权利要求书: 1.一种实现六面外观检测的测试分选机,其特征在于,包括安装板和转盘,所述转盘可转动安装于所述安装板上,所述安装板上沿所述转盘的圆周方向上设置有入料装置、收料装置、若干定位装置、若干测试装置、若干旋转装置、以及影像检测装置,其中:入料装置,用于将被检测产品送至测试分选机;
收料装置,用于将检测完成的产品送离测试分选机;
定位装置,用于定位产品;
测试装置,用于对产品进行测试;
旋转装置,用于驱动产品转动预设定角度;
影像检测装置,用于拍摄产品外观状态图像;包括第一影像检测组件、第二影像检测组件和第三影像检测组件;其中,第一影像检测组件用于产品的上表面影像拍摄;第三影像检测组件用于产品的底面及两个侧面影像拍摄;第二影像检测组件前后分别设置所述旋转装置,所述第二影像检测组件进行产品两端的端面影像拍摄。
2.根据权利要求1所述的实现六面外观检测的测试分选机,其特征在于,所述第三影像检测组件包括相机和棱镜,所述棱镜设置于所述相机的顶部。
3.根据权利要求1所述的实现六面外观检测的测试分选机,其特征在于,所述旋转装置驱动
光伏产品转动角度为90°。
4.根据权利要求1所述的实现六面外观检测的测试分选机,其特征在于,所述转盘分为A盘和B盘,所述第一影像检测组件设置于B盘上。
5.根据权利要求4所述的实现六面外观检测的测试分选机,其特征在于,围绕所述A盘和B盘,安装板上依次设置的装置为:入料装置、第一定位装置、极性测试装置、第一旋转装置、第一测试装置、第二测试装置、第三测试装置、第四测试装置、第一排料装置、第二定位装置、第一影像检测组件、第五测试装置、第二旋转装置、第三定位装置、第二影像检测组件、第三旋转装置、第三影像检测组件、第二排料装置、收料装置、溢料装置。
说明书: 一种实现六面外观检测的测试分选机技术领域[0001] 本实用新型涉及半导体封装模块外观检测技术领域,具体涉及一种实现六面外观检测的测试分选机。背景技术[0002] 电子器件的外观缺陷会导致产品性能变差,令产品存在质量安全隐患。以光伏功率模块为例,外观缺陷主要包括印字错误、塑料体划伤、破损、外包装破、整体变形、引出端子歪斜、管脚残胶、卯杯端面漏
铜以及卯杯变形等。为了提高产品质量,需要对电子器件的外观进行检测。[0003] 目前外观检测主要是靠人工检测,错误率高、检测结果可靠性低、容易出现漏检和误检。少量使用相机进行拍照的检测方法中无法同时检测多种缺陷,而且需要多个相机多角度进行拍摄,检测效率低,生产成本高;且相机位置固定导致适用范围窄,更换产品型号时需要更换相对应的检测设备。[0004] 测试分选机主要应用于集成电路设计阶段中的验证环节和封装测试阶段的成品测试环节,主要用途为:测试分选机将待检测的
芯片自动传送至测试工位,所述测试工位为用于将芯片与测试机连接并进行测试的位置,待测试完成后,测试分选机根据测试结果将检测过的芯片进行标记、分类、收料。然而现有技术中的测试分选机上不具备外观全检功能,为了实现对光伏功率模块的六面外观全检,则需要增加新的设备,从而增加生产成本,且设备的占用空间大。实用新型内容
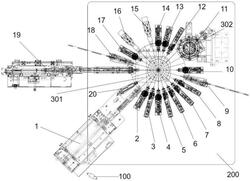
[0005] 本实用新型要解决的技术问题是现有的测试分选机上不具备六面外观全检功能,为了实现对光伏模块进行六面外观全检的目的,需要增加新设备,新增设备占用空间大,并且也增大了产品的生产成本。[0006] 为了解决上述技术问题,本实用新型提供的技术方案如下:[0007] 一种实现六面外观检测的测试分选机,包括安装板和转盘,所述转盘可转动安装于所述安装板上,所述安装板上沿所述转盘的圆周方向上设置有入料装置、收料装置、若干定位装置、若干测试装置、若干旋转装置、以及影像检测装置,其中:[0008] 入料装置,用于将被检测产品送至测试分选机;[0009] 收料装置,用于将检测完成的产品送离测试分选机;[0010] 定位装置,用于定位产品;[0011] 测试装置,用于对产品进行测试;[0012] 旋转装置,用于驱动产品转动预设定角度;[0013] 影像检测装置,用于拍摄产品外观状态图像;包括第一影像检测组件、第二影像检测组件和第三影像检测组件;其中,第一影像检测组件用于产品的上表面影像拍摄;第三影像检测组件用于产品的底面及两个侧面影像拍摄;第二影像检测组件前后分别设置所述旋转装置,所述第二影像检测组件进行产品两端的端面影像拍摄。