全部
▼
热搜:
 964
964
 0
0
本发明提供了减速箱壳体铸造方法,包括以下步骤,S1配砂:配制型砂以及芯砂;S2准备模具:制备模具,包括砂型、砂芯以及砂箱;砂型设置在砂箱内,砂芯设置在砂型内,形成浇注型腔;S3浇注成型:将熔炼的金属液注入至浇注型腔并充满,冷却成型,得到铸件;S4铸件表观检测:观看铸件表面是否出现外观缺陷;不合格的进行加工至合格,无法通过后期加工达到合格品质的铸件进行报废处理,合格的铸件进入下一步工序;S5铸件热处理:将合格的毛坯放入热处理装置中,进行热处理;S6铸件性能检测:对铸件进行力学性能测试,合格的铸件进入下一工序;S7铸件入库:将合格的变速箱壳体进行标号,将标号的壳体性能参数进行记录,入库保存。
 1233
0
1233
0
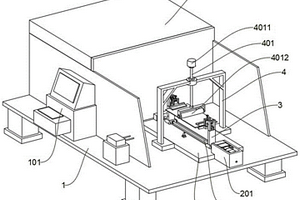
“便携式机车轮箍防驰缓报警装置检修仪”的发明,主要应用于交通运输铁路机车检修领域,用来对机车轮箍防驰缓报警装置故障进行维修。检测仪能模拟和检测机车制动、加载、运行工况,完成对机车轮箍防驰缓报警装置各部件的性能检测及机车在线检测,判断故障原因及处所,满足现场机车检修生产实际的需要。
 1020
0
1020
0
本发明公开了一种钛合金螺栓生产工艺,先制备坯料;然后将坯料加热到600‑700℃,在模具中镦制,使螺栓的杆部、头部和头下R角成型;再清洗去除表面污物;再在真空水淬炉中,600‑900℃保温1‑2小时后水冷;再将杆部磨削到标准杆径;再放入滚R机中进行圆角强化;再放入搓丝机中制螺纹;然后再次清洗去除表面油污;再在真空时效炉内,400‑600℃保温7‑12小时后空冷;然后进行内部探伤检测、表面喷涂润滑剂,进行尺寸和力学性能检测并包装。从而提供了一种钛合金螺栓生产工艺,以使钛合金螺栓达到国标12.9级钢制螺栓的标准要求,并具备良好的耐腐蚀性、耐高温性,且不导电、无磁、无氢。
 1164
0
1164
0
本发明公开了一种高韧性高弹性弹簧钢铸件及其生产工艺,包括以下重量百分比成份:C:0.520‑0.60%,Si:1.400‑2.000%,Mn:0.700‑1.000%,P:0.010‑0.025%,S:0.010‑0.025%,Cr:0.150‑0.350%,Ni:0.010‑0.10%,Cu:0.010‑0.25%,余量是Fe和不可避免的杂质。生产工艺包括以下工序:电炉冶炼‑LF精炼‑真空脱气‑连铸‑缓冷‑棒材轧制‑热处理‑精检‑性能检测‑包装入库。本发明的高韧性高弹性弹簧钢铸件具有脱碳倾向小、回火稳定性良好、热加工性能好、热处理后性能优良等优良特点,适合在工业生产中大规模使用。
 920
0
920
0
本发明公开了一种印制电路板失效区域样品的制备方法,包括以下步骤:切片取样:经过电性能检测确定印制电路板样品取样区域并作好标记,裁切出所需切片尺寸的样品;将环氧树脂胶液、固化剂、催化剂均匀混合后倒入放置有切片样品的金相切片专用模内,静置固化,固化完成后,从模内取出待研磨抛光样品;研磨抛光:监测待测区域表面至研磨抛光样品表面的距离,该距离高度即为研磨的厚度,研磨至预设厚度时,停止研磨,抛光,即得印制电路板失效区域样品。本发明采用自动化程度高的切片取样机进行精准取样,提高了检测效率以及检测结果的准确性和可靠性。
 1058
0
1058
