权利要求
1.一种利用
镍残极制取
硫酸镍溶液的方法,其特征在于,包括如下步骤:
步骤a、镍残极破碎:将镍电解产出的镍残极进行两级破碎,同时,脱除镍残极表面附着的阳极泥,使
铜耳线和镍残极分离;
步骤b、镍残极筛分:镍残极经破碎成镍残极块,使铜耳线、阳极泥与镍残极剥离后进行分级筛分,铜耳线作为筛上物,阳极泥作为筛下物从镍残极块中分离出来,以降低制取硫酸镍溶液中Cu2+和硫酸根含量,镍残极块作为筛中物排出,粒径>25mm以上的镍残极块返回破碎二次处理,铜耳线作为铜原料回收,阳极泥送去洗涤;
步骤c、矿浆制备:粒径≤25mm的镍残极块送入棒磨机进行棒磨,棒磨出的镍残极颗粒物再进行球磨机细磨,细磨后矿浆配置有螺旋式矿浆分离器,在螺旋式矿浆分离器作用下,粒度较大的组分在旋流场的作用下同时沿轴向向下运动,沿径向向外运动,在到达螺旋式矿浆分离器锥体段沿器壁向下运动,并由底流口排出,返回球磨机继续细磨,矿浆粒度较小的组分向中心轴线方向运动,并在轴线中心形成一向上运动的内涡旋,然后由溢流口排出,送去矿浆调酸浆化;
步骤d、矿浆调酸:制备好的矿浆按照浆化液固质量比加入除铁尾料洗液、阳极泥洗液后,补加适量硫酸;
步骤e、常压浸出:通入适量的压缩空气或工业纯氧,控制反应时间和温度,尽可能地全部浸出镍残极中含有的镍、
钴、铜等的合金相和氧化物,使Ni3S2转化为NiS,使镍残极中夹带的铜耳线碎段全部溶解浸出,保证浸出体系中Cu2+和 Cu+循环平衡;
步骤f、加压氧浸:常压浸出后矿浆进入高压釜内继续反应,加入足量的氧化剂,控制反应压力、温度和时间,尽可能地全部浸出镍,使铁以赤铁矿的形式沉淀,使大部分的Cu2+在压缩空气中氮的抑制作用下不被浸出,以CuS形式进出除铁渣中,加压氧浸后矿浆经液固分离得到比较纯净的硫酸镍溶液,同时,产出除铁尾料副产品;
步骤g、逆流洗涤:加压氧浸产出的除铁尾料经连续逆流洗涤,控制淋洗水与除铁尾料的质量比,得到含Ni较低、含Fe较高的除铁渣,除铁渣作为铁原料销售处理,除铁尾料洗液Ni富集后,返矿浆调酸进行残酸利用和回收镍;
步骤h、阳极泥洗涤:将镍残极筛分出的阳极泥按照浆化液固质量比进行多级浆化洗涤,洗涤出的镍残极细小颗粒返矿浆制备使用,阳极泥洗液Ni富集后,返矿浆调酸进行残酸利用和回收镍,洗后阳极泥送去热熔提硫制备单质硫磺和富集
贵金属和富集贵金属。
2.根据权利要求1所述的一种利用镍残极制取硫酸镍溶液的方法,其特征在于,所述步骤a中破碎后镍残极粒度≤10mm。
3.根据权利要求1所述的一种利用镍残极制取硫酸镍溶液的方法,其特征在于,所述步骤b中阳极泥脱除率≮90%,铜耳线分离率≮95%。
4.根据权利要求1所述的一种利用镍残极制取硫酸镍溶液的方法,其特征在于,所述步骤c中棒磨机棒磨时间控制在20~40min,产出的镍残极颗粒物粒度≤5mm,球磨机细磨的矿浆质量百分比浓度为75~85%,细磨时间为20~30min,矿浆pH值为6~7之间,细磨后镍残极粒度≤-280目≥90%。
5.根据权利要求1所述的一种利用镍残极制取硫酸镍溶液的方法,其特征在于,所述步骤d中矿浆的浆化液固质量比为1:6~8,浆化时间为0.5~1h,矿浆含酸15~40g/l,浆化前液含Cu为3~8g/l。
