权利要求书: 1.一种型钢轧机机架牌坊修复模拟件,其特征在于:包括模拟件组件Ⅰ(1)、模拟件组件Ⅱ(2),模拟件组件Ⅰ(1)包括中间部(3),中间部(3)设置通孔(4),模拟件组件Ⅱ(2)设置为呈圆筒中结构,模拟件组件Ⅱ(2)内壁设置下部环形部(5)和上部环形部(6),下部环形部(5)和上部环形部(6)之间设置台阶部(7)。
2.根据权利要求1所述的型钢轧机机架牌坊修复模拟件,其特征在于:所述的型钢轧机机架牌坊修复模拟件的下部环形部(5)的直径尺寸设置为小于上部环形部(6)的直径尺寸的结构。
3.根据权利要求1或2所述的型钢轧机机架牌坊修复模拟件,其特征在于:所述的型钢轧机机架牌坊修复模拟件的通孔(4)的直径尺寸设置为大于模拟件组件Ⅱ(2)外径的直径尺寸的结构。
4.根据权利要求1或2所述的型钢轧机机架牌坊修复模拟件,其特征在于:所述的模拟件组件Ⅱ(2)设置为能够插装到通孔(4)内的结构。
5.根据权利要求1或2所述的型钢轧机机架牌坊修复模拟件,其特征在于:所述的模拟件组件Ⅰ(1)和模拟件组件Ⅱ(2)均为金属材料制成的结构。
6.根据权利要求1或2所述的型钢轧机机架牌坊修复模拟件,其特征在于:所述的型钢轧机机架牌坊修复模拟件还包括加热件(8),加热件(8)包括加热吊笼Ⅰ(9)和加热吊笼Ⅱ(10)。
7.根据权利要求6所述的型钢轧机机架牌坊修复模拟件,其特征在于:所述的加热吊笼Ⅰ(9)外圈焊接多个挂钩Ⅰ(11),挂钩Ⅰ(11)上悬挂履带加热片Ⅰ(12),加热吊笼Ⅱ(10)外圈焊接多个挂钩Ⅱ(13),挂钩Ⅱ(13)上悬挂履带加热片Ⅱ(14)。
8.根据权利要求6所述的型钢轧机机架牌坊修复模拟件,其特征在于:所述的加热吊笼Ⅰ(9)的外径尺寸设置为大于加热吊笼Ⅱ(10)的外径尺寸的结构。
9.根据权利要求7所述的型钢轧机机架牌坊修复模拟件,其特征在于:所述的加热吊笼Ⅰ(9)内圈设置石棉毯层Ⅰ(15)。
10.根据权利要求9所述的型钢轧机机架牌坊修复模拟件,其特征在于:所述的加热吊笼Ⅱ(10)内圈设置石棉毯层Ⅱ(116)。
说明书: 一种型钢轧机机架牌坊修复模拟件技术领域[0001] 本实用新型属于型钢轧机技术领域,更具体地说,是涉及一种型钢轧机机架牌坊修复模拟件。背景技术[0002] 万能轧机是型钢(如H型钢)产线重要的生产设备,其牌坊上压上丝杆副
铜螺母的安装孔,由于处于轧机底部,长期在恶劣环境下重负荷的工作,磨损和腐蚀导致在直径和深度方面均有不同程度磨损,尺寸不合格,造成铜螺母压溃变形,反复出现故障影响生产。此安装孔主要的增材部位为上部阶梯孔,单片牌坊总重为数十吨,现场拆卸困难。考虑到轧机的强度和刚度,不能采用扩孔修复的方法,只能实施现场增材堆焊,保证MT、PT渗透探伤无裂纹和气孔缺陷,再在线机加工恢复图纸尺寸和精度。其修复方案存在如下几个难点:(1)牌坊本体材料(本体材料为德国牌号GS20Mn5N,N指正火状态)。可焊性能较好。热裂纹不可能发生,易产生冷裂纹,需焊后热处理来消除应力。焊接还存在层状撕裂,必须预热及控制焊接热输入。热影响区脆化会产生魏氏体导致韧性降低。需焊后经550℃?600℃×6h,有效消除热应变脆化的影响。牌坊体积较大,现场加热,保温存在施工环境安全隐患。如何降低加热过程对本体及周边,特别对轧机基础及地脚螺栓的影响。大体积加热温度,保温时间受热传导、热辐射的影响程度能否保证达到加热所需要的温度和时间及保证措施。根据所达到的最大温度及时修改焊接工艺。怎样处理焊后残余应力及应力集中点。