权利要求书: 1.一种轧机辊缝调整方法,其特征在于,应用于轧机组中,所述轧机组包括N架轧机,N为正整数,所述方法包括:
检测带钢尾部在所述轧机组的位置;
在所述位置到达预设位置时,将第M架轧机的辊缝由初始开度调整至预设开度,M为小于N的正整数;
确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度;
基于所述每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度,对所述每架轧机的辊缝进行调整。
2.如权利要求1所述的轧机辊缝调整方法,在所述检测带钢尾部在所述轧机组的位置之前,所述方法还包括:
检测是否存在抛钢信号;
若是,检测带钢尾部在所述轧机组的位置。
3.如权利要求1所述轧机辊缝调整方法,其特征在于,所述在所述位置到达预设位置时,将第M架轧机的辊缝由初始开度调整至预设开度之前,所述方法还包括:确定所述第N架轧机的带钢出口厚度、第M?1架轧机的带钢出口厚度和所述带钢在所述第N架轧机出口的带钢超差长度;
基于所述第N架轧机的带钢出口厚度、所述第M?1架轧机的带钢出口厚度和所述带钢在所述第N架轧机出口的带钢超差长度,确定所述预设位置。
4.如权利要求1所述轧机辊缝调整方法,其特征在于,所述确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调整时间间隔,包括:针对所述第M+1架轧机至第N架轧机中每架轧机,基于该轧机的下一轧机与所述该轧机之间的距离,以及所述该轧机的下一轧机的轧辊运行速度,确定所述该轧机与所述上一轧机之间的辊缝调整时间间隔。
5.如权利要求2所述轧机辊缝调整方法,其特征在于,所述带钢超差长度的范围为小于等于10m。
6.如权利要求1所述轧机辊缝调整方法,其特征在于,所述轧机组包括7架轧机,所述第M架轧机为第4架轧机,所述确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调整时间间隔,包括:
分别确定第5架轧机与第4架轧机之间的第一辊缝调整时间间隔、第6架轧机与第5架轧机之间的第二辊缝调整时间间隔、第7架轧机与第6架轧机之间的第三辊缝调整时间间隔;
所述基于所述每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度,对所述每架轧机的辊缝进行调整,包括:在第4架轧机辊缝调整完毕之后,依次根据所述第一辊缝调整时间间隔、所述第二辊缝调整时间间隔、所述第三辊缝调整时间间隔,先后对第5架轧机、第6架轧机、第7架轧机的辊缝进行调整。
7.一种轧机辊缝调整装置,其特征在于,应用于轧机组中,所述轧机组包括N架轧机,N为正整数,所述装置包括:
第一检测单元,用于检测带钢尾部在所述轧机组的位置;
第一辊缝调整单元,用于在所述位置到达预设位置时,将第M架轧机的辊缝由初始开度调整至预设开度,M为小于N的正整数;
第一处理单元,用于确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度;
第二辊缝调整单元,基于所述每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度,对所述每架轧机的辊缝进行调整。
8.如权利要求7所述的轧机辊缝调整装置,其特征在于,所述在所述位置到达预设位置时,将第M架轧机的辊缝由初始开度调整至预设开度之前,所述装置还包括:第二处理单元,用于确定所述第N架轧机的带钢出口厚度、第M?1架轧机的带钢出口厚度和所述带钢在所述第N架轧机出口的带钢超差长度;
第三处理单元,基于所述第N架轧机的带钢出口厚度、所述第M?1架轧机的带钢出口厚度和所述带钢在所述第N架轧机出口的带钢超差长度,确定所述预设位置。
9.一种轧机辊缝调整装置,其特征在于,应用于轧机组中,所述轧机组包括N架轧机,N为正整数,包括处理器和存储器:所述存储器用于存储执行权利要求1~6中任一项所述方法的程序;
所述处理器被配置为用于执行所述存储器中存储的程序。
10.一种计算机可读存储介质,其特征在于,其上存储有计算机程序,所述程序被处理器执行时实现权利要求1~6任一项所述方法的步骤。
说明书: 一种轧机辊缝调整方法、装置及存储介质技术领域[0001] 本发明涉及轧钢领域,尤其涉及一种轧机辊缝调整方法、装置及存储介质。背景技术[0002] 随着钢铁领域各种技术的发展,钢铁市场的竞争也愈来愈激烈。薄规格带钢作为钢铁领域的一个重要钢种,其生产技术的扩展和创新也成为钢铁领域的关键。随着带钢厚