0
本发明公开一种WLAN无线网络数据加密系统,包括捕包处理模块、数据分析模块、管理控制台模块,其中所述捕包处理模块包括捕包单元、数据预处理单元、响应单元,所述数据分析模块包括数据处理单元、网络性能检测单元、安全检测决策单元、入侵检测引擎单元、存储单元。本发明提供的WLAN无线网络数据加密系统,能有效的提升WLAN无线网络中数据的安全性。
 1122
0
1122
0
本发明涉及针对汽车电子水泵控制板的双工位式故障排查装置,包括安装架,安装架的后侧设有水箱、前侧设有两个检测工位;检测工位均包括活动板、与活动板相连的前推气缸、固定于活动板的仿形底座、位于仿形底座上方的导线引柱板、与导线引柱板相连的下推气缸、位移传感器、固定于安装架且斜指向仿形底座的离子风机、激光喷墨打标机、报警灯、与导线引柱板相连的转接泵;安装架上还设有工控机、电性能检测仪。本发明能够实现对控制板的自动化检测,并同时实现两个工位的检测,大大降低劳动强度,提高工作效率,整个过程操作简单,有效减少人工失误,具有自动化程度高、功能强度、使用方便的优点。
 994
0
994
0
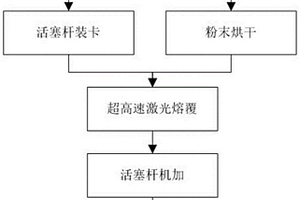
本发明涉及激光加工增材制造领域,具体是一种飞机液压油箱活塞杆表面涂层的制备方法,其具体步骤如下:S1、制备涂层材料:S2、在活塞杆表面进行喷砂并用酒精清洁处理;S3、在活塞杆表面采用超高速激光熔覆的方式进行涂层制备;S4、加工后处理:对制备的涂层表面进行抛光处理;S5、性能检测;本发明通过超高速激光熔覆制备方法来代替传统电镀方法,减少环境污染,制备的涂层显微硬度>300HB,涂层磨损失重较基体磨损失重减少40‑50mg/1h,能够有效提高活塞杆表面硬度以及耐磨性。
 997
0
997
0
本发明公开了一种低维光电材料的性能测试装置,涉及光电材料检测技术领域,解决了现有装置未设置可以对多晶硅薄膜进行弯折疲劳度检测的结构的问题。一种低维光电材料的性能测试装置,包括工作台;所述工作台顶部固定连接有控制部;所述工作台顶部右侧固定连接有稳定台,稳定台顶部通过铰连接设置有往复丝杆;所述工作台顶部左侧固定连接有遮光箱,遮光箱内部设置有光电转换性能检测机构;通过控制往复丝杆持续转动,可以控制两组立架进行相反方向的往复平移,可以使多晶硅薄膜进行往复弯折,通过控制部实时监测薄膜电流情况,可以对多晶硅薄膜进行弯折疲劳度检测。
 1031
0
1031
0
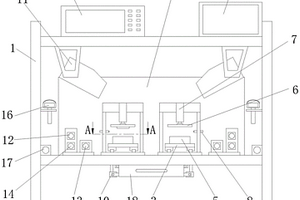
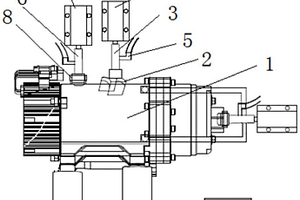
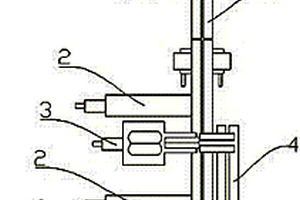
本发明公开了一种电动压缩机性能快速检测对接工装,包括第一对接工装、第二对接工装,所述的第一对接工装包括压在电动压缩机壳体外表面的固定压板、第一吸排气接头管、第一辅助气缸,所述的第二对接工装包括第二吸排气接头管、第二辅助气缸,第二对接工装为两组,一组安装在电动压缩机的壳体侧壁上,另一组安装在电动压缩机的壳体端壁上。采用上述结构,本发明具有以下优点:1、通过汽缸压紧密封圈密封和固定压板定位电动压缩机吸排气与性能快速检测系统密封连接,完成电动压缩机吸排气压力功能的检测;2、满足电动压缩机快速性能检测的需要和方便的操作。
