权利要求书: 1.一种膨胀后大直径的轧机芯轴,其特征在于:包括移动轴(1)、轴筒(2)及环绕移动轴(1)设置的多个扇形板(3),所述扇形板(3)与轴筒(2)之间通过若干个工字键(4)相连;扇形板(3)与轴筒(2)之间设有若干个垫板(5);垫板(5)设置在若干个工字键(4)之间;
所述移动轴(1)与扇形板(3)滑动连接,移动轴(1)与扇形板(3)的接触面为相配合的斜面,所述轴筒(2)套设于移动轴(1)上。
2.根据权利要求1所述的一种膨胀后大直径的轧机芯轴,其特征在于:所述扇形板(3)远离轴套的一侧设有挡环(6),所述挡环(6)的沿轴套方向的长度为125mm,挡环(6)上设有与扇形板(3)配合的挡块(13),挡块(13)的沿轴套方向的长度为35mm。
3.根据权利要求2所述的一种膨胀后大直径的轧机芯轴,其特征在于:所述垫板(5)的厚度为25mm,垫板(5)的数量为4个,垫板(5)与轴筒(2)为螺栓连接。
4.根据权利要求3所述的一种膨胀后大直径的轧机芯轴,其特征在于:所述垫板(5)包括上弧形板(7)、侧弧形板(8),侧弧形板(8)设置在下弧形板的下方;所述上弧形板(7)上设有一个第一安装孔(9),所述侧弧形板(8)上设有一个第二安装孔(10);所述轴筒(2)通过第一安装孔(9)和第二安装孔(10)与垫板(5)螺栓连接。
5.根据权利要求4所述的一种膨胀后大直径的轧机芯轴,其特征在于:所述上弧形板(7)和侧弧形板(8)形成的弧度为90°,上弧形板(7)和侧弧形板(8)之间形成90°的直角槽。
6.根据权利要求1所述的一种膨胀后大直径的轧机芯轴,其特征在于:所述工字键(4)呈工型,工字建包括两个限位部(11),两个限位部(11)上均设有螺纹槽(12),所述扇形板(3)及轴筒(2)上均设有T型槽,所述工字键(4)的两端分别插入扇形板(3)与轴筒(2)的T型槽内。
7.根据权利要求1所述的一种膨胀后大直径的轧机芯轴,其特征在于:所述工字键(4)的数量为4个,扇形板(3)的数量为4。
8.根据权利要求6所述的一种膨胀后大直径的轧机芯轴,其特征在于:所述螺纹槽(12)之间的距离为90mm。
说明书: 一种膨胀后大直径的轧机芯轴技术领域[0001] 本实用新型属于轧机芯轴领域,尤其是涉及一种膨胀后大直径的轧机芯轴。背景技术[0002] 冷轧不锈钢的轧机为可逆连轧,在主轧机两侧分别有一个膨胀式芯轴来开卷和卷取钢卷,芯轴由四块扇形板组成收缩直径为595mm,膨胀直径为610mm。
[0003] 现有的芯轴由于长期使用,钢卷与扇形板长期摩擦使扇形板变薄,膨胀后直径不足610mm而导致钢卷与芯轴之间搓动造成钢卷划伤。更换整套扇形板费用约在80万,成本过
高。
发明内容[0004] 有鉴于此,本实用新型旨在提出一种膨胀后大直径的轧机芯轴,以解决芯轴使用寿命端、成本过高的问题。
[0005] 为达到上述目的,本实用新型的技术方案是这样实现的:[0006] 一种膨胀后大直径的轧机芯轴,包括移动轴、轴筒及环绕移动轴设置的多个扇形板,所述扇形板与轴筒之间通过若干个工字键相连;扇形板与轴筒之间设有若干个垫板;垫
板设置在若干个工字键之间;
[0007] 所述移动轴与扇形板滑动连接,移动轴与扇形板的接触面为相配合的斜面,所述轴筒套设于移动轴上。
[0008] 四块扇形板,在芯轴膨胀缸移动行程(65mm)内能够由收缩直径595mm达到膨胀直径610mm,由于扇形板与芯轴移动轴是斜面对斜面进行移动的,所以通过计算,扇形板在收
缩状态向外侧移动10mm膨胀后直径可以增加2.3mm。
[0009] 进一步的,所述扇形板远离轴套的一侧设有挡环,所述挡环的沿轴套方向的长度为125mm,挡环上设有与扇形板配合的挡块,挡块的沿轴套方向的长度为35mm,4块扇形板就
可以外移10mm后,外侧挡环在扇形板外移之前芯轴膨胀后扇形板与挡环有5mm间隙,所以扇
形板外移10mm膨胀后会与挡环相撞,为此需将挡环沿着移动轴方向的尺寸减小10mm。
