,节约制造成本。
 843
0
843
0
本发明涉及一种适用于3D打印胸腹固定带的PLA/POE合材料及其制备方法,由以下组分及质量百分比含量的原料制备得到:聚乳酸(PLA)50‑70份,聚烯烃弹性体(POE)25‑45份,交联剂1‑5份,无机填料2‑10份,稳定剂0.5‑1份。上述原料经高速混合机混合后,利用双螺杆挤出机挤出拉丝。与现有技术相比,本发明制备得到的复合材料具有良好的柔韧性,同时冲击强度、耐热性和断裂伸长率均得到了极大的提高,可满足胸腹固定带的性能需求,利用该复合材料进行3D打印胸腹固定带,打印顺畅,成品具有表面光洁、外观美观、匀称、尺寸稳定等优点。
 965
0
965
0
本发明涉及一种碳纤维增强聚酰亚胺(PI)复合材料的制备方法,采用浓硝酸氧化和聚酰亚胺包覆复合方法对短切碳纤维(CF)进行表面改性,提高CF增强热塑性聚酰亚胺复合材料(CF/TPI)力学性能。
 762
0
762
0
本发明公开了多维竹质蜂窝复合材料及其成型方法,它是把竹质织物与蜂窝芯裹复复合成各种单元式、连续式、卷制式和缠绕式等几大类多维竹质蜂窝复合材料产品。可广泛应用在各领域。
 1079
0
1079
0
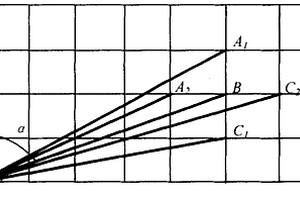
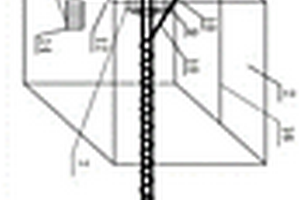
复合材料的面片缠绕成型方法,它涉及一种面片 缠绕成型方法。本发明的目的是为解决在异型件缠绕过程中经 常会出现架空或滑线现象的问题。本发明首先确定出芯模上纤 维架空存在的位置,应用CAD构建数据芯模,并以IEGES格 式输出芯模数据文件,得到其表面的详细信息,对存在的架空 点进行检测与寻优控制;增大缠绕角即增大点 B1与点 B2处的半径夹角,消除纤维架 空,消除纤维滑线。本发明具有以下有益效果:①通用性强, 能够实现回转体和非回转体的缠绕成型;②线型容易控制,根 据网格节点布置纤维轨迹,布线灵活、线型易控;③可设计性 强,缠绕角调整方便,易于实现异型件的缠绕线型控制以及布 满;④彻底消除了纤维在异型件上缠绕的架空和滑线现象。
 860
0
860
0
本发明涉及一种碳素复合材料防雷接地装置及其制造方法,本发明是在电缆线上连接由碳素复合材料制成的接地体,接地体的形状可为扁柱体、圆柱体,接地体的材料成分包含焦碳粉或煅后无烟煤、沥清和石墨,也可以包含焦碳粉或煅后无烟煤、石墨,加工工艺为粉碎-沥清熔化-混捏-冷却-压制成型-焙烧-机械加工-成品。本发明结构简单,价格低廉、性能稳定,安全可靠,可广泛应用于输变电线路与高层建筑防雷接地。
 943
0
943
0
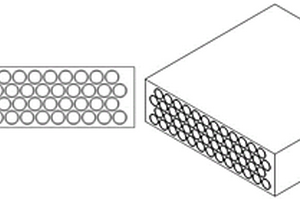
本发明涉及一种兼具轻质高承载和减振隔冲特性的,复合材料圆管增强的聚氨酯多孔结构及其制备方法。聚氨酯是一种高分子材料,具有各向同性、高弹性、不可压缩等特性,能承受较大变形,是一种典型的超弹性材料,被广泛的应用于减振、降噪和抗冲击等领域。本发明不同于传统聚氨酯多孔结构,通过在多孔聚氨酯结构中增加复合材料的方式,改善聚氨酯结构的力学性能,可以显著提升多孔聚氨酯结构的刚度、吸能和抗冲能力,结构可作为承载、吸能、减振一体化构件,具有更加广泛的应用价值。
 736
0
736
0
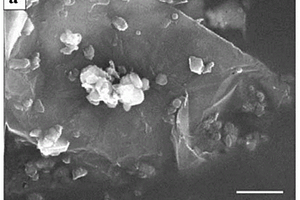
一种石墨烯负载碳包覆磷酸钒锂复合材料的制备方法,本发明涉及磷酸钒锂复合材料的制备方法,本发明是要解决现有的Li3V2(PO4)3材料的容量利用率低、倍率性能差的技术问题。本方法:一、以膨胀石墨为原料,采用改性的Hummers法制备氧化石墨烯;二、采用溶胶凝胶法制备的碳包覆磷酸钒锂前驱体;三、采用微波消解法制备石墨烯/碳包覆磷酸钒锂前驱体;四、在氮气保护下预烧、焙烧,得到石墨烯负载碳包覆磷酸钒锂材料。该材料在3.0~4.3V电压范围、0.5C倍率条件下,其首次放电比容量为130mAh·g‑1,0.5C倍率条件下循环100周时,比容量保持率为99.5%,可用作锂离子正极材料。
 912
0