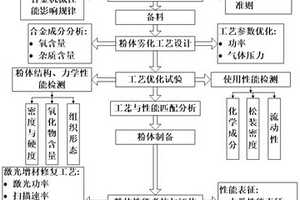
本发明涉及激光熔覆修复技术领域,具体为一种飞机0Cr14Ni5Mo2Cu钢锥裙锁损伤增材修复粉体设计及制备方法,包括以下步骤:(一)根据目前的0Cr14Ni5Mo2Cu钢合金粉体进行成分优化设计,确定0Cr14Ni5Mo2Cu钢合金粉体最终的技术指标,并根据修复需求,确定设计准则;(二)根据步骤(一)中的技术指标,进行制备0Cr14Ni5Mo2Cu钢合金粉体,包括:配料、熔炼、雾化、筛粉收集、性能分析和测试;(三)采用与飞机锥群锁相同的0Cr14Ni5Mo2Cu材料加工带有缺口的拉力试棒试样,用步骤(二)中制备的0Cr14Ni5Mo2Cu钢合金粉体对试样进行修复,并对修复后的试样进行力学性能检测。本发明解决了应用常规粉体修复难以满足飞机锥群锁使用要求问题,提高了飞机锥群锁激光增材修复质量。
 1052
0
1052
0
本发明提供了一种硅片晶圆划片工艺,包括以下步骤:S1刀片选型;S2晶圆切割,包括横切工序和竖切工序两道工序;横切工序采取双刀切割,双刀切割包括以下步骤:a第一刀切割,b第二刀切割;S3性能检测;本发明的有益效果:横切工序采用双刀切割相比与传统的一刀切割的方法,在不影响切割效率的情况下,能够明显提高合格率;横切工序采用一刀切割与双刀切割间隔使用的方法相比与传统的只采用一刀切割的方法,既提高了合格率,又大幅度降低了工艺时长,提高了加工效率;相比与横切工序只采用双刀切割的加工方法,在大幅度降低工艺时长,提高加工效率的同时,合格率仅出现小幅度下降,该方法适合在生产小尺寸芯片时使用。
 1111
0
1111
0
本发明公开了一种震动马达生产用自动化测试装置,包括上料带、测试冶具和NG盒,所述机架一端安装有上料带,所述机架另一端安装有下料带;本发明当震动马达放置到测试支架一端的马达定位板的限位槽上时,第四气压杆开始伸长带动连接耳连接的固定夹头底端分别想两端移动,进而带动固定夹头在限位槽内转动,同时借助弹簧助力将震动马达固定在马达定位槽内后,通过正负极测试夹具与震动马达连接进行性能检测,依次对震动马达的波形、转速、电流和噪音进行检测,实现了震动马达在性能测试时能够完成自动化测试装置,节俭了人员及测试工位,使震动马达在性能测试中大大提高了作业效率,杜绝了因人为按着测试时按着不到位造成的误判现象。
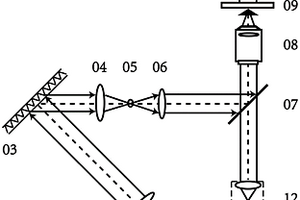
本发明公开了一种基于数字微镜器件衍射效应的微透镜阵列制备与检测装置,该装置包括紫外LED光源、氦氖激光器光源、DMD器件、扩束器、第一双凸透镜、空间滤波器、第二双凸透镜、第三双凸透镜、双色镜、显微镜物镜、三维电动平台、第四双凸透镜以及CCD相机。该装置能有效地工作在光刻胶曝光和微透镜光学性能检测两个模式;所述的计算机通过信号线分别与紫外LED光源、氦氖激光器光源、DMD器件、三维电动平台、CCD相机相连。本发明既可以实现在光刻微加工中的微透镜阵列制备,也可以实现对微透镜阵列结构的光学性能进行检测。
 1163
0
1163
0
本发明公开了一种生产介电常数3.4的高频微波覆铜板的工艺,该工艺过程是:聚苯醚树脂溶解改性、浸涂玻璃布、与铜箔叠配、高温高压压合、性能检测和裁切包装,其中通过对聚苯醚树脂的烯丙基化改性,形成合适分子量的交联体,再通过其浸渍玻璃纤维布制作成半固化片,与铜箔一起进行压合,制作高频覆铜板。
