权利要求书: 1.一种轧机生产线润滑系统,其特征在于,包括:供油管,用于向轧机生产线上的齿轮箱内提供润滑油;
回油管,设置于所述齿轮箱下方,用于输出润滑所述齿轮箱后的润滑油;
主油箱,与所述回油管连通,用于回收回油管内的润滑油,所述主油箱自上至下预设有间隔布置的高油位以及正常油位;
冷却器,设置于所述回油管与所述主油箱之间,用于选择性冷却输送至所述主油箱内的润滑油;
加热器,用于加热所述主油箱内的润滑油;
油泵组件,包括至少一个油泵,每个所述油泵的出油口与所述供油管连接,每个所述油泵的吸油口与所述主油箱的出油口经第一出油管连通,所述第一出油管设有第一阀门;
副油箱,所述副油箱的出油口经第二出油管与所述第一出油管连通,用于对所述主油箱补充润滑油,所述第二出油管设有第二阀门,所述副油箱经溢流管与所述主油箱连通,所述溢流管与所述主油箱连通的一端高于所述溢流管与所述副油箱连通的一端,所述溢流管被配置为当所述主油箱内的润滑油的实际油位达到所述高油位时,所述主油箱内的润滑油经所述溢流管溢流至所述副油箱;
控制系统,与所述齿轮箱、所述冷却器、所述加热器、所述油泵、所述第一阀门、以及所述第二阀门分别电连接,以控制各部件的运行状态。
2.根据权利要求1所述的轧机生产线润滑系统,其特征在于,所述溢流管设有溢流阀,所述控制系统与所述溢流阀电连接,所述控制系统用于在实际油位达到所述高油位时控制所述溢流阀打开。
3.根据权利要求1所述的轧机生产线润滑系统,其特征在于,所述副油箱未设置加热机构。
4.根据权利要求1所述的轧机生产线润滑系统,其特征在于,所述主油箱内预设有警示油位,所述警示油位低于所述正常油位,且所述警示油位所在的水平面高于所述主油箱的出油口所在水平面,所述主油箱设有第一油位检测器,所述第一油位检测器用于检测润滑油的实际油位是否达到所述警示油位;
其中,所述控制系统与所述第一油位检测器电连接,所述控制系统用于在所述实际油位达到所述警示油位时,控制所述油泵停机。
5.根据权利要求4所述的轧机生产线润滑系统,其特征在于,所述主油箱在所述警示油位与所述正常油位之间还预设有低油位,所述主油箱设有第二油位检测器,所述第二油位检测器用于检测实际油位是否达到所述低油位;
其中,所述轧机生产线润滑系统包括报警机构,所述控制系统分别与第二油位检测器、以及所述报警机构电连接,所述控制系统用于在所述实际油位达到所述低油位时控制报警机构报警。
6.一种如权利要求1所述的轧机生产线润滑系统的控制方法,其特征在于,包括开机供油操作、补油操作以及排油操作,所述开机供油操作包括:控制系统控制所述加热器将主油箱内的润滑油温度加热至40?50℃后,控制系统依次控制所述轧机生产线上的齿轮箱启动,控制所述油泵以及所述第一阀门打开,以将加热的所述润滑油泵送至所述供油管,使所述润滑油喷射在运转的所述齿轮箱内的零部件上后再输送至所述回油管,所述回油管内的所述润滑油输送至所述主油箱内实现循环供油;
所述排油操作包括:当所述主油箱内的润滑油的实际油位达到所述高油位时,将所述主油箱内的润滑油经溢流管输送至所述副油箱内;
所述补油操作包括:所述控制系统控制所述第一阀门关闭,所述第二阀门打开,使所述副油箱内的润滑油经所述第二出油管泵送至供油管后,经所述回油管输送至所述主油箱内。
7.根据权利要求6所述的控制方法,其特征在于,所述主油箱内自上至下依次预设有所述高油位、所述正常油位、低油位以及警示油位,所述警示油位所在的水平面高于所述主油箱的出油口所在水平面,所述控制系统能够实时获得所述主油箱内润滑油的实际油位并确定所述实际油位是否达到所述高油位、所述正常油位、所述低油位以及所述警示油位;当所述实际油位不高于所述低油位且高于所述警示油位时,触发所述补油操作;
所述补油操作包括:
所述控制系统控制所述第一阀门关闭,所述第二阀门打开,所述油泵抽取所述副油箱内的所述润滑油为所述供油管供油,至所述主油箱内所述实际油位达到所述正常油位后,关闭所述第二阀门,打开所述第一阀门。
8.根据权利要求7所述的控制方法,其特征在于,所述溢流管设有溢流阀,所述溢流阀与所述控制系统电连接,当所述实际油位达到所述高油位时,触发所述排油操作,所述排油操作包括:所述控制系统控制所述溢流阀打开。
9.根据权利要求7所述的控制方法,其特征在于,所述控制方法包括紧急停机操作;