6.根据权利要求1所述的一种利用镍残极制取硫酸镍溶液的方法,其特征在于,所述步骤e中反应温度为70~90℃,压缩空气通入量为50~120Nm3/h,反应时间为6~10h,常压浸出终点的矿浆PH值为2.0~3.0。
7.根据权利要求1所述的一种利用镍残极制取硫酸镍溶液的方法,其特征在于,所述步骤f中氧化剂为压缩空气,压缩空气通入量为500~2000Nm3/h,汽相温度为155~165℃,高压釜釜压为1.4~1.6MPa,反应时间为6~8h,加压浸出终点的矿浆PH值为1.5~2.5。
8.根据权利要求1所述的一种利用镍残极制取硫酸镍溶液的方法,其特征在于,所述步骤g中淋洗水与除铁尾料的质量比为1:10~12,洗涤温度为20~35℃,洗涤时间为1~2h,所述除铁渣含Ni<1%、含Fe≥53%,所述回用除铁尾料洗液Ni≥40g/l。
9.根据权利要求1所述的一种利用镍残极制取硫酸镍溶液的方法,其特征在于,所述步骤h中浆化洗涤的液固质量比为1:3~4,洗涤温度为20~35℃,洗涤时间1~2h,回用阳极泥洗液Ni2+≥40g/l,洗后阳极泥含Ni<0.5%。
10.根据权利要求1所述的一种利用镍残极制取硫酸镍溶液的方法,其特征在于,所述步骤f中硫酸镍溶液Ni2+≥120g/l,Cu2+≤1g/l,Fe2+≤3g/l。
说明书
技术领域
[0001]本发明属于有色
湿法冶金技术领域,涉及一种利用镍残极制取硫酸镍溶液的方法。
背景技术
[0002]在镍的可溶阳极
隔膜电解工艺中,产出电解镍的同时,还剩余23%左右的镍残极未被电解充分利用,对此,现有工艺是将该部分镍残极返回镍熔铸二次浇筑阳极板重复利用,但该种方法存在流程长,生产成本高,镍钴收率低的弊端,同时,镍残极附着的阳极泥进入火法冶金炉窑,加重了烟气SO2含量,给烟气治理造成更大的环保压力,另外,镍电解生产过程中还存在补镍缺口,需要高浓度硫酸镍溶液进行补镍。为此,探索一种短流程、低成本、高收率、零排放的工艺路线,对镍残极的优化处理意义重大。
发明内容
[0003]本发明的目的在于针对现有技术存在的问题,提供一种利用镍残极制取硫酸镍溶液的方法,制取比较纯净的高浓度硫酸镍溶液为镍电解系统补镍,缓解补镍压力。
[0004]为此,本发明采取以下技术方案:
一种利用镍残极制取硫酸镍溶液的方法,包括如下步骤:
步骤a、镍残极破碎:将镍电解产出的镍残极进行两级破碎,同时,脱除镍残极表面附着的阳极泥,使铜耳线和镍残极分离;
具体地,所述步骤a中破碎后镍残极粒度≤10mm。
[0005]步骤b、镍残极筛分:镍残极经破碎成镍残极块,使铜耳线、阳极泥与镍残极剥离后进行分级筛分,铜耳线作为筛上物,阳极泥作为筛下物从镍残极块中分离出来,以降低制取硫酸镍溶液中Cu2+和硫酸根含量,镍残极块作为筛中物排出,粒径>25mm以上的镍残极块返回破碎二次处理,铜耳线作为铜原料回收,阳极泥送去洗涤;
具体地,所述步骤b中阳极泥脱除率≮90%,铜耳线分离率≮95%。
[0006]步骤c、矿浆制备:粒径≤25mm的镍残极块送入棒磨机进行棒磨,棒磨出的镍残极颗粒物再进行球磨机细磨,细磨后矿浆配置有螺旋式矿浆分离器,在螺旋式矿浆分离器作用下,粒度较大的组分在旋流场的作用下同时沿轴向向下运动,沿径向向外运动,在到达螺旋式矿浆分离器锥体段沿器壁向下运动,并由底流口排出,返回球磨机继续细磨,矿浆粒度较小的组分向中心轴线方向运动,并在轴线中心形成一向上运动的内涡旋,然后由溢流口排出,送去矿浆调酸浆化;