 880
0
880
0
本发明公开了一种铁道客车新式折棚风挡工艺,涉及折棚挡风生产技术领域,包括以下步骤:帘布准备;将生胶准备好后加入配合剂,混炼使配合剂均匀分布在生胶中,对混合后的生胶进行硫化处理;对处理后的胶料进行理化性能检测;利用四辊压延机压延机辊筒速比所产生的剪切力和辊筒压力,将胶料挤擦入织物组织缝隙中;帘布采用斜裁的方式进行45度裁剪,使用45度卧式裁断机进行裁剪;使用鼓式硫化机进行硫化处理;铝型材准备:铝型材成型,并对成型后的铝型材进行精度和硬度检测;将处理后的帘布与成型后的铝型材组装一起;通过最小曲线试验、气密性试验、隔热性试验和隔音性试验、风挡承载试验、防雨性试验,保证生产出来的折棚挡风质量更加可靠。
 902
0
902
0
本发明公开了一种65Si2CrVA弹簧钢及其生产工艺,按重量百分比包括以下成份:C:0.52~0.60%,Si:1.40~2.00%,Mn:0.70~1.00%,P:≤0.025%,S:≤0.025%,Cr:0.15~0.35%,Ni:≤0.10%,Cu:≤0.25%,余量是Fe和不可避免的杂质。生产工艺包括以下工序:电炉冶炼‑LF精炼‑真空脱气‑连铸‑缓冷‑棒材轧制‑热处理‑精检‑性能检测‑包装入库。本发明的65Si2CrVA弹簧钢具有脱碳倾向小、回火稳定性良好、热加工性能好、热处理后性能优良等特点,弹簧钢圆钢轧后空冷条件下具有良好的冷加工性能,冷加工时具有良好的塑、韧性,减少热加工成本。
 1070
0
1070
0
本发明公开了一种石英晶成品自动检测分选机,包括传送轨道、检测筛选装置、落料槽,所述的传送轨道包括送料轨道(1)和不合格品轨道(4),两轨道并行;所述的检测筛选装置包括设置在送料轨道(1)上的电清洗装置(3)和电性能检测头(6),所述的电清洗装置(3)和电性能测头(6)配有推杆和驱动装置,所述的驱动装置为气缸(2);使用该机器检测成品晶体大大提高了生产效率,减少了生产成本。
 1154
0
1154
0
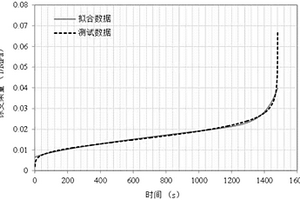
本发明公开了一种沥青混合料高温稳定性力学评价方法,对待评定沥青混合料试件进行力学性能检测,记录待评定沥青混合料试件的变形参数,所述变形参数包括轴向变形量,实际荷载和加载时间;测量所述试件的高度,并根据试件高度、轴向变形量以及实际荷载,计算不同加载时间的徐变柔量D(t);使用S型函数拟合徐变柔量D(t)与加载时间t的关系,得到徐变柔量D(t)的拟合曲线;对拟合的徐变柔量D(t)曲线求二阶导,二阶导等于零时得到唯一解作为沥青混合料的流动时间;本发明数据处理方法以及测试仪器的内建算法更精确。
 802
0
802
0
本发明提供了一种变压器性能自动检测装置,包括检测治具,安装于变压器的多个端子排上;检测仪表,包括耐压性能检测仪表、脉冲测试检测仪表;检测通道切换装置,提供所述检测治具和所述检测仪表相连接的多个检测通道,并具备检测通道的切换功能;变频电源,连接所述检测通道切换装置,为变压器检测供电;以及上位机,获取、存储并显示所述检测仪表的检测信息,并对所述检测通道切换装置和所述变频电源进行控制。该装置可对变压器的多项性能指标进行自动检测。