度越来越薄,带钢尾部的稳定性变差,在轧制过程中容易出现带钢跑偏甩尾和扎破事故,进
而导致轧机组停机或者工作辊的更换,影响生产运行。因此,如何提高带钢尾部的稳定性是
亟需解决的问题。
发明内容[0003] 本申请实施例通过提供一种轧机辊缝调整方法、装置及存储介质,解决了现有技术中薄规格带钢在生产过程中,其尾部易发生甩尾、跑偏和轧破等稳定性问题,实现了提高
轧机组在轧制过程中带钢尾部稳定性的技术效果。
[0004] 第一方面,本申请提供一种轧机辊缝调整方法,应用于轧机组中,所述轧机组包括N架轧机,N为正整数,所述方法包括:
[0005] 检测带钢尾部在所述轧机组的位置;[0006] 在所述位置到达预设位置时,将第M架轧机的辊缝由初始开度调整至预设开度,M为小于N的正整数;
[0007] 确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度;
[0008] 基于所述每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度,对所述每架轧机的辊缝进行调整。
[0009] 优选地,在所述检测带钢尾部在所述轧机组的位置之前,所述方法还包括:[0010] 检测是否存在抛钢信号;[0011] 若是,检测带钢尾部在所述轧机组的位置。[0012] 优选地,所述在所述位置到达预设位置时,将第M架轧机的辊缝由初始开度调整至预设开度之前,所述方法还包括:
[0013] 确定所述第N架轧机的带钢出口厚度、第M?1架轧机的带钢出口厚度和所述带钢在所述第N架轧机出口的带钢超差长度;
[0014] 基于所述第N架轧机的带钢出口厚度、所述第M?1架轧机的带钢出口厚度和所述带钢在所述第N架轧机出口的带钢超差长度,确定所述预设位置。
[0015] 优选地,所述确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调整时间间隔,包括:
[0016] 针对所述第M+1架轧机至第N架轧机中每架轧机,基于该轧机的下一轧机与所述该轧机之间的距离,以及所述该轧机的下一轧机的轧辊运行速度,确定所述该轧机与所述上
一轧机之间的辊缝调整时间间隔。
[0017] 优选地,所述带钢超差长度的范围为小于等于10m。[0018] 优选地,所述轧机组包括7架轧机,所述第M架轧机为第4架轧机,所述确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调整时间间隔,包括:
[0019] 分别确定第5架轧机与第4架轧机之间的第一辊缝调整时间间隔、第6架轧机与第5架轧机之间的第二辊缝调整时间间隔、第7架轧机与第6架轧机之间的第三辊缝调整时间间
隔;
[0020] 所述基于所述每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度,对所述每架轧机的辊缝进行调整,包括:
[0021] 在第4架轧机辊缝调整完毕之后,依次根据第一辊缝调整时间间隔、第二辊缝调整时间间隔、第三辊缝调整时间间隔,先后对第5架轧机、第6架轧机、第7架轧机的辊缝进行调
整。
[0022] 第二方面,本申请提供一种轧机辊缝调整装置,应用于轧机组中,所述轧机组包括N架轧机,N为正整数,所述装置包括:
[0023] 第一检测单元,用于检测带钢尾部在所述轧机组的位置;[0024] 第一辊缝调整单元,用于在所述位置到达预设位置时,将第M架轧机的辊缝由初始开度调整至预设开度,M为小于N的正整数;
[0025] 第一处理单元,用于确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度;
[0026] 第二辊缝调整单元,基于所述每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度,对所述每架轧机的辊缝进行调整。
[0027] 优选地,所述在所述位置到达预设位置时,将第M架轧机的辊缝由初始开度调整至预设开度之前,所述装置还包括:
[0028] 第二处理单元,用于确定所述第N架轧机的带钢出口厚度、第M?1架轧机的带钢出口厚度和所述带钢在所述第N架轧机出口的带钢超差长度;
