权利要求书: 1.一种轧机机架(1),所述轧机机架(1)用于轧机机组中的轧制块,所述轧机机组用于从轧材(28)中轧制金属棒材、线材或管材,其中所述轧机机架(1)包括至少三个星形地包围轧制轴(4)的辊子(3),所述辊子共同形成一个孔型并且以辊子转速旋转,其特征在于,附接至所述轧机机架(1)的导引件(30)具有用于确定所述轧材(28)的表面温度的测温装置(29),其中所述轧机机架(1)具有轧制力测量装置,所述轧制力测量装置被构建成,测定所述轧机机架(1)当前所施加的轧制力,且其中所述轧机机架(1)还具有整合在所述轧机机架(1)中的控制单元,所述控制单元被构建成,对经确定的所述表面温度和经测定的所述轧制力进行处理,以便校正所述孔型和/或所述辊子转速。
2.根据权利要求1所述的轧机机架(1),其中所述测温装置(29)被构建成非接触式地测量所述轧材的表面温度,其中所述测温装置(29)是高温计。
3.根据权利要求中1或2所述的轧机机架(1),
其中所述轧机机架(1)还被构建成,基于所述测温装置(29)所确定的表面温度和所述测定的轧制力来确定所述轧材(28)的平均内部温度。
4.根据权利要求3所述的轧机机架(1),其中所述轧机机架(1)被构建成,基于所述轧材(28)的平均内部温度来校正所述轧机机架(1)中的所述孔型和/或所述辊子(3)的辊子转速。
5.根据权利要求1或2所述的轧机机架(1),其中所述轧机机架具有用于为所述测温装置(29)、所述轧制力测量装置和/或所述控制单元供电的充电电池。
6.根据权利要求1或2所述的轧机机架(1),其中所述轧机机架(1)借助所述控制单元地能够通过无线连接而与中央单元和/或另一轧机机架(1)进行通信。
7.一种轧制块,具有多个沿所述轧制轴(4)先后布置的根据权利要求1?6中任一项所述的轧机机架(1),其中所述轧制块的至少一个上游布置的轧机机架(1)和下游布置的轧机机架(1)被构建成相互以及/或者与中央单元进行通信,以便利用所述轧材(28)的由所述上游布置的轧机机架(1)确定的表面温度、轧制力和/或平均内部温度来校正所述下游布置的轧机机架(1)的孔型和/或辊子转速。
8.一种校正根据权利要求3或权利要求3的从属权利要求所述的轧机机架(1)中的孔型的方法,包括确定所述轧材(28)的表面温度,
测定所述轧机机架(1)所施加的轧制力,
确定所述轧材(28)的平均内部温度,以及
基于所述平均内部温度来校正所述孔型和/或所述辊子转速。
说明书: 轧机机架、轧制块及校正轧机机架中的孔型的方法技术领域[0001] 本发明涉及一种用于轧机机组中的轧制块的轧机机架,所述轧机机组用于从轧材中轧制金属棒材、线材或管材,其中所述轧机机架包括至少三个星形地包围轧制轴的辊子,所述辊子共同形成一个孔型(Kaliber)并且以辊子转速旋转。所述轧机机架可以包括三个、四个或更多辊子。背景技术[0002] 这种轧机机架例如由DE10015340A1揭示并且在图1a和图1b中示出。在各类文献中,如DE102007030408A1中还描述过类似的轧机机架,或者在EP3156143A1中描述过另一结构形式。前者涉及一种具有三个星形地围绕轧材布置的辊子的轧机机架。后者描述一种具有四个星形地围绕轧材布置的辊子的轧机机架。二者的特征在于,可以借助偏心轮来径向调节这些辊子,以便校正孔型从而对轧材的品质和精度施加影响。每个辊子均可以具有专用打入器(Eintrieb),并且可借助各自的辊子轴体以及布置在辊子两侧的轴承而旋转并可被径向调节地支承在机架壳体中。作为三个或四个星形地围绕轧材布置的辊子的替代方案,也可以有更多辊子围绕轧材布置。[0003] EP0921873B1示例性描述了具有三个辊子的机架的另一结构形式。该案将这些辊子容置在轧机机架中的可动摇杆中。采用这种结构形式时,轧制力并非停留在轧机机架中,而是通过液压缸传递给轧制块。采用这种具有三个或四个辊子的机架结构形式的情况下,通过液压缸就能在轧制过程期间对孔型施加影响。