具体地,所述步骤c中棒磨机棒磨时间控制在20~40min,产出的镍残极颗粒物粒度≤5mm,球磨机细磨的矿浆质量百分比浓度为75~85%,细磨时间为20~30min,矿浆pH值为6~7之间,细磨后镍残极粒度≤-280目≥90%。
[0007]步骤d、矿浆调酸:制备好的矿浆按照浆化液固质量比加入除铁尾料洗液、阳极泥洗液后,补加适量硫酸;
具体地,所述步骤d中矿浆的浆化液固质量比为1:6~8,浆化时间为0.5~1h,矿浆含酸15~40g/l,浆化前液含Cu为3~8g/l。
[0008]步骤e、常压浸出:通入适量的压缩空气或工业纯氧,控制反应时间和温度,尽可能地全部浸出镍残极中含有的镍、钴、铜等的合金相和氧化物,使Ni3S2转化为NiS,使镍残极中夹带的铜耳线碎段全部溶解浸出,保证浸出体系中Cu2+和 Cu+循环平衡;
所述步骤e中反应温度为70~90℃,压缩空气通入量为50~120Nm3/h,反应时间为6~10h,常压浸出终点的矿浆PH值为2.0~3.0。
[0009]步骤f、加压氧浸:常压浸出后矿浆进入高压釜内继续反应,加入足量的氧化剂,控制反应压力、温度和时间,尽可能地全部浸出镍,使铁以赤铁矿的形式沉淀,使大部分的Cu2+在压缩空气中氮的抑制作用下不被浸出,以CuS形式进出除铁渣中,加压氧浸后矿浆经液固分离得到比较纯净的硫酸镍溶液,同时,产出除铁尾料副产品;
所述步骤f中氧化剂为压缩空气,压缩空气通入量为500~2000Nm3/h,汽相温度为155~165℃,高压釜釜压为1.4~1.6MPa,反应时间为6~8h,加压浸出终点的矿浆PH值为1.5~2.5,硫酸镍溶液Ni2+≥120g/l,Cu2+≤1g/l,Fe2+≤3g/l。
[0010]步骤g、逆流洗涤:加压氧浸产出的除铁尾料经连续逆流洗涤,控制淋洗水与除铁尾料的质量比,得到含Ni较低、含Fe较高的除铁渣,除铁渣作为铁原料销售处理,除铁尾料洗液Ni富集后,返矿浆调酸进行残酸利用和回收镍;
所述步骤g中淋洗水与除铁尾料的质量比为1:10~12,洗涤温度为20~35℃,洗涤时间为1~2h,所述除铁渣含Ni<1%、含Fe≥53%,所述回用除铁尾料洗液Ni≥40g/l。
[0011]步骤h、阳极泥洗涤:将镍残极筛分出的阳极泥按照浆化液固质量比进行多级浆化洗涤,洗涤出的镍残极细小颗粒返矿浆制备使用,阳极泥洗液Ni富集后,返矿浆调酸进行残酸利用和回收镍,洗后阳极泥送去热熔提硫制备单质硫磺和富集贵金属和富集贵金属;
具体地,所述步骤h中浆化洗涤的液固质量比为1:3~4,洗涤温度为20~35℃,洗涤时间1~2h,回用阳极泥洗液Ni2+≥40g/l,洗后阳极泥含Ni<0.5%。
[0012]本发明的有益效果在于:
本发明改变了现有镍残极处理火法冶金工艺路线,缩短了工艺流程,降低了生产成本,提高了镍钴收率,有效降低了阳极泥、除铁渣含镍指标,消除了因此造成的火法冶金炉窑烟气治理环保压力,直接利用镍残极制取高品质硫酸镍溶液为镍电解生产系统补镍缺口。
附图说明
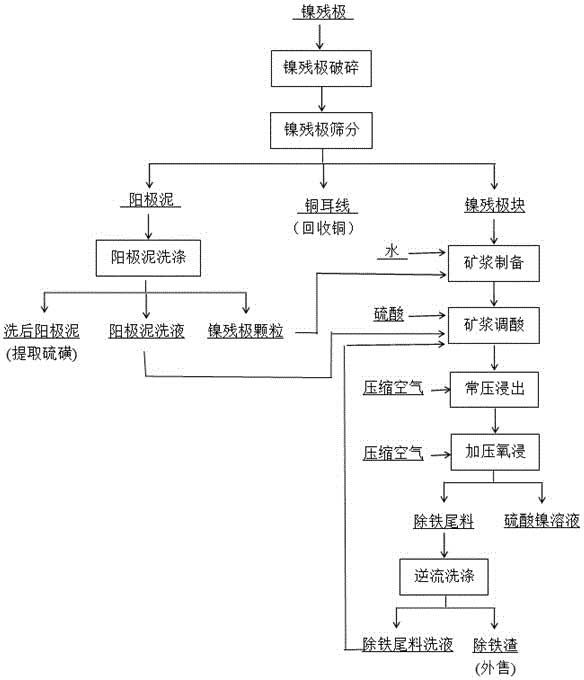
[0013]图1为本发明的工艺流程图。
具体实施方式