[0029] 第三处理单元,基于所述第N架轧机的带钢出口厚度、所述第M?1架轧机的带钢出口厚度和所述带钢在所述第N架轧机出口的带钢超差长度,确定所述预设位置。
[0030] 优选地,在所述检测带钢尾部在所述轧机组的位置之前,所述装置还包括:[0031] 第二检测单元,用于检测是否存在抛钢信号;[0032] 若是,检测带钢尾部在所述轧机组的位置。[0033] 优选地,所述确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调整时间间隔,包括:
[0034] 针对所述第M+1架轧机至第N架轧机中每架轧机,基于该轧机的下一轧机与所述该轧机之间的距离,以及所述该轧机的下一轧机的轧辊运行速度,确定所述该轧机与所述上
一轧机之间的辊缝调整时间间隔。
[0035] 优选地,所述带钢超差长度的范围为小于等于10m。[0036] 优选地,所述轧机组包括7架轧机,所述第M架轧机为第4架轧机,所述确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调整时间间隔,包括:
[0037] 分别确定第5架轧机与第4架轧机之间的第一辊缝调整时间间隔、第6架轧机与第5架轧机之间的第二辊缝调整时间间隔、第7架轧机与第6架轧机之间的第三辊缝调整时间间
隔;
[0038] 所述基于所述每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度,对所述每架轧机的辊缝进行调整,包括:
[0039] 在第4架轧机辊缝调整完毕之后,依次根据所述第一辊缝调整时间间隔、所述第二辊缝调整时间间隔、所述第三辊缝调整时间间隔,先后对第5架轧机、第6架轧机、第7架轧机
的辊缝进行调整。
[0040] 第三方面,本申请提供一种轧机辊缝调整装置,应用于轧机组中,所述轧机组包括N架轧机,N为正整数,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机
程序,所述处理器执行所述程序时实现前文所述聚合任务处理方法的步骤。
[0041] 第四方面,本申请提供一种计算机可读存储介质,其上存储有计算机程序,所述程序被处理器执行时实现上述任一项所述方法的步骤。
[0042] 本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:[0043] 在本发明实施例的轧机辊缝调整方法中,首先检测带钢尾部在所述轧机组的位置;在所述位置到达预设位置时,将第M架轧机的辊缝由初始开度调整至预设开度,其中M为
小于N的正整数;然后确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调
整时间间隔,以及所述每架轧机的辊缝调整开度;最后基于所述每架轧机与上一轧机之间
的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度,对所述每架轧机的辊缝进行调
整。
[0044] 上述方案中,通过确定带钢尾部是否达到位置,然后根据时间间隔逐步调整第M架轧机至第N架轧机的辊缝开度,使带钢尾部在经过第M架轧机至第N架轧机时,能够得到有效
的缓冲,从而提升了带钢尾部的稳定性,并减少了带钢尾部废料的生成,提高了生产质量。
附图说明[0045] 为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本
领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的
附图。
[0046] 图1为本发明实施例一提供的轧机辊缝调整方法流程图;[0047] 图2为本发明实施例一提供的轧机组的结构示意图;[0048] 图3为本发明实施例二提供的轧机辊缝调整装置示意图;[0049] 图4为本发明实施例三提供的轧机辊缝调整装置的示意图。具体实施方式[0050] 本申请实施例通过提供一种轧机辊缝调整方法,解决了现有技术中由于轧机在轧制过程中,带钢厚度越来越薄,带钢尾部的稳定性越来越差的技术问题。
[0051] 本申请实施例的技术方案为解决上述技术问题,总体思路如下:[0052] 一种轧机辊缝调整方法,应用于轧机组中,所述轧机组包括N架轧机,N为正整数,所述方法包括:检测带钢尾部在所述轧机组的位置;在所述位置到达预设位置时,将第M架
轧机的辊缝由初始开度调整至预设开度,M为小于N的正整数;确定第M+1架轧机至第N架轧