[0004] 具有三个、四个或更多辊子的所有这些机架结构形式的特点是,它们是独立且可迅速更换的轧机机架,其在轧制块中容置在机架容置部中并且能够在数分钟内更换成新的经处理的轧机机架。[0005] 此举对于在较高产品品质的同时确保整个轧机机组的较高生产能力而言是必要的。特别是在需要轧制不同直径的棒材或管材的情况下,更换轧机机架是必要之举。用前文所述的这类轧机机架来轧制不同直径是可以的,但可用调节范围仅限于直径中的数毫米。如果需要轧制截然不同的直径,如40mm而非30mm,就需要为轧机机架装配一组相应的辊子。
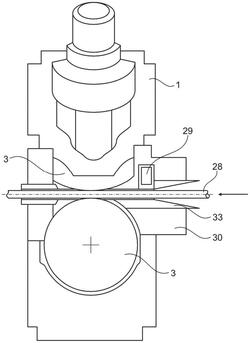
[0006] 轧制块包括多个沿轧制轴先后布置的机架容置部,其在轧机机架位置中分别具有一个轧机机架,其中这些轧机机架通常是可被个别更换的,以便按前述方式将待轧制棒材、线材或管材的期望直径调节为更大的调节范围。[0007] 这样就例如对具有四个轧机机架位置的轧制块而言提供八个、十二个或更多轧机机架,它们在轧制块中以持续更换的方式工作。[0008] 并非处于使用状态的轧机机架在机架车间中为下一次使用做准备。[0009] 这些轧机机架和轧制块中的大多数的共同之处在于,轧机机架配设有可被外部调节的辊子。所谓的远程调整是以电动方式或者借助液压式致动器(如一或多个液压缸)来实现的。[0010] 这些致动器能够直接地在轧制期间或者在轧制暂停时改变孔型。[0011] 由操作人员或自动装置来决定是否实施孔型校正。[0012] 举例而言,根据当前的现有技术,在紧挨轧制块后面布置用来检查轧材的几何形状和尺寸精度的测量仪。随后根据这些测量结果,通过调节辊子位置来在轧机机架上实施相应的校正,以便将与轧材额定几何形状的偏差降至最小。[0013] 这种方法的缺点是,轧制完毕后才能测定几何形状偏差,因而无法对已轧制的物品进行校正。[0014] 为使这种方法得以有效应用,进入轧制块的轧材需要在其纵向上尽可能不具有会对成品的轧制公差产生影响的特性,或者仅具有变化非常缓慢的这些特性。[0015] 进入轧制块的轧材的变化,如几何形状的偏差或者轧材温度的波动,会对轧制完毕后的轧材的公差产生影响。如果沿纵向的波动周期短于测量仪与最后一个轧机机架的间隔,则无法用这种方法来校正这些波动。[0016] 在这种已知方法(当前的现有技术)中,根据轧制完毕后的轧材的尺寸来校正孔型或者轧制速度。[0017] 如能根据在轧制期间或者在轧材进入单个机架前就已测定的测量值来校正孔型,则更为有利。可以由上游轧机机架将其测量值和校正与后面的机架分享,从而实现提前调节。[0018] 在轧机机架中进行成型期间的处于轧材表面下方的轧材平均温度(本文中称为“平均内部温度”)会对轧材冷却后所能达到的公差产生显著影响。该平均温度主要会影响轧材的收缩等式,根据该收缩等式,成型所需作用力在一定范围内与轧材的平均内部温度成反比。[0019] 轧材的这种平均内部温度一方面受进入轧机机架的轧材的温度影响,另一方面受轧机机架中实施的成型操作影响。[0020] 轧材的平均内部温度特别是会影响材料的成型强度和轧材冷却后的收缩率。如果轧材的平均内部温度未知或者在轧材长度上存在波动,则轧材在冷却后会与期望直径存在偏差。[0021] 轧材的平均内部温度完全可能与表面温度截然不同。借助非接触式光学测量技术只能检测到表面温度,因而会出现在轧材冷却后才能加以检验的公差偏差。[0022] 为了在轧材冷却后获得期望直径,以将收缩因素考虑在内的方式对轧机机架中的成型辊子进行调节。针对这种做法,需要精确了解轧制过程中的平均内部温度,以便精确地预测冷却过程所引起的轧材收缩特性,从而实现最佳轧制公差。[0023] 但平均内部温度在轧材长度上会因制程而并不恒定,因而在轧制物品的长度上总是会存在几何形状偏差。[0024] 为了改善所能达到的轧制公差,优选持续地测量轧材温度并基于所测温度来如此地改变轧制过程中的孔型,从而将与轧材冷却状态下的期望几何形状的偏差降至最小。