全部
▼
热搜:
 1030
1030
 0
0
本发明公开了一种低醛酮散发的改性木塑复合材料及其用途,按重量份计,包括有塑料5‑95份、木粉5‑95份、交联剂0.1‑1份和抗氧化剂0.1‑0.4份;其制备方法包括如下步骤:1)将木粉投入强碱溶液中,搅拌1‑24h,得A品;2)将A品过滤,滤渣在100‑150℃下烘干,得B品;3)将B品研磨后过100‑2000目筛,过筛后与交联剂、抗氧化剂和塑料共混后经带真空泵的双螺杆挤出机挤出,挤出温度为180‑280℃,挤出后冷却、造粒即得改性木塑复合材料。本发明的木塑复合材料具有醛酮散发低,气味小的特点;且制备方法简单,成本低,易操作。
 884
0
884
0
本发明公开了一种低醛酮散发的改性植物纤维塑料复合材料及其用途,按重量份计,包括有塑料5‑95份、植物纤维5‑95份、交联剂0.1‑1份和抗氧化剂0.1‑0.4份;其制备方法包括如下步骤:1)将亲核试剂溶于水中,配制成亲核试剂溶液、乳液或悬浊液,得A品;2)将植物纤维投入A品中,搅拌1‑24h,得B品;3)将B品过滤,滤渣在100‑150℃下烘干,得C品;4)将C品研磨后过100‑2000目筛,过筛后与交联剂、抗氧化剂和塑料共混后经带真空泵的双螺杆挤出机挤出,挤出温度为180‑280℃,挤出后冷却、造粒即得改性植物纤维塑料复合材料。本发明的植物纤维塑料复合材料具有醛酮散发低,气味小的特点;且制备方法简单,成本低,易操作。
 1142
0
1142
0
本发明公开一种延迟交联的低烟无卤阻燃复合材料,包含以下成分:乙烯基聚合物10‑60份,加工改性剂6‑10份,无卤阻燃剂40‑80份,过氧化物0.001‑0.05份,催化剂0.00001‑0.001份,抗氧剂0.1‑0.5份,烷氧基硅烷衍生物0.1‑1.5份,润滑剂0.5‑2份,无卤色母粒0‑5份。制备方法是:按以上配比将原料分批投入塑料混炼设备中进行混炼,再投入挤出机中造粒,得到可延迟交联的低烟无卤阻燃复合材料。本发明产品环保不含卤素,具有阻燃抑烟性能,减少火灾发生时的危害性。该复合材料广泛应用于电线电缆、塑料管道、铝塑复合板材、小家电配件、汽车配件的制造,在加工成型完成后,只需通常环境下敞放3‑7天,材料自动交联成热固性材料,理化性能大幅提升的同时赋予制品耐高温的性能。
 860
0
860
0
本发明公开了一种无卤阻燃长玻纤增强TPEE复合材料及其制备方法。本发明采用TPEE作为基体树脂,添加季磷盐插层改性蒙脱土作为协效剂,季磷盐插层改性蒙脱土对无卤阻燃长玻纤增强TPEE复合材料的阻燃性及力学性能均产生正协效,本发明的相容剂不仅增强基体树脂与纤维之间的结合力,而且还提高了基体树脂与增韧剂之间的相容性;阻燃剂DIDOPO熔融温度低,并且分解温度高,可进行加工温度区域选择范围广,而且DIDOPO阻燃剂熔融流动性极好;并采用一步浸渍法制备无卤阻燃长玻纤增强TPEE复合材料,即直接将阻燃剂与基体树脂等进行混合均匀挤出混合熔体,连续玻璃纤维浸渍于混合熔体,经冷却、牵引、切粒即可。
 938
0
938
0