机中每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度;
基于所述每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开
度,对所述每架轧机的辊缝进行调整。为了更好的理解上述技术方案,下面将结合说明书附
图以及具体的实施方式对上述技术方案进行详细的说明。
[0053] 实施例一[0054] 本实施例提供了一种轧机辊缝调整方法,应用于轧机组中,所述轧机组包括N架轧机,N为正整数,如图1所示,为本说明书实施例提供的轧机辊缝调整方法流程图,该方法包
括以下步骤:
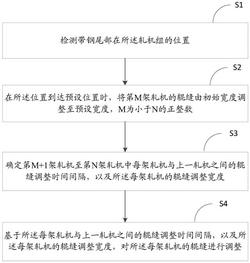
[0055] 步骤S1:检测带钢尾部在所述轧机组的位置;[0056] 步骤S2:在所述位置到达预设位置时,将第M架轧机的辊缝由初始开度调整至预设开度,M为小于N的正整数;
[0057] 步骤S3:确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度;
[0058] 步骤S4:基于所述每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度,对所述每架轧机的辊缝进行调整。
[0059] 本说明书实施例提供的轧机辊缝调整方法,可应用于钢铁领域中各类型轧机组轧制带钢的场景中,如2250热轧机组、1580热轧机组、1700热轧机组等轧制带钢的场景。需要
说明的是,轧机组由多架轧机组成,轧机组包含的轧机数量N可以根据实际需要进行设定,
例如,轧机组包括7架轧机、或者轧机组包括5架轧机等。
[0060] 步骤S1中,在带钢的轧制过程中,带钢在轧机组的各个机架的工作辊中运行,以使各个机架的工作辊对带钢进行轧制。带钢尾部可以为带钢的最末端,也可以为距离带钢最
末端预设距离的地方。带钢在轧机组中的位置可以是带钢尾部进入轧机组后运行一段距离
后的位置。
[0061] 为了检测带钢位置,可以在带钢尾部作荧光标记,然后通过设置在轧机组上的光敏感应器对带钢尾部的荧光标记进行感应来检测带钢尾部的运行轨迹,从而得到带钢尾部
的实时位置。
[0062] 步骤S2中:预设位置可以为轧机组第一架轧机与第M架轧机之间的任一位置,预设位置可以是人为设定的,也可以通过带钢的轧制需求计算得到的。第M架轧机可以为轧机组
中第一架轧机和最后一架轧机之间的任一轧机。
[0063] 在带钢尾部到达第M架轧机之前,会先到达预设位置,在带钢尾部的位置到达预设位置时,对第M架轧机的辊缝进行调整,将辊缝由初始开度增加到预设开度,以对带钢尾部
进行厚度补偿。其中,预设开度可以根据实际需要进行设定,例如,预设开度的范围为0~
0.5mm。
[0064] 步骤S3:确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度。
[0065] 具体来讲,每相邻两架需要进行调整辊缝的轧机间的调整时间间隔可以是相同的,可以是部分相同的,也可以是各不相同的。辊缝调整时间间隔可以是预设好的,也可以
是实时计算得到的。以实时计算得到辊缝调整时间间隔为例,相邻机架的辊缝调整时间间
隔可以在第M架轧机开始调整辊缝开度时开始计算,也可以在第M架轧机调整辊缝开度后计
算,还可以在第M架轧机调整辊缝开度前就计算好、或者在轧机组启动时就计算好,这里不
做限定。各轧机的辊缝调整开度可以根据实际需要进行调整,例如,各轧机的辊缝调整开度
可以随机选取预设开度范围内的任意值,或者,各轧机的辊缝调整开度可以按照轧机的先
后顺序依次递减,比如,第4架轧机的辊缝开度增大0.5mm,第5架轧机的辊缝开度增大
0.4mm。
[0066] 步骤S4:基于所述每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度,对所述每架轧机的辊缝进行调整。
[0067] 在确定好轧机的辊缝调整时间间隔以及调整的开度后,开始对轧机辊缝开度进行调整。以第M架轧机和第M+1架轧机之间的时间间隔为5s,第M+1架轧机的辊缝调整开度为
0.2mm为例:第M架轧机调整辊缝后,经过5s对第M+1架轧机的辊缝开度由初始开度增加
0.2mm。
[0068] 作为一种可选的实施例,在所述检测带钢尾部在所述轧机组的位置之前,所述方法还包括:检测是否存在抛钢信号;若是,检测带钢尾部在所述轧机组的位置。