[0010] 进一步的,所述垫板的厚度为25mm,垫板的数量为4个。垫板的数量为4个,并且垫板与轴筒为螺栓链接,能够防止以防止垫板从扇形板与芯轴根部脱落。
[0011] 进一步的,所述垫板包括上弧形板、侧弧形板,侧弧形板设置在下弧形板的下方;所述上弧形板上设有一个第一安装孔,所述侧弧形板上设有一个第二安装孔;所述轴筒通
过第一安装孔和第二安装孔与垫板螺栓连接。
[0012] 进一步的,所述上弧形板和侧弧形板形成的弧度为90°,上弧形板和侧弧形板之间形成90°的直角槽。
[0013] 进一步的,所述工字键呈工型,工字建包括两个限位部,两个限位部上均设有螺纹槽,所述扇形板及轴筒上均设有T型槽,所述工字键的两端分别插入扇形板与轴筒的T型槽
内,轴筒上设有挡板,挡板的位置与工字键的位置对应,工字键的一端与轴筒通过挡板固定
连接,工字键的另一端活动设置在扇形板上。
[0014] 进一步的,所述工字键的数量为4个,扇形板的数量为4。[0015] 进一步的,所述螺纹槽之间的距离为90mm。现有技术中螺纹槽之间的距离为80mm,通过增加螺纹槽之间的距离,能够增大轴筒与扇形板之间的距离,进而适应垫板的厚度,4
块扇形板就可以外移10mm。
[0016] 相对于现有技术,本实用新型所述的一种膨胀后大直径的轧机芯轴具有以下有益效果:
[0017] 1、扇形板与芯轴移动轴是斜面对斜面进行移动的,所以通过计算,扇形板在收缩状态向外侧移动10mm膨胀后直径可以增加2.3mm,本装置的轴心膨胀直径能够达到
612.3mm,能够增大轴心的膨胀直径。避免因为轴心膨胀后直径不足610mm而导致钢卷与芯
轴之间搓动造成钢卷划伤的情况。
[0018] 2、本装置使用较少的费用通过改造解决了只能更换新件才能解决的问题,而且通过改变相应部件得到想要的芯轴膨胀尺寸。
[0019] 3、现有技术中更换整套扇形板费用约在80万,成本过高,本装置的维修成本在1万元左右,大幅度降低了成本。
附图说明[0020] 构成本实用新型的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在
附图中:
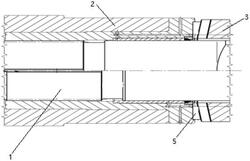
[0021] 图1为本实用新型实施例所述的一种膨胀后大直径的轧机芯轴结构示意图;[0022] 图2为本实用新型实施例所述的一种膨胀后大直径的轧机芯轴垫块安装示意图(图中未体现工字键);
[0023] 图3为本实用新型实施例所述的一种膨胀后大直径的轧机芯轴的垫块示意图;[0024] 图4为本实用新型实施例所述的一种膨胀后大直径的轧机芯轴的工字键剖视结构示意图;
[0025] 图5为本实用新型实施例所述的一种膨胀后大直径的轧机芯轴的挡环安装示意图;
[0026] 图6为本实用新型实施例所述的一种膨胀后大直径的轧机芯轴的挡环示意图;[0027] 图7为本实用新型实施例所述的一种膨胀后大直径的轧机芯轴的工字键示意图;[0028] 图8为本实用新型实施例所述的一种膨胀后大直径的轧机芯轴的扇形板示意图;[0029] 图9为本实用新型实施例所述的一种膨胀后大直径的轧机芯轴的扇形板侧面示意图。
[0030] 附图标记说明:[0031] 1、移动轴;2、轴筒;3、扇形板;4、工字键;5、垫板;6、挡环;7、上弧形板;8、侧弧形板;9、第一安装孔;10、第二安装孔;11、限位部;12、螺纹槽;13、挡块。具体实施方式[0032] 需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
[0033] 在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解
为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另
有说明,“多个”的含义是两个或两个以上。