[0025] 随后基于这些测量值来将校正信号发送给轧制块,从而启动对孔型或辊子转速的相应校正。但这种方法的缺点是,一方面无法将实际的轧材内部温度应用于测定收缩率,另一方面则是基于已轧制的轧材件来测定孔型校正。在此情况下,沿纵向只能对轧材温度的极为有限的变化进行校正。[0026] 根据另一已知方案,在轧机机组的不同位置上安装若干测温点(高温计),其非接触式地测量轧材的表面温度。通常将这类测量点安装在具有多个轧机机架的轧制块前面,以确定进入的轧材的温度。[0027] 但这种方法的缺点是,只能测定轧材的表面温度,轧制块的每个单独轧机机架中实施的成型操作所引起的轧材的可变内部温度以及温度变化,无法被考虑在内。[0028] 但轧材的平均内部温度对于精确地预测收缩特性具有重要意义,而迄今为止只能被不精确地估算。发明内容[0029] 本发明的目的是消除现有技术中的前述缺陷并提供上述技术领域的一种装置,其通过以下方式来在轧制轧材时实现较小的公差:采用关于待轧制轧材的适宜信息。[0030] 本发明中的所述轧机机架采用用于测定轧材温度的集成式测温技术,基于轧材温度来校正孔型,且具有多个辊子。[0031] 本申请的一个方面在于提供一种轧机机架,所述轧机机架用于轧机机组中的轧制块,所述轧机机组用于从轧材中轧制金属棒材、线材或管材,其中所述轧机机架包括至少三个星形地包围轧制轴的辊子,所述辊子共同形成一个孔型并且以辊子转速旋转。其中,附接至所述轧机机架的导引件具有用于确定所述轧材的表面温度的测温装置,其中所述轧机机架具有轧制力测量装置,所述轧制力测量装置被构建成,测定所述轧机机架当前所施加的轧制力,且其中所述轧机机架还具有整合在所述轧机机架中的控制单元,所述控制单元被构建成,对经确定的所述表面温度和经测定的所述轧制力进行处理,以便校正所述孔型和/或所述辊子转速。[0032] 优选地,所述测温装置被构建成非接触式地测量所述轧材的表面温度,所述测温装置是高温计。[0033] 优选地,所述轧机机架还被构建成,基于所述测温装置所确定的表面温度和所述测定的轧制力来确定所述轧材的平均内部温度。[0034] 优选地,所述轧机机架被构建成,基于所述轧材的平均内部温度来校正所述轧机机架中的所述孔型和/或所述辊子的辊子转速。[0035] 优选地,所述轧机机架具有用于为所述测温装置、所述轧制力测量装置和/或所述控制单元供电的充电电池。[0036] 优选地,所述轧机机架借助所述控制单元地能够通过无线连接而与中央单元和/或另一轧机机架进行通信。[0037] 本申请另的一个方面在于提供一种轧制块,其具有多个沿所述轧制轴先后布置的如上所述的轧机机架,其中所述轧制块的至少一个上游布置的轧机机架和下游布置的轧机机架被构建成相互以及/或者与中央单元进行通信,以便利用所述轧材的由所述上游布置的轧机机架确定的表面温度、轧制力和/或平均内部温度来校正所述下游布置的轧机机架的孔型和/或辊子转速。[0038] 本申请的又一个方面在于提供一种校正上述轧机机架中的孔型的方法,其包括:确定所述轧材的表面温度,测定所述轧机机架所施加的轧制力,确定所述轧材的平均内部温度,以及基于所述平均内部温度来校正所述孔型和/或所述辊子转速。上述技术领域的本发明的轧机机架的特征在于,所述轧机机架或者附接至所述轧机机架的导引件具有用于确定所述轧材的表面温度的测温装置。所述测温装置优选被构建成非接触式地测量所述轧材的表面温度。替代地,所述测温装置基于接触轧材来确定轧材的表面温度。优选地,所述测温装置指的是高温计,但也可以使用适于确定轧材表面温度的其他测温装置。