[0069] 在带钢轧制过程中,带钢尾部经过第一架轧机时开始对带钢进行收尾。在此阶段需要检测带钢尾部是否到达第一架轧机,抛钢信号可以为用于表征带钢尾部到达第一架轧
机的信号,在检测到抛钢信号时,则开始检测带钢尾部在轧机组的位置。具体实施过程中,
有多种方式来生成抛钢信号,如:通过设置在第一架轧机上方的红外感应器来生成抛钢信
号,当红外感应器感应到带钢尾部时,产生抛钢信号;通过设置在第一架轧机上的继电器来
生成抛钢信号,在检测到带钢尾部,通过继电器产生抛钢信号等等。
[0070] 作为一种可选的实施例,所述在所述位置到达预设位置时,将第M架轧机的辊缝由初始开度调整至预设开度之前,所述方法还包括:确定所述第N架轧机的带钢出口厚度、第
M?1架轧机的带钢出口厚度和所述带钢在所述第N架轧机出口的带钢超差长度;基于所述第
N架轧机的带钢出口厚度、所述第M?1架轧机的带钢出口厚度和所述带钢在所述第N架轧机
出口的带钢超差长度,确定所述预设位置。
[0071] 在具体实施过程中,可以将第N架轧机的辊缝开度作为第N架轧机的带钢出口厚度,也可以检测获得第N架轧机出口带钢的厚度;同理,可以将第M?1架轧机的辊缝开度作为
第M?1架轧机的带钢出口厚度。带钢在所述第N架轧机出口的带钢超差长度可以为辊缝调整
后经过轧机组的带钢长度,即带钢尾部超过带钢预设轧制厚度的带钢的长度。带钢超差长
度可以根据实际需求预先设定。
[0072] 由于带钢在轧制前和轧制后的体积是不变的,因此,第N架轧机的带钢出口厚度和带钢超差长度的乘积,与第M?1架轧机带钢出口厚度的比,即为第M架轧机开始调整辊缝时,
带钢尾部到第M架轧机一定距离的位置,即预设位置。举例来说,若第N架轧机的带钢出口厚
度为TN,带钢超差长度为L,第M?1架轧机的带钢出口厚度为TM?1,则带钢尾部的预设位置与
第M架轧机的距离Z为:
[0073] Z=(TN*L)/TM?1[0074] 作为一种可选的实施例,所述确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调整时间间隔,包括:针对所述第M+1架轧机至第N架轧机中每架轧机,基于该
轧机的下一轧机与所述该轧机之间的距离,以及所述该轧机的下一轧机的运行速度,确定
所述该轧机与所述上一轧机之间的辊缝调整时间间隔。
[0075] 轧机组在对带钢进行轧制时,各个轧机的运行速度可以相同,可以部分相同,也可以各不相同,本申请说明书实施例以每一架轧机的运行速度各不相同,且从第一架轧机到
第N架轧机的轧辊运行速度依次增大进行说明。本说明书实施中,可以将第M架轧机与第M+1
架轧机的距离,与第M+1架轧机的速度的比,作为辊缝调整时间间隔。举例来说,若第M架轧
机与第M+1架轧机的距离为S;第M+1架轧机的速度为M+1;第M架轧机与第M+1架轧机之间的
辊缝调整时间间隔为tM+1,则:
[0076] tM+1=S/M+1[0077] 同理可以得到轧机组其他轧机的辊缝调整时间间隔。[0078] 作为一种可选的实施例,所述带钢超差长度的范围为小于等于10m。带钢超差长度越小,则轧机组轧制的符合工艺要求的带钢成品率越高,工艺产生的废料越少。当然,带钢
超差长度的范围可以根据实际需要进行设定,例如,根据带钢类型的不同,或轧制产线的不
同,带钢超差长度的范围可以相应进行调整,这里不做限定。
[0079] 作为一种可选的实施例,所述轧机组包括7架轧机,所述第M架轧机为第4架轧机,所述确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调整时间间隔,包
括:分别确定第5架轧机与第4架轧机之间的第一辊缝调整时间间隔、第6架轧机与第5架轧
机之间的第二辊缝调整时间间隔、第7架轧机与第6架轧机之间的第三辊缝调整时间间隔;
所述基于所述每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调
整开度,对所述每架轧机的辊缝进行调整,包括:在第4架轧机辊缝调整完毕之后,依次根据
第一辊缝调整时间间隔、第二辊缝调整时间间隔、第三辊缝调整时间间隔,先后对第5架轧
机、第6架轧机、第7架轧机的辊缝进行调整。
[0080] 本说明书实施例的轧机组可以包括7架轧机,如图2所示,为轧机组的结构示意图,其中1为第1架轧机的轧辊,2为第2架轧机的轧辊,3为第3架轧机的轧辊,4为第4架轧机的轧