(2)安装孔径较小,位置较深和其他部件互为遮挡,手工焊无法展开,需采用机械臂辅助焊接。由此带来机械手的站位和辅助工装的设计。三维路径规划,运动模拟。不允许分段站位、分切片焊接保证焊接连续性。这些措施要在现场操作、试验。由于生产的需要,没法进行现场可行试验。(3)焊接工艺、焊材选择、焊接工序评定,熔覆修复、取样件测试都需要在现场工况模拟件上进行,以保证实施过程熔覆质量,无裂纹和气孔缺陷。(4)由于轧机牌坊长期运行,加工面大部分侵蚀严重,很难作为在线机加工的基准。机加去除疲劳层后,变径直角处可能有环状裂纹,需要车削成R角;如果裂纹深度大,能否焊补。现场动力头能力,加工刀具须根据焊后机械性能,硬度、公差要求提前准备。上述不确定性都需工艺上进行验证。目前大体积轧机牌坊安装孔大面积在线立焊修复工艺的验证方式,还未见有相关记载。
实用新型内容
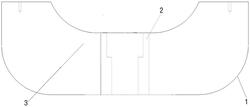
[0003] 本实用新型所要解决的技术问题是:针对现有技术的不足,提供一种结构简单,能够方便可靠实现型钢轧机机架牌坊修复模拟加热、施焊等加工,便于根据修复模拟过程中记录的数据进行现场实际修改,提高现场修复准确性,避免直接现场修复造成对安装孔的损坏,并且模拟件制造成本低,制造周期短的型钢轧机机架牌坊修复模拟件。[0004] 要解决以上所述的技术问题,本实用新型采取的技术方案为:[0005] 本实用新型为一种型钢轧机机架牌坊修复模拟件,包括模拟件组件Ⅰ、模拟件组件Ⅱ,模拟件组件Ⅰ包括中间部,中间部设置通孔,模拟件组件Ⅱ设置为呈圆筒中结构,模拟件组件Ⅱ内壁设置下部环形部和上部环形部,下部环形部和上部环形部之间设置台阶部。[0006] 所述的型钢轧机机架牌坊修复模拟件的下部环形部的直径尺寸设置为小于上部环形部的直径尺寸的结构。[0007] 所述的型钢轧机机架牌坊修复模拟件的通孔的直径尺寸设置为大于模拟件组件Ⅱ外径的直径尺寸的结构。[0008] 所述的模拟件组件Ⅰ和模拟件组件Ⅱ均为金属材料制成的结构。[0009] 所述的型钢轧机机架牌坊修复模拟件还包括加热件,加热件包括加热吊笼Ⅰ和加热吊笼Ⅱ。[0010] 所述的加热吊笼Ⅰ外圈焊接多个挂钩Ⅰ,挂钩Ⅰ上悬挂履带加热片Ⅰ,加热吊笼Ⅱ外圈焊接多个挂钩Ⅱ,挂钩Ⅱ上悬挂履带加热片Ⅱ。[0011] 所述的加热吊笼Ⅰ的外径尺寸设置为大于加热吊笼Ⅱ的外径尺寸的结构。[0012] 所述的加热吊笼Ⅰ内圈设置石棉毯层Ⅰ。[0013] 所述的加热吊笼Ⅱ内圈设置石棉毯层Ⅱ。[0014] 采用本实用新型的技术方案,工作原理及有益效果如下所述:[0015] 本实用新型所述的型钢轧机机架牌坊修复模拟件,在需要对具体的型钢轧机机架牌坊进行现场修复前,先制作模拟件,制作的模拟件相当于牌坊的机架,也就是说,模拟件只是代表牌坊的局部,既确保模拟修复结果接近现场修复,又降低成本,不需要制作尺寸太大、太多的模拟件。模拟件组件Ⅰ上的通孔用于放置模拟件组件Ⅱ,模拟件组件Ⅰ和模拟件组件Ⅱ配合后形成模拟的安装孔。考虑到制造成本,锻造周期短易于实现,模拟件组件Ⅰ采用成本较低的材质经锻压形成,外形只需粗加工大致成型。模拟件组件Ⅱ为铸件(材料可以选择GS20Mn5),与机架本体材质相同,保证其壁厚达95mm以上,完全可以模拟焊接、加热、焊接缺陷产生等工艺要求。组装后的模拟件,模仿现场轧机状态用螺栓垂直固定在混凝土基础上,相关的机械手和机加工动力头可以模拟在轧机的有限空间内占位,找正。