[0039] 根据第一有利实施方式,所述测温装置直接地整合在轧制块的轧机机架中。根据第二有利实施方式,所述测温装置在轧材入口前的附接在轧制块的轧机机架上的导引件中整合在孔型中,或者借助该导引件或另一装置附接在轧机机架上。所述导引件尤指进料导引件,或者通常形式为滚轮或漏斗的进料滚轮导引件。[0040] 这样就能在具有多个(通常为四个、五个或更多)先后布置的分别配设有一个这种测温点的轧机机架的轧制块中,将成型过程给轧材带来的温度影响考虑在内。[0041] 优选的轧机机架还具有轧制力测量装置,所述轧制力测量装置被构建成,测定所述轧机机架当前所施加的轧制力,其中所述轧机机架进一步优选地还被构建成,基于所述测温装置所确定的表面温度和所述测定的轧制力来确定所述轧材的平均内部温度。基于表面温度测量值和轧制力就能通过适宜的算法来测定轧材的平均内部温度。[0042] 所述轧机机架进一步优选地被构建成,基于所述轧材的平均内部温度来校正所述轧机机架中的所述孔型和/或所述辊子的辊子转速。这样就能以较高的精度对轧材的收缩特性加以补偿。[0043] 从而实时处理测量值并对孔型和/或辊子转速进行相应校正。以便在冷却状态下以最高精度实现轧材的期望几何形状。[0044] 在具有多个沿轧制轴先后布置的轧机机架的优选轧制块中,所述轧制块的至少一个上游布置的轧机机架和下游布置的轧机机架被构建成相互以及/或者与中央单元进行通信。进一步优选地,这些轧机机架被构建成如此地相互通信,使得所述轧材的由所述上游布置的轧机机架确定的表面温度、轧制力、平均内部温度可被用来并且优选地被用来校正所述下游布置的轧机机架的孔型和/或辊子转速。这样一来,这些轧机机架,特别是其控制单元,就能形成一个网络并且形成在轧材中进行的成型过程的一个好得多的全貌,从而实现与分别测定这些过程的瞬态显示相比更高的精度。[0045] 在轧制块中通常紧挨地布置有四个、五个或更多轧机机架,因而特别优选地,在轧制轧材前,使用前面的轧机机架中按前述方式测得的轧材温度来在后面的轧机机架中实施孔型校正。[0046] 根据另一有利方案,在每个轧机机架中除了测量点以外还整合有相应的测量数据处理单元,通常为控制装置。测量数据处理单元例如可以是可自由编程的控制器,其处理测量信号并且优选地可以测定相应的孔型校正。如果在多个(优选在每个)轧机机架中设有集成式测量数据处理单元并且它们互联,则这些测量数据处理单元可以相互交换测量数据。这样就能在轧材通过相应的轧机机架前就对轧材的温度和/或几何形状的变化做出反应。
[0047] 对于这种数据交换而言同样有利的是,采用无线式数据传输并且在轧制块中借助充电电池或非接触式感应输电来对测量技术和测量数据处理单元进行供电。可以在机架车间中为电池充电。也可以通过可分离插头实施供电。这种方案并非最佳,因为在轧机的粗放操作中,这类连接极易发生故障。附图说明[0048] 图1a为优选轧制装置的截面图。[0049] 图1b为图1a所示轧制装置的侧视图。[0050] 图2为具有测温装置的优选轧制装置的一个部分的局部截面图。[0051] 图3为具有测温装置的另一优选轧制装置的一个部分的局部截面图。具体实施方式[0052] 图1a示出具有机架壳体2的轧机机架1,机架壳体中星形地布置有三个辊子3,其包围轧制轴4,由这些辊子的间距以及与中央轧制轴4的距离定义一个孔型。每个辊子3具有一个专用打入器5,未予绘示的驱动单元将用于辊子3的驱动转矩施加于该打入器。通过抗扭地安装在辊子轴体7上的联轴半部6来将转矩传递至辊子3。[0053] 辊子3在两侧上借助辊子轴体7可旋转地支承在轧制轴承13上。轧制轴承13位于偏心轴套14和15上,其中偏心轴套14布置在辊子3的打入器侧上且具有两个用来支承辊子轴体7的轧制轴承13,而偏心轴套15在辊子3的另一侧上仅具有一个轧制轴承13,该轧制轴承中同样支承有辊子轴体7。[0054] 在这三个辊子轴体7中的两个中,偏心轴套15具有锥齿轮状齿段16,其卡入端侧相邻的偏心轴套14的齿段16。[0055] 在机架壳体2的其中一个端面上布置有调节装置17,其具有可旋转地支承的轴体18和锥齿轮19。锥齿轮19卡入其中一个偏心轴套14的齿段20。可以将用于旋转锥齿轮19的轴体18的扳手通过对应偏心轴套14的齿段20插接至与轴体18抗扭连接的联轴件21。该偏心轴套(与所有偏心轴套14一样)通过环扣辊子3的连接架22而与对应的偏心轴套15抗扭且保持距离地连接,并且齿段16将旋转运动传递给所有辊子轴体7的偏心轴套14、15,这样就能在径向上同步地调节所有偏心轴套14、15和辊子3,并且改变孔型。