本发明公开了一种无卤阻燃长玻纤增强PBT复合材料及其制备方法。本发明采用PBT作为基体树脂,添加季磷盐插层改性蒙脱土作为协效剂,季磷盐插层改性蒙脱土不但可以对无卤阻燃长玻纤增强PBT复合材料的阻燃性产生正协效,还对无卤阻燃长玻纤增强PBT复合材料的力学性能产生正协效;本发明的相容剂不仅增强基体树脂与纤维之间的结合力,还提高了基体树脂与增韧剂之间的相容性;阻燃剂DIDOPO熔融温度低,并且分解温度高,可进行加工温度区域选择范围广,而且DIDOPO的熔融流动性极好,能直接将阻燃剂与基体树脂等进行混合均匀挤出混合熔体,连续玻璃纤维浸渍于混合熔体,经冷却、牵引、切粒即可获得成品。
 742
0
742
0
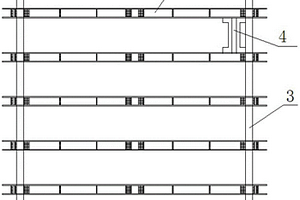
本发明提供了一种CFC复合材料的热处理夹具,包括主体承载盘、支撑杆和陶瓷支撑管,所述支撑杆上至少设置有两层主体承载盘,各层主体承载盘之间由多个陶瓷支撑管支撑;所述主体承载盘上的上下工作板之间设置有石墨加强块,且上下工作板和石墨加强块之间通过沉头螺钉固定连接;工作板采用CFC复合材料。本发明采用CFC复合材料(碳碳材料)作为热处理夹具,材料自身密度小,可减轻夹具本身的重量,使用温度可以大大提高使用热处理温度,并且不易产生变形;整个夹具表面都喷涂有铬化物涂层具有很好的耐磨性和稳定性,并且不会产生有害气氛污染零件,零件也不会出现熔蚀、重熔现象,可延长夹具的使用寿命,提高热处理零件质量。
 1159
0
1159
0
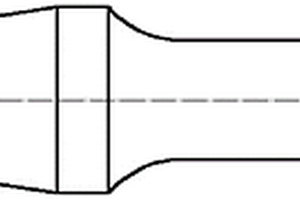
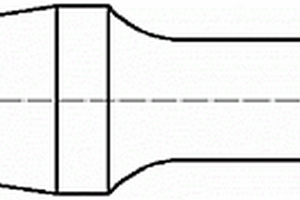
本发明公开了一种2024铝基复合材料夹板锻件的等温锻造成形方法,其步骤为:先在自由锻锤上对坯料进行镦粗,再拔长;在控制坯料左端不变,对距离坯料左端a处进行分料、拔长,然后将坯料整体镦扁;再对坯料的左端进行拔长并整形,制成中间坯;最后对中间坯进行等温锻造成形。该方法能够有效地实现2024铝基复合材料夹板锻件锻造成形,提高2024铝基复合材料夹板锻件的成形质量。该方法用于2024铝基复合材料夹板锻件的等温锻造成形。
 962
0
962
0
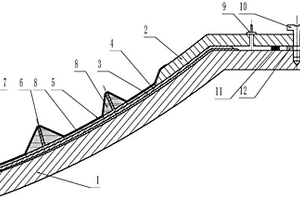
本实用新型公开了教练机底部加厚V型复合材料件成型装置,包括金属阳模、硅胶软模、阴模一、阴模二、底座和固定连接螺栓,阴模一和阴模二配合为V型,阴模一和阴模二上部通过固定连接螺栓连接,阴模一和阴模二下部安装在底座上,所述硅胶软模安装在阴模一和阴模二内侧,金属阳模安装在硅胶软模内侧。该教练机底部加厚V型复合材料件成型装置克服热压罐成型工艺成本高、烘箱加压困难、V型复合材料件不易成型的技术问题,可以极大的减少复合材料制品的成型成本,在航天、航空方面有广阔的推广价值。
 991
0
991
0
本发明公开了一种2024铝基复合材料夹板锻件的等温锻造成形方法,其步骤为:先在自由锻锤上对坯料进行镦粗,再拔长;在控制坯料左端不变,对距离坯料左端a处进行分料、拔长,然后将坯料整体镦扁;再对坯料的左端进行拔长并整形,制成中间坯;最后对中间坯进行等温锻造成形。该方法能够有效地实现2024铝基复合材料夹板锻件锻造成形,提高2024铝基复合材料夹板锻件的成形质量。该方法用于2024铝基复合材料夹板锻件的等温锻造成形。