焊前预热过程模拟:首先对机架外围部位用保温材料包裹,然后将小吊笼吊入模拟件的下部环形部内,将大吊笼吊入模拟件的上部环形部内,加热笼的外立面通过悬挂在上面的加热片加热模拟件组件Ⅱ需要焊接的内壁,内壁设置加热毯。焊间保温:预热到设定温度后撤掉加热设备以及上部环形部的加毯和吊笼,下部环形部的加热毯继续保持加热状态,同时上部实施熔敷焊接作业。通过热传递的方式保证焊接过程中层间温度,确保焊接部位温度不下降,必要时也可以覆盖加热片,焊后的保温采用预热方式相同的加热方式,预埋热电偶实时监控加热保温的温度和时间曲线。对施焊部位加热、保温去除部分残余应力。机架散热与机架的表面积、接触件的体积有关。模拟件与机架下部体积和表面积相似、两侧凸出部位与机架立柱相似,完全可以模拟散热(热量损失)。过程中对机架立柱进行温度检查,确保现场实际施工不会造成机架温度过热。这样有效能够方便可靠实现型钢轧机机架牌坊修复模拟加热、施焊等加工,便于焊接方法模拟对比、焊接材料对比、焊接顺序试验,取样对试验件进行无损探伤,便于检查材料的加工性能。对增材区域进行硬度检查,实行抗压、剪切,拉伸试验、金相、断口分析,便于进行冲击、耐蚀试验,验证最佳修复工艺。本实用新型所述的型钢轧机机架牌坊修复模拟件,结构简单,能够方便可靠实现型钢轧机机架牌坊修复模拟加热、施焊等加工,便于根据修复模拟过程中记录的数据进行现场实际修改,提高现场修复准确性,避免直接现场修复造成对安装孔的损坏,并且模拟件制造成本低,制造周期短。附图说明[0016] 下面对本说明书各附图所表达的内容及图中的标记作出简要的说明:[0017] 图1为本实用新型所述的型钢轧机机架牌坊修复模拟件的模拟件组件Ⅰ和模拟件组件Ⅱ配合时的轴视结构示意图;[0018] 图2为本实用新型所述的型钢轧机机架牌坊修复模拟件的模拟件组件Ⅰ和模拟件组件Ⅱ配合时的剖视结构示意图;[0019] 图3为本实用新型所述的型钢轧机机架牌坊修复模拟件的模拟件组件Ⅰ的剖视结构示意图;[0020] 图4为本实用新型所述的型钢轧机机架牌坊修复模拟件的模拟件组件Ⅱ的剖视结构示意图;[0021] 图5为本实用新型所述的型钢轧机机架牌坊修复模拟件的加热件使用在模拟件内时的结构示意图;[0022] 附图中标记分别为:1、模拟件组件Ⅰ;2、模拟件组件Ⅱ;3、中间部;4、通孔;5、下部环形部;6、上部环形部;7、台阶部;8、加热件;9、加热吊笼Ⅰ;10、加热吊笼Ⅱ;11、挂钩Ⅰ;12、履带加热片Ⅰ;13、挂钩Ⅱ;14、履带加热片Ⅱ;15、石棉毯层Ⅰ;16、石棉毯层Ⅱ;17、石棉毯。具体实施方式[0023] 下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理等作进一步的详细说明:[0024] 如附图1?附图5所示,本实用新型为一种型钢轧机机架牌坊修复模拟件,包括模拟件组件Ⅰ1、模拟件组件Ⅱ2,模拟件组件Ⅰ1包括中间部3,中间部3设置通孔4,模拟件组件Ⅱ2设置为呈圆筒中结构,模拟件组件Ⅱ2内壁设置下部环形部5和上部环形部6,下部环形部5和上部环形部6之间设置台阶部7。上述结构,针对现有技术中的不足,提出改进的技术方案。在需要对具体的型钢轧机机架牌坊进行现场修复前,先制作模拟件,制作的模拟件相当于牌坊的机架,也就是说,模拟件只是代表牌坊的局部,既确保模拟修复结果接近现场修复,又降低成本,不需要制作尺寸太大、太多的模拟件。模拟件组件Ⅰ1上的通孔用于放置模拟件组件Ⅱ2,模拟件组件Ⅰ1和模拟件组件Ⅱ2配合后形成模拟的安装孔。