 907
0
907
0
本发明涉及芯片封装技术领域,且公开了封装键合铂金丝及其制备方法,包括以下步骤:S1、将铂金属与铍、钙、铈、镧等微量元素投入真空熔铸炉,经过高温熔铸,得到特定直径的铂金属棒;S2、铂金属棒再经过多组模具进行拉伸,此拉伸过程中在某一线径进行中间退火;S3、中间退火的线材再次拉伸至半成品线材;通过铂金属代替传统的键合丝中的金和银金属,从而大大降低了键合丝的生产制造成本,从而间接的减低了芯片生产制造的成本,铂金属棒在通过模具拉绳的过程中,在某一线径的时候进行中间退火,然后再次被拉伸成半成品线材,半成品线材经过退火,机械性能检测合格后,包装成成品线材,从而可以使线材焊线的键合强度大大提升。
 1005
0
1005
0
本发明公开了一种全自动燃油泵泵芯检测实验台,包括基座、泵芯检测主体、显示器、检测开关、控制面板、传动轮、传送带、待测泵芯、安全压力检测主体、液压缸、限位板、注油腔、输油管、注油嘴、出油压检测装置、流量检测装置、密封性能检测装置、电气控制箱,所述的基座右上端设有泵芯检测主体,与现有技术相比,本发明的有益效果是该发明一种全自动燃油泵泵芯检测实验台,使用方便,设计科学合理,本全自动燃油泵泵芯检测实验台是把安全压力,电压系统,流量,压力,密封性能功能集成化,而且实现了无人操作,生产效率大大提高。
 793
0
793
0
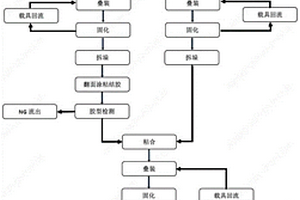
本发明公开了一种燃料电池双极板制作方法,包括步骤:S1、阴极板缓存;S2、阳极板热压整平;S3、阴极板和阳极板同步进行密封胶点胶;S4、阴极板和阳极板同步进行密封胶胶型检测;S5、阴极板和阳极板同步进入烘箱进行密封胶加热固化;S6、阳极板缓存;S7、阴极板翻转;S8、阴极板点冷却面粘结胶;S9、双极板对合;S10、双极板粘结胶固化;S11、双极板错位检测;S12、密封性能检测。本发明的燃料电池双极板制作方法,优化了工艺流程,降低了产品从上线到下线的加工时间,降低了生产成本,提高了生产效率和产品一致性,为燃料电池的商业化发展提供了基础。
 1202
0
1202
0
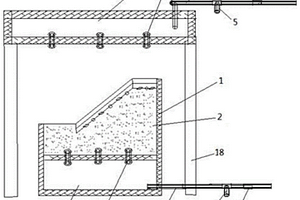
本发明提供了一种降雨‑反渗协同作用下膨胀土边坡包边层性能检测装置及检测方法,属于岩土工程技术领域。可用于不同坡比膨胀土边坡包边层检测,不同降雨条件、不同地下水反渗条件以及降雨及反渗协同作用下膨胀土边坡包边层检测,地下突水状态下膨胀土边坡包边层检测,对膨胀土边坡包边层的位移实时检测和含水率检测,实现对膨胀土边坡的灾害预警和耐久性评价。该试验装置及方法的发明对于包边法技术范围的拓展及应用具有重要的工程实际意义和理论研究价值。
 1138
0
1138
0
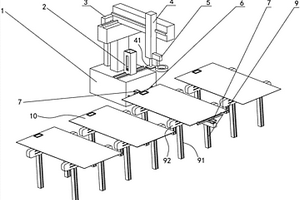
本发明公开了一种太阳能电池组件接线盒盒盖的自动安装及效果检测装置,包括组件自动传送机构、组件位置定位机构、盒盖输送机构、盒盖安装机构、盒盖安装支撑机构、效果检测机构和控制器,所述的盒盖输送机构用于盛装盒盖,所述盒盖安装机构用于将盛放在所述盒盖输送机构内的盒盖取出并安装在太阳能电池组件的接线盒上,所述的盒盖支撑机构用于盒盖安装时提供支撑平台,所述的效果检测机构用于盒盖安装的光学效果检测以及力学性能检测,所述的控制器用于控制装置中各机构的动作,并且能够对各机构的运行参数进行设置和调整,同时保存效果检测机构的检测结果。该装置结构简单、操作方便,能够高效完成盒盖的自动安装及效果检测。