 981
0
981
0
本发明公开了一种无人机用带筋复合材料件的液态成型方法,方法包括以下步骤:在铺贴模铺覆面上涂抹脱模剂后放置纤维布层和T形加强筋的预制体;在铺贴模外边沿上粘贴密封腻子条;采用截面呈三角形及正方形的硅橡胶模将T形加强筋与纤维布层定型,将辅助材料层中的真空袋搭接及粘贴在上模上;然后进行密封性检查;往真空嘴处抽真空,真空抽注时,使树脂从注胶口中进入并浸润纤维布层;进行固化,然后冷却至室温后脱模。该无人机用带筋复合材料件的液态成型方法通过在复合材料制件装配面采用对模成型及金属夹层来保证装配部位的几何尺寸及表面精度,在非装配面和带有异形筋条的部位采用真空袋成型工艺来方便使用共固化或共胶接工艺。
 1630
0
1630
0
碳纤维与玻璃纤维并用增强复合材料的制备方法涉及复合材料技术领域,包括如下步骤:a.调配基体材料:按基体材料的配比,即重量份为1~15%碳纤维、45~70%玻璃纤维、30~45%树脂,各种材料的重量份和为100%,将各组份称量在一起混合均匀即为基体材料b.预浸料制备;c.模具喷涂脱模剂;d.预浸料的铺叠;e.模压成型;f.脱模。本发明所制得的复合材料质量轻、比强度高、比模量高、耐疲劳、耐腐蚀、耐高温和尺寸稳定性好;具有较高的性价比,且本方法工序少,操作简单,具有较高的市场推广和应用价值,还可以大幅度降低纯玻璃纤维增强复合材料零件的重量,极大提高航天、航空飞行器的承载能力。
 1028
0
1028
0
教练机底部加厚V型复合材料件成型工艺,包括以下步骤:将成型好的硅胶软模清理干净并安装在零件金属阳模上形成组合阳模;在组合阳模上铺贴脱模布或涂刷脱模剂,形成预复合材料预制件;将经脱模处理的阴模一和阴模二组合后扣在复合材料预制件外表面,顶部用固定连接螺栓装配到位,底部用螺栓固定在金属阳模的底座上;在阴模一和阴模二组合后的阴模外表面铺覆真空袋,真空袋边缘用密封胶带固定在底座边缘;连接真空管路与真空泵,然后放入烘箱并按树脂基体的固化参数加温固化。该教练机底部加厚V型复合材料件成型工艺生产出合格的V型复合材料零件,可以极大的减少复合材料制品的成型成本,在航天、航空方面有广阔的推广价值。
 805
0
805
0
飞机教练机复合材料零件的快速修理工艺,包括以下步骤:将复合材料零件缺陷部位清理干净;按比例配制所需DG-3胶粘剂,根据修补部位确定是否需要在配制好的胶粘剂中添加稀释剂或填料;毛刷或刮刀等工具将混合均匀的胶液直接涂在待修补部位;或将EW100玻璃布剪成待修补区域形状并铺贴在待修补部位;胶粘剂涂刷后可在20℃~35℃室温停放12~24小时固化;用240#砂布将涂胶表面打磨至平整光滑,然后用320#砂纸将零件件表面的纱布痕迹打磨掉。对部分飞机教练机复合材料零件尤其是已装配的复合材料零件,直接在组件上对缺陷部位进行修复,避免零件的拆装工作,同时常温固化简单快速,可以极大的减少复合材料零件的维修成本。
 720
0
720
0
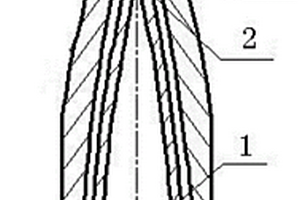
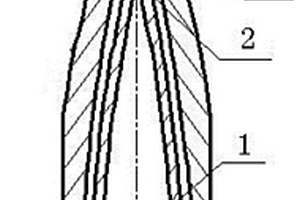