辊,5为第5架轧机的轧辊,6为第6架轧机的轧辊,7为第7架轧机的轧辊。第M架轧机可以为第
4架轧机,则需要调整辊缝开度的轧机是第4架轧机、第5架轧机、第6架轧机和第7架轧机。
[0081] 根据第4架轧机~第7架轧机的运行速度和轧机之间的距离确定出尾部补偿辊缝打开时序,即第一辊缝调整时间间隔~第三辊缝调整时间间隔;
[0082] 当轧机组的检测装置检测到带钢尾部抛钢信号时,开始检测带钢尾部位置是否到达预设位置;
[0083] 当带钢尾部运行到预设位置时,第4架轧机的尾部补偿启动,将第4架轧机由初始的辊缝开度打开到预设开度轧制带钢;
[0084] 当达到第一辊缝调整时间间隔时,第5架轧机的尾部补偿启动,将第5架轧机由初始的辊缝开度打开到预设开度轧制带钢;
[0085] 当达到第二辊缝调整时间间隔时,第6架轧机的尾部补偿启动,将第6架轧机由初始的辊缝开度打开到预设开度轧制带钢;
[0086] 当达到第三辊缝调整时间间隔时,第7架轧机的尾部补偿启动,将第7架轧机由初始的辊缝开度打开到预设开度轧制带钢,完成轧机组的辊缝调整。
[0087] 上述包括7架轧机的轧机组可以为精轧机组,实施场景可以为薄规格带钢的轧制场景。
[0088] 上述本申请实施例中的技术方案,至少具有如下的技术效果或优点:[0089] 1、在本发明实施例中,在带钢尾部进入轧机组时,通过依次对轧机组中各轧机的辊缝进行调整,增加各轧机的辊缝开度,使得带钢尾部在进入轧机组后,不会因为带钢越来
越薄而发生甩尾、跑偏、轧破等事故。
[0090] 2、在本发明实施例中,由于开始调整轧机辊缝的时间是通过预设的带钢超差长度来设置的,故可以有效地控制带钢的成材率,减少带钢尾部废料的生成,提高带钢轧制效
率。
[0091] 实施例二[0092] 基于同一发明构思,本说明书实施例提供了一种轧机辊缝调整装置200,应用于轧机组中,该轧机组包括N架轧机,N为正整数,如图3所示,包括:
[0093] 第一检测单元201,用于检测带钢尾部在轧机组的位置;[0094] 第一辊缝调整单元202,用于在带钢尾部位置到达预设位置时,将第M架轧机的辊缝调整至预设开度,M为小于N的正整数;
[0095] 第一处理单元203,用于确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调整时间间隔,以及每架轧机的辊缝调整开度;
[0096] 第二辊缝调整单元204,基于每架轧机与上一轧机之间的辊缝调整时间间隔,以及每架轧机的辊缝调整开度,对每架轧机的辊缝进行调整。
[0097] 可选地,在所述检测带钢尾部在所述轧机组的位置之前,所述方法还包括:[0098] 检测是否存在抛钢信号;[0099] 若是,检测带钢尾部在所述轧机组的位置。[0100] 可选地,所述确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调整时间间隔,包括:
[0101] 针对所述第M+1架轧机至第N架轧机中每架轧机,基于该轧机的下一轧机与所述该轧机之间的距离,以及所述该轧机的下一轧机的轧辊运行速度,确定所述该轧机与所述上
一轧机之间的辊缝调整时间间隔。
[0102] 可选地,所述带钢超差长度的范围为小于等于10m。[0103] 可选地,所述轧机组包括7架轧机,所述第M架轧机为第4架轧机,所述确定第M+1架轧机至第N架轧机中每架轧机与上一轧机之间的辊缝调整时间间隔,包括:
[0104] 分别确定第5架轧机与第4架轧机之间的第一辊缝调整时间间隔、第6架轧机与第5架轧机之间的第二辊缝调整时间间隔、第7架轧机与第6架轧机之间的第三辊缝调整时间间
隔;
[0105] 所述基于所述每架轧机与上一轧机之间的辊缝调整时间间隔,以及所述每架轧机的辊缝调整开度,对所述每架轧机的辊缝进行调整,包括:
[0106] 在第4架轧机辊缝调整完毕之后,依次根据第一辊缝调整时间间隔、第二辊缝调整时间间隔、第三辊缝调整时间间隔,先后对第5架轧机、第6架轧机、第7架轧机的辊缝进行调
整。
[0107] 可选地,所述在所述位置到达预设位置时,将第M架轧机的辊缝由初始开度调整至预设开度之前,所述装置还包括:
[0108] 第二处理单元,用于确定所述第N架轧机的带钢出口厚度、第M?1架轧机的带钢出口厚度和所述带钢在所述第N架轧机出口的带钢超差长度;