[0034] 在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,
可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上
述术语在本实用新型中的具体含义。
[0035] 下面将参考附图并结合实施例来详细说明本实用新型。[0036] 一种膨胀后大直径的轧机芯轴,包括移动轴1、轴筒2及环绕移动轴1设置的多个扇形板3,所述扇形板3与轴筒2之间通过若干个工字键4相连;扇形板3与轴筒2之间设有若干
个垫板5;垫板5设置在若干个工字键4之间,所述移动轴1与扇形板3滑动连接,移动轴1与扇
形板3的接触面为相配合的斜面,所述轴筒2套设于移动轴1上。四块扇形板3,在芯轴膨胀缸
移动行程(65mm)内能够由收缩直径595mm达到膨胀直径610mm,由于扇形板3与芯轴移动轴1
是斜面对斜面进行移动的,所以通过计算,扇形板3在收缩状态向外侧移动10mm膨胀后直径
可以增加2.3mm。
[0037] 扇形板3远离轴套的一侧设有挡环6,所述挡环6的沿轴套方向的长度为125mm,挡环6上设有与扇形板3配合的挡块13,挡块13的沿轴套方向的长度为35mm。4块扇形板3就可
以外移10mm后,外侧挡环6在扇形板3外移之前芯轴膨胀后扇形板3与挡环6有5mm间隙,所以
扇形板3外移10mm膨胀后会与挡环6相撞,为此需将挡环6沿着移动轴1方向的尺寸减小
10mm,垫板5的厚度为25mm,垫板5的数量为4个。垫板5的数量为4个,并且垫板5与轴筒2为螺
栓链接,能够防止以防止垫板5从扇形板3与芯轴根部脱落。垫板5包括上弧形板7、侧弧形板
8,侧弧形板8设置在下弧形板的下方;所述上弧形板7上设有一个第一安装孔9,所述侧弧形
板8上设有一个第二安装孔10;所述轴筒2通过第一安装孔9和第二安装孔10与垫板5螺栓连
接。上弧形板7和侧弧形板8形成的弧度为90°,上弧形板7和侧弧形板8之间形成90°的直角
槽。
[0038] 工字键4呈工型,工字建包括两个限位部11,两个限位部11上均设有螺纹槽12,所述扇形板3及轴筒2上均设有T型槽,所述工字键4的两端分别插入扇形板3与轴筒2的T型槽
内,轴筒2上设有挡板,挡板的位置与工字键4的位置对应,工字键4的一端与轴筒2通过盖板
固定连接,工字键4的另一端活动设置在扇形板3内。工字键4的数量为4个,扇形板3的数量
为4。螺纹槽12之间的距离为90mm。现有技术中螺纹槽12之间的距离为80mm,通过增加螺纹
槽12之间的距离,能够增大轴筒2与扇形板3之间的距离,进而适应垫板5的厚度,4块扇形板
3就可以外移10mm。
[0039] 在具体实施中,扇形板3与芯轴移动轴1是斜面对斜面进行移动的,所以通过计算,与现有技术相比,增加垫板5的厚度后,现有技术中垫板5的厚度为15mm,扇形板3在收缩状
态向外侧移动10mm膨胀后直径可以增加2.3mm,本装置的轴心膨胀直径能够达到612.3mm,
能够增大轴心的膨胀直径。避免因为轴心膨胀后直径不足610mm而导致钢卷与芯轴之间搓
动造成钢卷划伤的情况。现有技术中更换整套扇形板3费用约在80万,成本过高,本装置的
维修成本在1万元左右,大幅度降低了成本。
[0040] 以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型
的保护范围之内。
声明:
“膨胀后大直径的轧机芯轴” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 814
编辑:管理员
来源:天津太钢天管不锈钢有限公司
814
编辑:管理员
来源:天津太钢天管不锈钢有限公司



 咨询细节
咨询细节










































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