当所述实际油位达到所述警示油位时,触发所述紧急停机操作,所述紧急停机操作包括:所述控制系统控制所述油泵停机。
10.根据权利要求8所述的控制方法,其特征在于,所述控制方法包括紧急冷却操作;
当所述冷却器失效且输送至所述主油箱内的所述润滑油的温度>55℃时,触发所述紧急冷却操作,所述紧急冷却操作包括:所述控制系统控制所述第二阀门打开,所述第一阀门关闭。
说明书: 轧机生产线润滑系统及其控制方法技术领域[0001] 本申请涉及轧机生产线领域,具体而言,涉及一种轧机生产线润滑系统及其控制方法。
背景技术[0002] 一般轧机生产线对应的稀油站均配备有加热器,确保稀油箱内的稀油温度控制在40℃以上,降低稀油粘度,便于出口稀油泵的运转及稀油流速,但是实际的操作过程中,在
油量满足正常使用的前提下,发现大多数南方的钢铁生产车间冬季停机4小时以上后,虽然
利用上述加热器进行了加热,但在循环前期还是容易使油箱油量不足,触发低位报警,影响
恢复生产的时间,无法快速生产,此时若进行补由,则作业人员需要在油桶集中摆放处由人
力把油桶一桶桶转移至所需的加油点,由加油小车把桶内的油抽入油箱,直到恢复油箱技
术要求油位,但在运行一定时间后,油箱内的油位会上涨,此时则需要将稀油自油箱内抽出
来,导致生产效率低。
发明内容[0003] 本申请实施例的目的在于提供一种轧机生产线润滑系统及其控制方法,其能够改善上述至少一个技术问题。
[0004] 第一方面,本申请实施例提供一种轧机生产线润滑系统,其包括供油管、回油管、主油箱、冷却器、副油箱、加热器、油泵组件以及控制系统。
[0005] 其中,主油箱与回油管连通,用于回收回油管内的润滑油,主油箱自上至下预设有间隔布置的高油位以及正常油位。
[0006] 冷却器设置于回油管与主油箱之间,用于选择性冷却输送至主油箱内的润滑油。[0007] 加热器用于加热主油箱内的润滑油。[0008] 油泵组件包括至少一个油泵,每个油泵的出油口与供油管连接,每个油泵的吸油口与主油箱的出油口经第一出油管连通,第一出油管设有第一阀门。
[0009] 副油箱的出油口经第二出油管与第一出油管连通,用于对主油箱补充润滑油,第二出油管设有第二阀门,副油箱经溢流管与主油箱连通,溢流管与主油箱连通的一端高于
溢流管与副油箱连通的一端,溢流管被配置为当主油箱内的润滑油的实际油位达到高油位
时,主油箱内的润滑油经溢流管溢流至副油箱。
[0010] 控制系统与齿轮箱、冷却器、加热器、油泵、第一阀门、以及第二阀门分别电连接,以控制各部件的运行状态。
[0011] 在上述实现过程中,通过上述设置构成润滑油循环回路,通过设置副油箱以存储润滑油,减少了油桶在现场的摆放点,减少现场易燃易爆点,并且在循环时,当主油箱输出
的润滑油无法及时回到主油箱时,可根据实际需求利用副油箱快速对主油箱进行补油,以
快速进行生产,同时当主油箱内的稀油过多时也能够溢流至副油箱内,保证生产效率。并且
基于回油管与齿轮箱之间具有一定的高低落差,因此可以保证润滑齿轮箱内的零部件后的
润滑油能够顺利的输送至主油箱内。
[0012] 正常油位为正常运行的理想油位,实际的正常运行过程中,实际正常运行油位无法一直保持在该理想油位,而是在该理想油位的上下进行一定的波动,因此采用高油位以
及正常油位间隔设置的方式,允许实际正常油位具有一定的波动,当实际油位达到高油位
时,说明主油箱存储的润滑油过多,此时利用溢流管两端的高低落差,使主油箱内多余的润
滑油能够自动通过溢流管排至副油箱中,不需要关闭油泵,即可实现稳定的循环供油。
[0013] 需要说明的是,上述润滑油具体例如为稀油,其为黏度低的润滑油,其在温度较低时黏度会变大,导致流动性变差,具体稀油的种类在此不做限定。
[0014] 在一种可能的实施方案中,溢流管设有溢流阀,控制系统与溢流阀电连接,控制系统用于在实际油位达到高油位时控制溢流阀打开。
[0015] 利用溢流阀的设置,精准调控排出主油箱内的多余的润滑油。[0016] 在一种可能的实施方案中,副油箱未设置加热机构。[0017] 也即是,副油箱内的油温基本处于室温,和外界环境温度差不多,进而在冷却器失效且输送至主油箱内的润滑油的温度>55℃时,能够作为紧急冷却操作的介质,提供一定