[0056] 图1a和图1b示出位于调节装置17上的圆盘23,其抗扭地与联轴件21和轴体18连接。圆盘23上安装有图1b所示标度盘24,其与指针25一起指示辊子3的当前的径向位置和孔型。夹紧装置26能够将圆盘23和所有偏心轴套14和15以及辊子3沿径向锁定住,从而固定孔型。[0057] 此外如图1b所示,联轴半部6配设有齿部27,驱动单元的未予绘示的第二联轴半部可以卡入该齿部。[0058] 图2示出具有图1a所示前述轧机机架1的优选轧制装置的一个部分。在图2所示局部截面图中,三个辊子3中仅示出两个辊子3。将棒形轧材28导引穿过孔型,由轧制装置来轧制该轧材。[0059] 在轧材28与辊子3发生接触前,即在辊子3上游,导引该轧材穿过进料导引件30,其主要用来将轧材28在其定向上围绕其纵轴进行校正和固设。图2所示进料导引件30基于用来导引轧材28的漏斗33,从而使得轧材进入辊子3之间的孔型。在进料导引件30中,布置有作为测温装置的优选实施方式的高温计29。高温计29如此地布置和设计,使其非接触式地确定轧材28(即该棒材)的表面温度。换言之,作为轧材28的例子的棒材的表面温度可由作为测温装置的例子的高温计29确定。[0060] 图3示出具有例如图1a或图2所示前述轧机机架1的另一优选轧制装置的一个部分。与图2所示轧制装置不同,图3所示轧制装置中的进料导引件30配设有支承在杠杆32上的进料导引滚轮31,从而形成一个进料滚轮导引件。图3所示轧制装置的进料导引件30同样主要用于将棒形轧材28在其定向上围绕其纵轴进行校正和固设。[0061] 图3所示进料导引件30同样具有高温计29,其如此地布置和设计,使其非接触式地确定轧材28(即该棒材)的表面温度。换言之,作为轧材28的例子的棒材的表面温度可由作为测温装置的例子的高温计29确定。[0062] 例如通过调节装置17或者通过与用于调节辊子3的位置的机构连接的装置和元件,就能借助于与其进行相互作用的测力装置来确定轧制力。借助关于轧材表面温度的信息和关于轧制力的信息,就能确定轧材的平均内部温度,该平均内部温度可以应用于品质极高的轧制产品,以便用特别优选的轧制装置来制成品质极高的轧制产品。[0063] 附图标记表[0064] 1 轧机机架[0065] 2 机架壳体[0066] 3 辊子[0067] 4 轧制轴[0068] 5 打入器[0069] 6 联轴半部[0070] 7 辊子轴体[0071] 13 轧制轴承[0072] 14 偏心轴套[0073] 15 偏心轴套[0074] 16 齿段[0075] 17 调节装置[0076] 18 轴体[0077] 19 锥齿轮[0078] 20 齿段[0079] 21 联轴件[0080] 22 连接架[0081] 23 圆盘[0082] 24 标度盘[0083] 25 指针[0084] 26 夹紧装置[0085] 27 齿部[0086] 28 轧材[0087] 29 高温计[0088] 30 进料导引件[0089] 31 进料导引滚轮[0090] 32 杠杆[0091] 33 漏斗。
声明:
“轧机机架、轧制块及校正轧机机架中的孔型的方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 463
编辑:管理员
来源:德国考科斯技术有限公司
463
编辑:管理员
来源:德国考科斯技术有限公司



 咨询细节
咨询细节










































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