 776
0
776
0
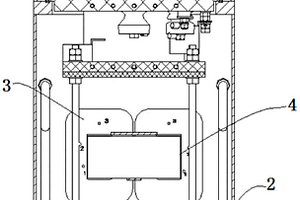
本发明属于钢材性能的测试,尤其是涉及热轧钢材模拟自然时效后的性能的检测。其特征是采用人工时效快速处理并检测试样,即将经生产检验的性能略高于指定标准指标要求的热轧钢材再取样,加工成复检试样;置于烘箱或加热炉内进行恒温加热后随即对复检试样进行性能检测,其性能指标精确到热轧钢材自然时效后的性能指标;根据检测数据,对复检钢材进行判定和处理。实践表明,采用本发明后保证了产品质量,有利于用户使用;可避免因等自然时效后复检期间的产品压库,减少资金积压;减少质量异议和经济赔偿;提高检测精度,有利于降低生产成本。
 904
0
904
0
本发明公开了一种脉冲变压器的制造工艺,包括:步骤一、准备变压器各配件;步骤二、绕制线圈及检测;步骤三、脉冲变压器装配;步骤四、灌油及密封检测;步骤五、性能检测;该脉冲变压器的制造工艺,采用线圈圈数测量仪检测绕线圈数,且采用兆欧表检测线圈对地及组间绝缘电阻,提高了变压器装配一致性和质量;箱盖增加老炼处理,保证箱盖和油箱装配密封性;印字顺序明确规定,提高了制造效率;油箱装配前先试漏后装配,提高了制造效率;采用真空灌油,提高了变压器的质量;装配后进行考机试验,进一步的保障了变压器长期运行的质量。
 1001
0
1001
0
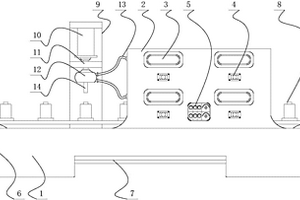
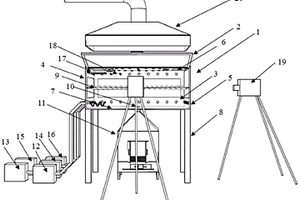
本发明提供一种火灾探测性能综合检测模拟实验装置,其包括实验台主体(1)、配套模拟发生装置、测控系统和排烟装置(20);该实验装置在具备常规火灾探测性能检测功能以外,还能够根据探测器情况及适用场所特点组合设置,克服现有装置未考虑烟气分布特性,灰尘、水雾和风速变化,探测器位置对探测性能影响的缺点,其特点是功能多样,构造简单,可靠性高,组合和拆卸方便,成本较低。本发明装置可进行小尺寸标准试验火、均流烟气模拟和实际应用环境模拟等多种实验,考虑了火灾探测器相对于火源位置对火灾探测性能的影响。在燃烧室顶棚设有足够多的被检火灾探测器安装螺纹孔,以便根据火灾探测器实际情况,改变其在燃烧室内位置。
北方有色为您提供最新的安徽有色金属分析检测技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!

 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日  2026年03月20日 ~ 22日
2026年03月20日 ~ 22日  2026年03月25日 ~ 27日
2026年03月25日 ~ 27日  2026年03月26日 ~ 28日
2026年03月26日 ~ 28日  2026年03月27日 ~ 29日
2026年03月27日 ~ 29日 





































