912
0
本发明涉及一种切割直升机主桨叶的数控加工方法,特别适用于切割复合材料主桨叶的方法。本发明采用数控加工方法完全保证了主桨叶后缘切割后直线度。从工艺流程角度分析,相对于人工操作,采用数字化加工技术,能完全确保弦长的稳定性和重复性;从工艺操作角度分析,采用数字化加工技术完成复合材料主桨叶后缘切割的工作,大大提高生产效率,更多的避免人为因素造成的故障修理,从而节约劳动成本;从操作可行性角度分析,有专人负责操作数字化加工设备,掌握操作的全部流程。对操作工人的要求降低,而且降低了工人的劳动强度,保证了产品质量稳定,提高了加工效率。
 846
0
846
0
本发明公开了一种适用于3D打印的纤维增强复合材料,由下述重量份的组分组成:聚乳酸(PLA):70‑85份;碳纤维:10‑20份;增韧剂:5‑10份;相容剂:0.2‑3.0份助剂:0.3‑2.0份。所述增韧剂为聚烯烃弹性体(POE);相容剂包括马来酸酐接枝高分子,由甲基丙烯酸甲酯、丁二烯、苯乙烯共聚物共聚而成的三元共聚物;由苯乙烯、丙烯晴、甲基丙烯酸缩水甘油酯共聚而成的三元共聚物(SAG)其中的一种。本发明制备的3D打印纤维增强复合材料无毒环保,综合性能优越,具有广阔的市场前景及应用价值。
 730
0
730
0
本发明属于大型飞机复合材料制件成型技术,涉及一种大型飞机复合材料制件成型模具盲孔堵片安装工具。其特征在于,它由螺纹套筒[2]和螺栓[3]组成,在螺纹套筒[2]的上端口有一个直径大于内螺纹最大内径的堵片安放孔[2a]。本发明的优点是:不用翻转成型模具就能在成型模具的下表面安装堵片,大大缩短了操作时间,提高了工作效率。
 709
0
709
0
本发明提供的是一种碳纳米管改性二硅化钼基复合材料及其制备方法。按照重量百分比为碳纳米管1-7%和MoSi293-99%的比例将各原料混合;置于装有无水乙醇的容器中进行超声波分散处理30min;将分散好的溶液放入球磨罐中进行球磨4小时;将球磨过的浆料进行冷冻干燥,然后进行研磨、过130目筛;将准备好的粉体放入石墨磨具中,在1400℃温度下烧结40min得到碳纳米管掺杂MoSi2烧结体。采用本方法制备的碳纳米管掺杂MoSi2复合材料具有优异的常温与高温机械性能,并且具备良好导电导热性,是一种新型高性能高温结构材料,有望用于高温热防护体系。
 765
0
765
0
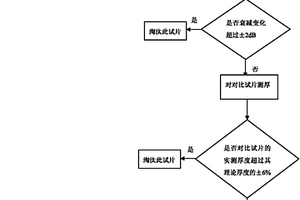
本发明属于采用超声脉冲反射法的原理对复合材料件进行厚度检测的方法。本发明使用超声脉冲反射法对复合材料件进行测厚,以增加检测检测对象的广泛性和检测结果的可靠性及效率。在对结构比较复杂、尺寸比较大的零件进行测厚时,就不会出现有些区域无法检测到的情况。与使用机械测厚方法相比较得到的测厚数值更接近真实的数值,由于该方法是数字化的检测,可在仪器上直接显示出被检部位的厚度值,人为影响的因素比较少。
 811
0
811
0
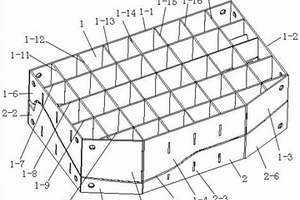
本发明涉及一种航空用复合材料模具薄壳型面热压成型工装及制造方法,对于型面尺寸大和型腔深的模具薄壳型面的精度差,加热易变形,成本高等缺点,为了克服这些不足,本发明提供一种航空用复合材料模具薄壳型面热压成型工装及制造方法,主要由上模组件、下模组件、薄壳型面、定位销组件等组成,建立模具的薄壳型面三维数模,按数模采用型板焊接网格式框架结构的上模组件和下模组件,分为2块相同薄壳型面一与薄壳型面二和2块薄壳基准板组成,薄壳型面一或薄壳型面二毛料加热到750‑800℃移至热压下模组件上并通过定位销组件定位,用热压上模组件冲压,定型后对薄壳型面一与薄壳型面二焊成薄壳型面,经数控精加工,并进行气密性实验。
 841
0
841
0
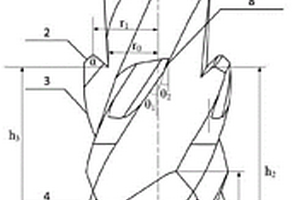