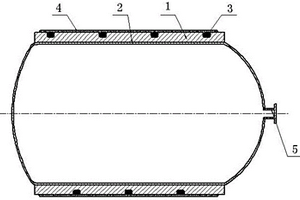
本发明涉及炭纤维复合材料技术领域,具体是一种薄壁异形复合材料构件的制备方法。(1)将碳纤维预浸料缠绕于模芯上,得到预制体;(2)将所述的预制体置于可拼装的金属外模中并锁紧,然后通过加热将模芯从预留的气孔排出,再将氮气从气孔注入预制体内部以加压,当压力达到设定值后将预制体带外模整体进行固化定型;(3)将所述步骤(2)中的固化定型体从外模中脱除后进行炭化处理,得到所需的薄壁异形复合材料制品;(4)将所述步骤(3)中的薄壁异形复合材料制品进行抛光涂层制得到所需的构件。本发明解决了现有技术中制备薄壁异形复合材料构件普遍存在生产成本高和产品性能差的问题。
 1375
0
1375
0
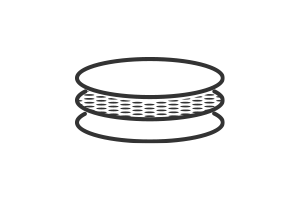
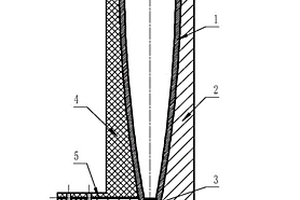
本发明公开了一种无人机用复合材料弹簧的成型工艺,包括以下步骤:卷制预浸料成为圆形棒;将制成的圆形棒放置于空心圆柱软体材料表面的沟槽中,空心圆柱软体材料外表面具有螺旋形沟槽;将气囊塞入空心圆柱软体材料内,然后从充气嘴往气囊充气,直至其外表面呈筒形,然后继续充压,直至空心圆柱软体材料内径满足设计值;在空心圆柱软体材料的外表面,封装辅助材料层;对辅助材料层抽真空,对圆软体材料的外表面进行紫外线灯照射固化,固化成为复合材料弹簧;对气囊进行卸压,然后对复合材料弹簧脱模,清除复合材料弹簧的毛刺。该无人机用复合材料弹簧的成型工艺可使成型后的复合材料弹簧力学性能良好,表面光滑,耐腐蚀。
 1011
0
1011
0
一种V型复合材料件的低成本成型方法,包括以下步骤:在阳模上铺贴脱模布使其成为预复合材料预制件;然后在内贴有脱模布的复合材料预制件1内腔底部塞入与制件理论内型相配合的软模;软模与复合材料预制件以及复合材料预制件与阴模一须紧密贴合;将内铺覆有脱模布的阴模二装配到阴模一上,且在阴模二与阴模一之间的装配区形成密封层;往复合材料预制件内表面铺覆真空袋;分别将真空管路与真空泵连接,将正压管路与空气压缩机连接,然后放入烘箱并按树脂基体的固化制度进行固化。通过该技术手段本发明取得的有益效果为,该V型复合材料件的低成本成型方法不仅能够保证制品的外表面的质量,而且受热后的软模膨胀能保证内腔底部的质量。
中冶有色为您提供最新的贵州安顺有色金属材料制备及加工技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


 2025年11月07日 ~ 09日
2025年11月07日 ~ 09日  2025年11月14日 ~ 16日
2025年11月14日 ~ 16日 碳材料科技大会") 2025年11月14日 ~ 16日
2025年11月14日 ~ 16日  2025年11月14日 ~ 16日
2025年11月14日 ~ 16日  2025年11月21日 ~ 23日
2025年11月21日 ~ 23日 





































