[0014]下面结合附图与实施方法对本发明的技术方案进行相关说明。
[0015]实施例1
某镍电解生产系统产出的镍残极物理状态为:阳极泥附着厚度≯8mm,块径≯450mm,阳极泥含水21%,其主要组分的重量百分比为:Ni 68.16%、Cu 3.97%、Fe 1.77%、Co1.07%、S 24.41%。
[0016]如图1所示,该种镍残极制取硫酸镍溶液的方法包括以下步骤:
步骤a.镍残极破碎:将镍电解产出的镍残极采用颚式
破碎机进行两级破碎,破碎后镍残极粒度≤10mm,同时,脱除镍残极表面附着的阳极泥,使铜耳线和镍残极分离;
步骤b.镍残极筛分:将破碎后镍残极进行分级筛分,铜耳线作为筛上物,阳极泥作为筛下物从镍残极块中分离出来,以降低制取硫酸镍溶液中Cu2+和硫酸根含量,残极块作为筛中物排出,镍残极粒度≤10mm的送去矿浆制备,镍残极粒度>10mm的返回破碎二次处理,铜耳线作为铜原料回收,阳极泥送去洗涤;其中,阳极泥脱除率为90.3%,铜耳线分离率为95.1%;
步骤c.矿浆制备:粒度≤10mm的镍残极块送入棒磨机进行棒磨,棒磨时间控制在30min,产出粒度≤5mm的镍残极颗粒物,再进行球磨机细磨,球磨机细磨,矿浆浓度控制在75%,细磨时间控制在25min,矿浆pH值为6,细磨后镍残极粒度≤-280目,细磨后矿浆经螺旋式矿浆分离器分离,分离出镍残极粒度镍残极粒度>-280目组分返回细磨继续处理;
步骤d.矿浆调酸:制备好的矿浆按照浆化液固质量比为1:7加入除铁尾料洗液、阳极泥洗液进行浆化,浆化时间为0.5h,补加硫酸后使矿浆含酸达到26.7g/l,含Cu 5.3g/l;
步骤e.常压浸出:压缩空气通入量为80Nm3/h,反应时间为8h,反应温度为73~81℃,终点pH值为2.41;常压浸出液成分为:Ni 64.66g/l,Cu 4.33g/l、Fe 4.61g/l、Co0.38g/l;
步骤f.加压氧浸:常压浸出后矿浆进入高压釜内继续反应,压缩空气通入量为665Nm3/h,汽相温度为160~165℃,釜压为1.5MPa,反应时间为7h,终点pH值为2.1,尽可能地全部浸出镍,使铁以赤铁矿的形式沉淀,使大部分的Cu2+在压缩空气中氮的抑制作用下不被浸出,以CuS形式进出除铁渣中,加压氧浸后矿浆经液固分离得到比较纯净的硫酸镍溶液,同时,产出除铁尾料副产品;加压浸出液成分为:Ni 130.17g/l、Cu 0.09g/l、Fe0.05g/l、Co 1.31g/l。
[0017]步骤g.逆流洗涤:加压氧浸产出的除铁尾料经连续逆流洗涤,淋洗水量与除铁尾料的质量比为1:10,洗涤温度为25℃,洗涤时间为2h,除铁渣含Ni 0.97%,含Fe 54.3%,作为铁原料销售处理,回用除铁尾料洗液Ni45.1g/l,返矿浆调酸进行残酸利用和回收镍;
步骤h.阳极泥洗涤:将镍残极筛分出的阳极泥按照浆化液固质量比为1:3进行浆化,控制浆化液固质量比进行多级逆流浆化洗涤,洗涤时间为2h,洗涤温度为25℃,洗涤出的镍残极细小颗粒返矿浆制备使用,回用阳极泥洗液Ni44.3g/l,返矿浆调酸进行残酸利用和回收镍,洗后阳极泥含Ni 0.47%,送去热熔提硫制备单质硫磺和富集贵金属。
[0018]实施例2