考虑到制造成本,锻造周期短易于实现,模拟件组件Ⅰ1采用成本较低的材质经锻压形成,外形只需粗加工大致成型。模拟件组件Ⅱ2为铸件(材料可以选择GS20Mn5),与机架本体材质相同,保证其壁厚达95mm以上,完全可以模拟焊接、加热、焊接缺陷产生等工艺要求。组装后的模拟件,模仿现场轧机状态用螺栓垂直固定在混凝土基础上,相关的机械手和机加工动力头可以模拟在轧机的有限空间内占位,找正。焊前预热过程模拟:首先对机架外围部位用保温材料包裹,然后将小吊笼吊入模拟件的下部环形部5内,将大吊笼吊入模拟件的上部环形部6内,加热笼的外立面通过悬挂在上面的加热片加热模拟件组件Ⅱ2需要焊接的内壁,内壁设置加热毯。
焊间保温:预热到设定温度后撤掉加热设备以及上部环形部6的加热毯和吊笼,下部环形部
5的加热毯继续保持加热状态,同时上部实施熔敷焊接作业。通过热传递的方式保证焊接过程中层间温度,确保焊接部位温度不下降,必要时也可以覆盖加热片,焊后的保温采用预热方式相同的加热方式,对施焊部位加热、保温去除部分残余应力。机架散热与机架的表面积、接触件的体积有关。模拟件与机架下部体积和表面积相似、两侧凸出部位与机架立柱相似,完全可以模拟散热(热量损失)。过程中对机架立柱进行温度检查,确保现场实际施工不会造成机架温度过热。这样,有效能够方便可靠实现型钢轧机机架牌坊修复模拟加热、施焊等加工,便于根据修复模拟过程中记录的数据进行现场实际修改,提高现场修复准确性。本实用新型所述的型钢轧机机架牌坊修复模拟件,结构简单,能够方便可靠实现型钢轧机机架牌坊修复模拟加热、施焊等加工,便于根据修复模拟过程中记录的数据进行现场实际修改,提高现场修复准确性,避免直接现场修复造成对安装孔的损坏,并且模拟件制造成本低,制造周期短。
[0025] 本实用新型所述的型钢轧机机架牌坊修复模拟件中,所述的模拟件组件Ⅱ为铸件,材料选择GS20Mn5,保证其壁厚达95mm以上,完全可以模拟焊接、加热、焊接缺陷产生等工艺要求。破坏性试块在模拟件Ⅱ上取样进行后续机械性能试验。模拟件组件I横向加工通孔,再纵向加工盲孔若干,用于预埋热电偶。所述的模拟件组件Ⅱ粗加工经探伤合格后与模拟件I过盈配合装配组装成轧机模拟件。[0026] 所述的型钢轧机机架牌坊修复模拟件的下部环形部5的直径尺寸设置为小于上部环形部6的直径尺寸的结构。上述结构,下部环形部5和上部环形部6形成上大下小的台阶孔结构。所述的型钢轧机机架牌坊修复模拟件的通孔4的直径尺寸设置为大于模拟件组件Ⅱ2外径的直径尺寸的结构。所述的模拟件组件Ⅱ2设置为能够过盈插装到通孔4内的结构。上述结构,便于模拟件组件Ⅱ2放入到通孔内,而通孔略微大于模拟件组件Ⅱ2,避免模拟件组件Ⅱ2放入后随意晃动。
[0027] 所述的模拟件组件Ⅰ1和模拟件组件Ⅱ2均为金属材料制成的结构。上述结构,考虑到制造成本,锻造周期短易于实现,模拟件组件Ⅰ1采用成本较低的材质经锻压形成,外形只需粗加工大致成型。模拟件组件Ⅱ2为铸件,与机架本体材质相同,保证其壁厚达95mm以上,完全可以模拟焊接、加热、焊接缺陷产生等工艺要求。[0028] 如附图5所示,所述的型钢轧机机架牌坊修复模拟件还包括加热件8,加热件8包括加热吊笼Ⅰ9和加热吊笼Ⅱ10。所述的加热吊笼Ⅰ9外圈焊接多个挂钩Ⅰ11,挂钩Ⅰ11上悬挂履带加热片Ⅰ12,加热吊笼Ⅱ10外圈焊接多个挂钩Ⅱ13,挂钩Ⅱ13上悬挂履带加热片Ⅱ14。