本发明公开了一种碳纤维复合材料超声双向螺旋铣刀及其磨制方法,铣刀包括依次连接的切削部和柄部,切削部包括依次连接的正向切削区和反向切削区;正向切削区由正向周刃与正向端刃组成;正向端刃由四个中心对称的刀齿组成;反向切削区由反向周刃与反向端刃组成;反向端刃由四个刀齿组成,刀齿分为两组:一组为材料去除刃,另一组为精加工刃;正反向周刃呈圆柱形,其圆柱面上沿螺旋线设置有可径向进给的圆周切削刃;本发明可用于碳纤维复合材料超声双向螺旋铣加工,能有效减少出入口处分层毛刺多的现象,获得高质量的加工孔,延长刀具寿命,节约成本,提高生产效率。
 1092
0
1092
0
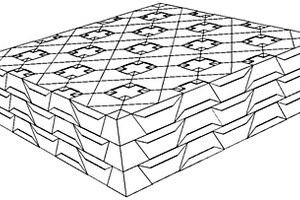
本发明提供一种泡沫填充复合材料三维拉胀结构一体化制备方法,由VARI工艺一体成型制作而成,该结构由多个具有拉胀特性且结构相同的单元体组成,所述单元体为三维双箭头型负泊松比结构,由上下两部分构成,上部由纤维织物铺设为夹角较大的箭头,下部则由纤维织物铺设为夹角较小的箭头。本发明突破传统三维双箭头负泊松比结构用模压法制成波纹板试件,再使用雕刻机切割后嵌锁成型的工艺流程,采用一种基于VARI工艺的泡沫填充复合材料三维拉胀结构一体化制备方法代替嵌锁工艺制备方法,从而使三维双箭头结构结构在缓冲、减震、吸能中的弹性变形更大,表现更为优异。
复合材料缠绕解捻加捻机构、缠绕解捻加捻机及缠绕方法,属于植物纤维缠绕技术领域。解捻器底座设置在前、后紧罗拉组底座之间,直角减速机及前夹紧罗拉组安装在前夹紧罗拉组底座上,后夹紧罗拉组安装在后夹紧罗拉组底座上,解捻器安装在解捻器底座上,直角减速机与前夹紧罗拉组的下层夹紧罗拉传动连接,前夹紧罗拉组的下层夹紧罗拉通过同步带与后夹紧罗拉组的下层夹紧罗拉传动连接,前、后夹紧罗拉组的上层夹紧罗拉上下位置可调,解捻器的每个夹持罗拉组中的一对夹持罗拉上下位置可调;解捻器上并排设有多个纱线穿过孔一,前、后夹紧罗拉组上分别并排设有多个纱线穿过孔二。本发明用于复合材料缠绕解捻加捻。
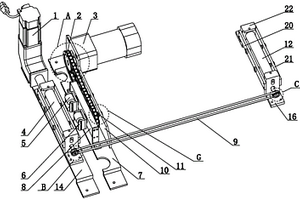
一种连续纤维增强热塑性树脂复合材料螺旋肋筋的制备装置及方法。本发明属于工程材料CFRTP制备领域。本发明旨在提供一种纤维扭结少、弯曲次应力小、整体性好和粘结强度高的连续纤维增强热塑性树脂复合材料螺旋肋筋的制备装置及方法,以解决传统树脂螺旋肋横向约束不足的技术问题。本发明的装置包括成形部、成型部末端的预制肋缠绕固定部、预制肋缠绕固定部末端的二次熔融部和二次熔融部末端的牵引辊。本发明显著改善了CFRTP增强混凝土结构的力学性能和服役寿命,制备方法具有连续生产、效率高等优点,且螺旋肋筋截面大小及肋筋间距可根据应用需求进行调节,适用范围广,制得的CFRTP螺旋肋筋在混凝土结构应用中具有极大的发展潜力与应用价值。
 861
0
861
0
本发明涉及一种复合材料用热压成型大型型板框架组合凸模及工艺方法,对于大型型板热压模完成型板热压制造后,就弃之不用,会造成资源上的浪费、生产成本高等缺点,为了克服这些不足,本发明提供一种复合材料用热压成型大型型板框架组合凸模及工艺方法,主要由分段热压凸模、螺钉和定位销组成,分段热压凸模采用型板组焊网格框架结构,在此框架上热压成型各分段凸模型面板,然后各分段型板组焊网格框架通过螺钉和定位销连接一个整体网格框架式支撑体,以这个整体支撑体为基准,裁切分段凸模型面板的余量和二次修型,再进行分段凸模型面板组焊,这样有效减少分段热压凸模的支撑体的闲置浪费和提高利用率,也进一步保证分段凸模型面板质量和精度。
中冶有色为您提供最新的黑龙江有色金属复合材料技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


 2025年07月09日 ~ 11日
2025年07月09日 ~ 11日  2025年07月11日 ~ 13日
2025年07月11日 ~ 13日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月17日 ~ 19日
2025年07月17日 ~ 19日 









































