的时间抢修冷却器,不需要停机。
[0018] 在一种可能的实施方案中,主油箱内预设有警示油位,警示油位低于正常油位,且警示油位所在的水平面高于主油箱的出油口所在水平面,主油箱设有第一油位检测器,第
一油位检测器用于检测润滑油的实际油位是否达到警示油位。
[0019] 其中,控制系统与第一油位检测器电连接,控制系统用于在实际油位达到警示油位时,控制油泵停机。
[0020] 在上述实现过程中,利用第一油位检测器监测实际油位是否处于警示油位,当实际油位在警示油位时,关闭油泵,避免油泵在无油的情况下运行,导致油泵被损坏。并且利
用警示油位所在的水平面高于主油箱的出油口,可预留一定量的润滑油,给出缓冲时间使
油泵完全停机,避免缓冲阶段的油泵在无油的情况下运转,导致被损坏。
[0021] 在一种可能的实施方案中,主油箱在警示油位与正常油位之间还预设有低油位,主油箱设有第二油位检测器,第二油位检测器用于检测实际油位是否达到低油位;
[0022] 其中,轧机生产线润滑系统包括报警机构,控制系统分别与第二油位检测器、以及报警机构电连接,控制系统用于在实际油位达到低油位时控制报警机构报警。
[0023] 在上述实现过程中,通过在警示油位与正常油位之间还预设有低油位,并且在实际油位达到低油位时控制报警机构报警的设置,可以及时监测到油位下降,在未下降至警
示油位之前便能够对主油箱补充润滑油,提高作业效率,实现长效且稳定的循环供油。
[0024] 第二方面,本申请实施例提供上述第一方面提供的轧机生产线润滑系统的控制方法,其开机供油工艺、补油操作以及排油操作。
[0025] 开机供油工艺包括:[0026] 控制系统控制加热器将主油箱内的润滑油温度加热至40?50℃后,控制系统依次控制轧机生产线上的齿轮箱启动,控制油泵以及第一阀门打开,以将加热的润滑油泵送至
供油管,使润滑油喷射在运转的齿轮箱内的零部件上后再输送至回油管,回油管内的润滑
油输送至主油箱内实现循环供油。
[0027] 排油操作包括:当主油箱内的润滑油的实际油位达到高油位时,将主油箱内的润滑油经溢流管输送至副油箱内。
[0028] 补油操作包括:控制系统控制第一阀门关闭,第二阀门打开,使副油箱内的润滑油经第二出油管泵送至供油管后,经回油管输送至主油箱内。
[0029] 在上述实现过程中,利用上述轧机生产线润滑系统实现润滑油为轧机生产线上的齿轮箱循环供油,通过远程便可对整个系统操作,减少了现场作业人员的劳动强度和安全
风险,提高了作业效率。同时副油箱与主油箱互相配合,有效进行补油操作以及排油操作。
[0030] 在一种可能的实施方案中,主油箱内自上至下依次预设有高油位、正常油位、低油位以及警示油位,警示油位所在的水平面高于主油箱的出油口所在水平面,控制系统能够
实时获得主油箱内润滑油的实际油位并确定实际油位是否达到高油位、正常油位、低油位
以及警示油位;当实际油位不高于低油位且高于警示油位时,触发补油操作。
[0031] 补油操作包括:[0032] 控制系统控制第一阀门关闭,第二阀门打开,油泵抽取副油箱内的润滑油为供油管供油,至主油箱内实际油位达到正常油位后,关闭第二阀门,打开第一阀门。
[0033] 在上述实现过程中,在循环时,当主油箱输出的润滑油无法及时回到主油箱,导致实际油位不高于低油位且高于警示油位时,利用副油箱进行补油操作,根据实际需求利用
副油箱快速对主油箱进行补油,以快速进行生产,同时在主油箱润滑油补充至达到正常油
位时,切换至主油箱进行供油。
[0034] 在一种可能的实施方案中,溢流管设有溢流阀,溢流阀与控制系统电连接,当实际油位达到高油位时,触发排油操作,排油操作包括:控制系统控制溢流阀打开。
[0035] 在上述实现过程中,当补油操作完成后,在没有漏油的前提下,在管道内的润滑油温度上升并输送至主油箱时,此时主油箱内的实际油位上升,达到高位油位时,此时打开溢
流阀,将多余的润滑油自主油箱排到副油箱,不需要关闭油泵,即可实现稳定的循环供油。
[0036] 在一种可能的实施方案中,控制方法包括紧急停机操作。[0037] 当实际油位达到警示油位时,触发紧急停机操作,紧急停机操作包括:控制系统控制油泵停机。
[0038] 在上述实现过程中,利用紧急停机操作,避免在没有润滑油的前提下油泵运行,导致油泵损坏,导致整个润滑系统瘫痪。