[0014] 进一步的,所述第三影像检测组件包括相机和棱镜,所述棱镜设置于所述相机的顶部。[0015] 进一步的,所述旋转装置驱动光伏产品转动角度为90°。[0016] 进一步的,所述转盘分为A盘和B盘,所述第一影像检测组件设置于B盘上。[0017] 进一步的,围绕所述A盘和B盘,安装板上依次设置的装置为:入料装置、第一定位装置、极性测试装置、第一旋转装置、第一测试装置、第二测试装置、第三测试装置、第四测试装置、第一排料装置、第二定位装置、第一影像检测组件、第五测试装置、第二旋转装置、第三定位装置、第二影像检测组件、第三旋转装置、第三影像检测组件、第二排料装置、收料装置、溢料装置。[0018] 与现有技术相比,本实用新型提供的六面外观检测的测试分选机具有如下有益效果:[0019] 通过在测试分选机上增设用于驱动光伏产品转动预设定角度的旋转装置以及影像检测装置,实现了对产品的六面外观检测,影像检出率高,误判率小;且对测试分选机的单位产能不存在影响,无需增加新设备便可完成对产品的六面外观检测需求,节约成本及时间。附图说明[0020] 图1为本实用新型实施例提供的实现六面外观检测的测试分选机的结构示意图;[0021] 主要附图标记说明:[0022] 1?入料装置;2?第一定位装置;3?极性测试装置;4?第一旋转装置;5?第一测试装置;6?第二测试装置;7?第三测试装置;8?第四测试装置;9?第一排料装置;10?第二定位装置;11?第一影像检测组件;12?第五测试装置;13?第二旋转装置;14?第三定位装置;15?第二影像检测组件;16?第三旋转装置;17?第三影像检测组件;18?第二排料装置;19?收料装置;20?溢料装置;100?光伏产品;200?安装板;301?A转盘;302?B转盘。具体实施方式[0023] 为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。[0024] 在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。[0025] 在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,一体地连接,也可以是可拆卸连接;可以是两个元件内部的连通;可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。[0026] 参见图1,本实用新型提供一种实现六面外观检测的测试分选机,测试分选机包括安装板200和转盘,所述转盘可转动安装于所述安装板200上,所述安装板200上沿所述转盘的圆周方向上设置有若干位点,位点处主要设置有入料装置1、收料装置19、若干定位装置、若干测试装置、若干旋转装置、以及影像检测装置,其中:[0027] 入料装置1,用于将被检测产品送至所述测试分选机;[0028] 收料装置19,用于将检测完成的产品送离所述测试分选机;[0029] 若干定位装置,用于定位产品,为后续对产品的测试、影像检测、管装收料等工作做准备;[0030] 若干旋转装置,用于驱动所述被检测产品转动预设定角度,以供影像检测装置拍摄产品的外观图像;本实施例中,设定角度为90°,将待检测产品由横向转换为竖向,以及由竖向转换成横向,需要说明的是,所描述的横向为产品的长度方向平行于所述安装板,所述竖向为所述产品的长度方向垂直于所述安装板。[0031] 影像检测装置,用于拍摄产品外观状态图像,包括第一影像检测组件11、第二影像检测组件15和第三影像检测组件17。[0032] 所述影像检测装置拍摄的产品外观状态图像经过测试分选机的后台处理器可判断被检测产品的外观是否合格。[0033] 其中,第一影像检测组件11包括用于拍摄产品上表面外观状态的相机,第一影像检测组件11拍摄的上表面影像图片经后台处理器的处理可检测的内容具体包括:印字无字、缺损、重复、错误、模糊、偏移,塑料体划伤、破损,