[0109] 第三处理单元,基于所述第N架轧机的带钢出口厚度、所述第M?1架轧机的带钢出口厚度和所述带钢在所述第N架轧机出口的带钢超差长度,确定所述预设位置。
[0110] 关于上述装置,其中各个单元的具体功能已经在本说明书实施例提供的轧机辊缝调整方法的实施例中进行了详细描述,此处将不做详细阐述说明。
[0111] 实施例三[0112] 基于与前述实施例中聚合任务处理方法同样的发明构思,本说明书实施例还提供一种轧机辊缝调整装置,如图4所示,包括:
[0113] 存储器304、处理器302及存储在存储器304上并可在处理器302上运行的计算机程序,所述处理器302执行所述程序时实现前文所述轧机辊缝调整方法的步骤。
[0114] 其中,在图4中,总线架构(用总线300来代表),总线300可以包括任意数量的互联的总线和桥,总线300将包括由处理器302代表的一个或多个处理器和存储器304代表的存
储器的各种电路链接在一起。总线300还可以将诸如外围设备、稳压器和功率管理电路等之
类的各种其他电路链接在一起,这些都是本领域所公知的,因此,本文不再对其进行进一步
描述。总线接口306在总线300和接收器301和发送器303之间提供接口。接收器301和发送器
303可以是同一个元件,即收发机,提供用于在传输介质上与各种其他装置通信的单元。处
理器302负责管理总线300和通常的处理,而存储器304可以被用于存储处理器302在执行操
作时所使用的数据。
[0115] 实施例四[0116] 基于同一发明构思,本说明书实施例提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现前文所述轧机辊缝调整方法的任一方法的步
骤。
[0117] 本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实
施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机
可用存储介质(包括但不限于磁盘存储器、CD?ROM、光学存储器等)上实施的计算机程序产
品的形式。
[0118] 本发明是参照根据本发明实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流
程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序
指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产
生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实
现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
[0119] 这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指
令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或
多个方框中指定的功能。
[0120] 这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或
其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一
个方框或多个方框中指定的功能的步骤。
[0121] 尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优
选实施例以及落入本发明范围的所有变更和修改。
[0122] 显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围
之内,则本发明也意图包含这些改动和变型在内。
声明:
“轧机辊缝调整方法、装置及存储介质” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 531
编辑:管理员
来源:首钢京唐钢铁联合有限责任公司
531
编辑:管理员
来源:首钢京唐钢铁联合有限责任公司



 咨询细节
咨询细节










































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