[0039] 在一种可能的实施方案中,控制方法包括紧急冷却操作。[0040] 当冷却器失效且输送至主油箱内的润滑油的温度>55℃时,触发紧急冷却操作,紧急冷却操作包括:控制系统控制第二阀门打开,第一阀门关闭。
[0041] 实际的运行过程中,发明人发现在冷却器出现短暂故障或其他原因导致回到主油箱内的润滑油温度过高的情况下,现有的一般需要停机进行维修,影响加工效率,为了解决
上述问题一般操作是选择多台冷却器,但是该设置方式成本较高,且也存在多台冷却器出
现同一问题导致润滑油温度较高的问题。
[0042] 为了解决上述问题,基于轧机生产线润滑系统的设置,此时及时打开副油箱的第二阀门进行出油,关闭第一阀门,采用副油箱供油,由于此时副油箱内润滑油温度正常,因
此利用上述设置可有效短时间内降低进入主油箱内的润滑油温度,为不停产修复冷却器提
供时间。
附图说明[0043] 为了更清楚地说明本申请实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对
范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这
些附图获得其他相关的附图。
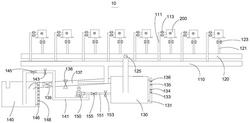
[0044] 图1为轧机生产线润滑系统的结构示意图。[0045] 图标:10?轧机生产线润滑系统;110?供油管;111?进油支管;113?进油阀门;120?回油管;121?回油支管;123?回油阀门;125?温度检测器;130?主油箱;131?第一油位显示
器;133?第一油位检测器;134?第二油位检测器;135?第三油位检测器;136?第四油位检测
器;137?溢流管;138?溢流阀;139?第三手动阀;140?副油箱;141?第二出油管;143?第二阀
门;145?第二手动阀;146?第二油位显示器;148?第二油位检测
传感器;150?油泵;151?第一
出油管;153?第一阀门;155?第一手动阀;200?齿轮箱。
具体实施方式[0046] 为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是
本申请一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本申请实施
例的组件可以以各种不同的配置来布置和设计。
[0047] 因此,以下对在附图中提供的本申请的实施例的详细描述并非旨在限制要求保护的本申请的范围,而是仅仅表示本申请的选定实施例。基于本申请中的实施例,本领域普通
技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范
围。
[0048] 应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
[0049] 在本申请的描述中,需要说明的是,术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该申请产品使用时惯常摆放的方位或位
置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须
具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
[0050] 此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
[0051] 润滑油包括干油和稀油,一般轧机线采用稀油润滑,以下为了便于描述,全部以稀油进行指代。
[0052] 稀油在温度较低时流动性差,因此实际的操作过程中,大多数南方的钢铁生产车间冬季停机4小时以上后,需要利用加热器将油箱内的稀油加热至40℃以上,以减小其粘
度,改善其流动性。但是虽然利用上述加热器进行了加热,但在循环回到油箱内的稀油较
少,导致油箱油量不足,触发低位报警,影响恢复生产的时间,无法快速生产,且稀油的油温
不宜过高,在允许的范围内尽可能提高稀油的温度,还是存在油箱油量不足的情况。