所述的加热吊笼Ⅰ9的外径尺寸设置为大于加热吊笼Ⅱ10的外径尺寸的结构。所述的加热吊笼Ⅰ9内圈设置石棉毯层Ⅰ15。所述的加热吊笼Ⅱ10内圈设置石棉毯层Ⅱ116。上述结构,通过加热件的设置,在模拟修复时,可以方便可靠对模拟件进行加热,以准确模拟现场修复的环境,可靠实现现场加热、控温、保温,满足堆焊焊接工艺要求,便于可靠进行模拟修复,从而获取准确的结果,提高现场修复质量。[0029] 本实用新型所述的型钢轧机机架牌坊修复模拟件,在需要对具体的型钢轧机机架牌坊进行现场修复前,先制作模拟件,制作的模拟件相当于牌坊的机架,也就是说,模拟件只是代表牌坊的局部,既确保模拟修复结果接近现场修复,又降低成本,不需要制作尺寸太大、太多的模拟件。模拟件组件Ⅰ上的通孔用于放置模拟件组件Ⅱ,模拟件组件Ⅰ和模拟件组件Ⅱ配合后形成模拟的安装孔。考虑到制造成本,锻造周期短易于实现,模拟件组件Ⅰ采用成本较低的材质经锻压形成,外形只需粗加工大致成型。模拟件组件Ⅱ为铸件(材料可以选择GS20Mn5),与机架本体材质相同,保证其壁厚达95mm以上,完全可以模拟焊接、加热、焊接缺陷产生等工艺要求。组装后的模拟件,模仿现场轧机状态用螺栓垂直固定在混凝土基础上,相关的机械手和机加工动力头可以模拟在轧机的有限空间内占位,找正。焊前预热过程模拟:首先对机架外围部位用保温材料包裹,然后将小吊笼吊入模拟件的下部环形部内,将大吊笼吊入模拟件的上部环形部内,加热笼的外立面通过悬挂在上面的加热片加热模拟件组件Ⅱ需要焊接的内壁,内壁设置加热毯。焊间保温:预热到设定温度后撤掉加热设备以及上部环形部的加毯和吊笼,下部环形部的加热毯继续保持加热状态,同时上部实施熔敷焊接作业。通过热传递的方式保证焊接过程中层间温度,确保焊接部位温度不下降,必要时也可以覆盖加热片,焊后的保温采用预热方式相同的加热方式,对施焊部位加热、保温去除部分残余应力。机架散热与机架的表面积、接触件的体积有关。模拟件与机架下部体积和表面积相似、两侧凸出部位与机架立柱相似,完全可以模拟散热(热量损失)。过程中对机架立柱进行温度检查,确保现场实际施工不会造成机架温度过热。这样,有效能够方便可靠实现型钢轧机机架牌坊修复模拟加热、施焊等加工,便于根据修复模拟过程中记录的数据进行现场实际修改,提高现场修复准确性。本实用新型所述的型钢轧机机架牌坊修复模拟件,结构简单,能够方便可靠实现型钢轧机机架牌坊修复模拟加热、施焊等加工,便于根据修复模拟过程中记录的数据进行现场实际修改,提高现场修复准确性,避免直接现场修复造成对安装孔的损坏,并且模拟件制造成本低,制造周期短。[0030] 上面结合附图对本实用新型进行了示例性的描述,显然本实用新型具体的实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种改进,或未经改进将本实用新型的构思和技术方案直接应用于其他场合的,均在本实用新型的保护范围内。
声明:
“型钢轧机机架牌坊修复模拟件” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 408
编辑:管理员
来源:马鞍山钢铁股份有限公司
408
编辑:管理员
来源:马鞍山钢铁股份有限公司



 咨询细节
咨询细节





































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