锡块脱落、偏移、尺寸偏小,引脚压伤,引脚漏铜、刮伤,锡块氧化变色,塑封残胶,助焊剂外溢、锡膏点飞溅。[0034] 第二影像检测组件15包括用于拍摄产品外观状态的相机。第二影像检测组件15的前后分别设置旋转装置,所述旋转装置用于改变待检测产品的角度,从而第二影像检测组件15进行产品两端的端面的影像拍摄。第二影像检测组件15拍摄的产品两端的端面影像图片经后台处理器的处理可检测的内容具体包括:卯杯端面漏铜、卯杯变形(脚位不平)、卯杯毛刺、以及卯杯间距等问题。[0035] 第三影像检测组件17包括棱镜、用于拍摄产品外观状态的相机,所述棱镜设置于所述相机的顶部,通过棱镜可实现同时检测产品的底面和两个侧面。第三影像检测组件17拍摄的产品底面和两个侧面影像图片经后台处理器的处理可检测的内容具体包括:塑封体破损、划伤,整体变形,定位孔堵塞,本体胶体破损,胶体气孔,胶体裂纹等。[0036] 若干测试装置,用于对产品进行测试,所述测试内容包括:二极管通过额定正向电流时,在两极间所产生的电压降;在规定的反向电压条件下流过二极管的反向电流值等。[0037] 本实施例中,所述转盘包括A盘301和B盘302,所述第一影像检测组件11围绕所述B盘302设置,其他装置围绕所述A盘301设置。围绕所述A盘301和B盘302,安装板200上依次设置的装置为:入料装置1、第一定位装置2、极性测试装置3、第一旋转装置4、第一测试装置5、第二测试装置6、第三测试装置7、第四测试装置8、第一排料装置9、第二定位装置10、第一影像检测组件11、第五测试装置12、第二旋转装置13、第三定位装置14、第二影像检测组件15、第三旋转装置16、第三影像检测组件17、第二排料装置18、收料装置19、溢料装置20。[0038] 测试分选机对产品进行六面外观检测主要流程为:[0039] 光伏产品100通过入料装置1进入测试分选机,此后通过第一定位装置2以及若干测试装置对光伏产品100进行定位和测试,通过第二定位装置10后,光伏产品100横向通过第一影像检测组件11,第一影像检测组件11对光伏产品100先进行上表面进行影像拍摄。[0040] 于第一影像检测组件15检测后,光伏产品100由横向进入测试装置站别,经测试完成后通过第二旋转装置13将光伏产品100由横向更改为竖向,使得光伏产品100进入第二影像检测组件15时与第二影像检测组件相机安装方向相符,相机可拍摄到光伏产品100两端的卯杯端面。[0041] 于第二影像检测组件17检测后,光伏产品100通过第三旋转装置16恢复至横向并进入第三影像检测组件17,第三影像检测组件17用于产品底面及两个侧面的检测;检测后的产品方向与管装方向相同可通过收料装置19顺利完成管装动作,将产品送离所述测试分选机。[0042] 本实施例提供的测试分选机能够对产品的外观做全面的拍摄检测,影像检出率≥99.9%,误判率小于0.3%。检测效率高,误判率低。且对测试分选机的单位产能不存在影响,无需增加新设备便可完成对产品的六面外观检测需求,节约成本及时间。
[0043] 总之,以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
声明:
“实现六面外观检测的测试分选机” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 454
编辑:管理员
来源:杭州道铭微电子有限公司
454
编辑:管理员
来源:杭州道铭微电子有限公司



 咨询细节
咨询细节










































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