某镍电解生产系统产出的镍残极物理状态为:阳极泥附着厚度≯8mm,块径≯450mm,阳极泥含水21%,其主要组分的重量百分比为:Ni 70.01%、Cu 3.41%、Fe 1.53%、Co1.02%、S 24.13%。
[0019]该种镍残极制取硫酸镍溶液的方法包括以下步骤:
步骤a.镍残极破碎:将镍电解产出的镍残极采用颚式破碎机进行两级破碎,破碎后镍残极粒度≤10mm,同时,脱除镍残极表面附着的阳极泥,使铜耳线和镍残极分离;
步骤b.镍残极筛分:将破碎后镍残极进行分级筛分,铜耳线作为筛上物,阳极泥作为筛下物从镍残极块中分离出来,以降低制取硫酸镍溶液中Cu2+和硫酸根含量,残极块作为筛中物排出,镍残极粒度≤10mm的送去矿浆制备,镍残极粒度>10mm的返回破碎二次处理,铜耳线作为铜原料回收,阳极泥送去洗涤;其中,阳极泥脱除率为90.5%,铜耳线分离率为95.3%;
步骤c.矿浆制备:粒度≤10mm的镍残极块送入棒磨机进行棒磨,棒磨时间控制在30min,产出粒度≤5mm的镍残极颗粒物,再进行球磨机细磨,矿浆浓度控制在78%,细磨时间为30min,矿浆pH值为6,细磨后镍残极粒度≤-280目,细磨后矿浆经螺旋式矿浆分离器分离,分离出镍残极粒度镍残极粒度>-280目部分返回细磨继续处理;
步骤d.矿浆调酸:制备好的矿浆按照浆化液固质量比为1:8加入除铁尾料洗液、阳极泥洗液进行浆化,浆化时间为0.5h,补加硫酸后使矿浆含酸达到25.8g/l,含Cu 4.9g/l;
步骤e.常压浸出:压缩空气通入量为85Nm3/h,反应时间为9h,反应温度为75~83℃,终点pH值为2.26,常压浸出液成分为:Ni 65.21g/l,Cu 4.07g/l、Fe 4.23g/l、Co0.32g/l;
步骤f.加压氧浸:常压浸出后矿浆进入高压釜内继续反应,压缩空气通入量为700Nm3/h,汽相温度为160~165℃,釜压为1.5MPa,反应时间为7.5h,终点pH值为2.3,尽可能地全部浸出镍,使铁以赤铁矿的形式沉淀,使大部分的Cu2+在压缩空气中氮的抑制作用下不被浸出,以CuS形式进出除铁渣中,加压氧浸后矿浆经液固分离得到比较纯净的硫酸镍溶液,同时,产出除铁尾料副产品;其中,加压浸出液成分为:Ni128.03g/l,Cu1g/l,Fe3g/l、Co1.29g/l;
步骤g.逆流洗涤:加压氧浸产出的除铁尾料经连续逆流洗涤,淋洗水与除铁尾料的质量比为1:10,洗涤温度为27℃,洗涤时间为2h,除铁渣含Ni0.99%、含Fe 53.8%,作为铁原料销售处理,回用除铁尾料洗液含Ni44.9g/l,返矿浆调酸进行残酸利用和回收镍;
步骤h.阳极泥洗涤:将镍残极筛分出的阳极泥按照浆化液固质量比为1:3浆化,控制浆化液固质量比进行多级逆流浆化洗涤,洗涤时间为2h,洗涤温度为27℃,洗涤出的镍残极细小颗粒返矿浆制备使用,回用阳极泥洗液含Ni46.0g/l,返矿浆调酸进行残酸利用和回收镍,洗后阳极泥含Ni 0.45%,送去热熔提硫制备单质硫磺和富集贵金属。
[0020]实施例3
某镍电解生产系统产出的镍残极物理状态为:阳极泥附着厚度≯8mm,块径≯450mm,阳极泥含水21%,其主要组分的重量百分比为:Ni 67.79%、Cu 3.71%、Fe 1.68%、Co1.03%、S 24.46%。
[0021]该种镍残极制取硫酸镍溶液的方法包括以下步骤:
步骤a.镍残极破碎:将镍电解产出的镍残极采用颚式破碎机进行两级破碎,破碎后镍残极粒度≤10mm,同时,脱除镍残极表面附着的阳极泥,使铜耳线和镍残极分离;
步骤b.镍残极筛分:将破碎后镍残极进行分级筛分,铜耳线作为筛上物,阳极泥作为筛下物从镍残极块中分离出来,以降低制取硫酸镍溶液中Cu和硫酸根含量,残极块作为筛中物排出,镍残极粒度≤10mm的送去矿浆制备,镍残极粒度>10mm的返回破碎二次处理,铜耳线作为铜原料回收,阳极泥送去洗涤;其中,阳极泥脱除率为90.9%,铜耳线分离率为95.4%;
步骤c.矿浆制备:粒度≤10mm的镍残极块送入棒磨机进行棒磨,棒磨时间控制在30min,产出粒度≤5mm的镍残极颗粒物,再进行球磨机细磨,矿浆浓度控制在75%,细磨时间控制在30min,矿浆pH值为6,细磨后镍残极粒度≤-280目,细磨后矿浆经螺旋式矿浆分离器分离,分离出镍残极粒度镍残极粒度>-280目部分返回细磨继续处理;
步骤d.矿浆调酸:制备好的矿浆按照浆化液固质量比为1:6加入除铁尾料洗液、阳极泥洗液进行浆化,浆化时间为0.5h,补加硫酸后使矿浆含酸达到28.2g/l,含Cu 5.9g/l;
步骤e.常压浸出:压缩空气通入量为100Nm3/h,反应时间为8h,反应温度为75~83℃,终点pH值为2.77;常压浸出液成分为:Ni 69.14g/l,Cu 4.15g/l、Fe 4.38g/l、Co0.33g/l;
步骤f.加压氧浸:常压浸出后矿浆进入高压釜内继续反应,压缩空气通入量为800Nm3/h,汽相温度为160~165℃,釜压为1.5MPa,反应时间为8h,终点pH值为2.8,尽可能地全部浸出镍,使铁以赤铁矿的形式沉淀,使大部分的Cu2+在压缩空气中氮的抑制作用下不被浸出,以CuS形式进出除铁渣中,加压氧浸后矿浆经液固分离得到比较纯净的硫酸镍溶液,同时,产出除铁尾料副产品;加压浸出液成分为:Ni 133.95g/l、Cu 1g/l、Fe3g/l、Co1.37g/l;
步骤g.逆流洗涤:加压氧浸产出的除铁尾料经连续逆流洗涤,淋洗水与除铁尾料的质量比为1:11,洗涤温度为29℃,洗涤时间为2h,除铁渣含Ni0.99%、含Fe 55.1%,作为铁原料销售处理,回用除铁尾料洗液含Ni46.4g/l,返矿浆调酸进行残酸利用和回收镍;
步骤h.阳极泥洗涤:将镍残极筛分出的阳极泥按照浆化液固质量比1:3浆化,控制浆化液固质量比进行多级逆流浆化洗涤,洗涤时间为2h,洗涤温度为29℃,洗涤出的镍残极细小颗粒返矿浆制备使用,回用阳极泥洗液含Ni45.8g/l,返矿浆调酸进行残酸利用和回收镍,洗后阳极泥含Ni 0.5%,送去热熔提硫制备单质硫磺和富集贵金属。
说明书附图(1)
声明:
“利用镍残极制取硫酸镍溶液的方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 732
编辑:北方有色网
来源:金川集团镍钴有限公司
732
编辑:北方有色网
来源:金川集团镍钴有限公司



 咨询细节
咨询细节














































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