[0053] 经发明人研究发现,上述原因主要在于:大多数南方的钢铁生产车间冬季温度一般较低(≤低温20℃),在长时间停机,具体例如停机4小时以上时,轧机线上的所有的齿轮
箱,管路都会温降至常温,一般一个稀油站供8个齿轮箱、润滑管路长度约500米,所以即使
稀油已经加热,但加热的稀油一旦经过油管、齿轮箱后,设备会快速的带走稀油的热量,导
致稀油温度快速下降,直至稀油粘稠,流动性差,回油速度变慢,导致油箱内稀油较少,需要
额外进行补油操作,且补油操作需要由人力把油桶一桶桶转移至所需的加油点,再抽入油
箱,直到恢复油箱技术要求油位进行生产,影响恢复生产的时间,无法快速生产,同时在使
用一段时间后,由于管道等温度回升以及齿轮持续啮合发热,因此此时稀油温度快速升高,
导致油箱内稀油量持续增多并超出其容积,需要额外抽油进行排出。
[0054] 有鉴于此,特此提出本申请。[0055] 一种轧机生产线润滑系统10,其用于润滑轧机生产线上的齿轮箱200。其中,轧机生产线上可以设置多个,例如两个、三个、五个、八个或十个等齿轮箱200,如图1所示轧机生
产线上设置八个齿轮箱200,轧机生产线润滑系统10对每个齿轮箱200提供稀油以对齿轮箱
200内的零部件进行润滑。
[0056] 轧机生产线润滑系统10包括供油管110、回油管120、主油箱130、副油箱140、油泵组件、冷却器(图未示)、加热器(图未示)、以及控制系统(图未示)。
[0057] 供油管110用于向齿轮箱200内提供稀油,其中,每个齿轮箱200与供油管110经进油支管111连通,其中进油支管111可设有进油阀门113,用于截断和打开进油支管111。
[0058] 回油管120用于输出润滑齿轮箱200后的稀油。也即是,每个齿轮箱200与回油管120经回油支管121连通,回油支管121可设有回油阀门123,用于截断和打开回油支管121。
[0059] 为了保证齿轮箱200润滑效果,保证稀油充分润滑齿轮箱200内的零部件,回油管120可设置于齿轮箱200下方,以通过高低落差的方式,使润滑后的稀油自然流入回油管120
中进行回油。
[0060] 主油箱130与回油管120连通,用于回收回油管120内的稀油。[0061] 其中,主油箱130可以通过泵吸的方式吸取回油管120内的稀油,但是由于回油管120输出的稀油的温度不定,可能会存在稀油较为粘稠的情况,导致泵吸的方式不佳且较为
复杂,因此,可选地,主油箱130位于回油管120的下方,利用高度差的存在,使回油管120内
的稀油自然流至主油箱130内。
[0062] 副油箱140的出油口经第二出油管141与主油箱130连通,用于对主油箱130补充稀油,第二出油管141设有第二阀门143。
[0063] 需要说明的,副油箱140未设置加热机构,也即是副油箱140内的稀油的温度基本保持常温。
[0064] 油泵组件包括至少一个油泵150,其中每个油泵150的出油口与供油管110连接,每个油泵150的吸油口与主油箱130的出油口经第一出油管151连通,第一出油管151设有第一
阀门153。
[0065] 其中,当油泵150的数量为两个以及以上时,例如两个、三个或四个时,两个以及以上的油泵150并联,也即是,在其中一个油泵150损坏的前提下,可采用剩余的任意一个油泵
150进行替换使用。
[0066] 如图1示出的实例中,油泵150的数量为一个。[0067] 可选地,第二出油管141与第一出油管151连通,也即是,一台油泵150不仅仅可以抽取主油箱130内的稀油,还可抽取副油箱140内的稀油,一泵两用,效率高且结构紧凑。
[0068] 综上,通过上述设置,轧机生产线润滑系统10形成一个闭合的循环回路,以稳定的对齿轮箱200进行润滑。
[0069] 其中,冷却器设置于回油管120与主油箱130之间,用于选择性冷却输送至主油箱130内的稀油。
[0070] 可选地,回油管120设有温度检测器125,温度检测器125位于冷却器靠近主油箱130的一侧,控制系统与温度检测器125电连接以获得输送至主油箱130内的稀油温度。利用
温度检测器125的设置获得输送至主油箱130内的稀油温度,一方面可根据实际的需求控制
冷却器或加热器处理主油箱130内的稀油,另一方面,当实际液位下降时,也可以根据输送
至主油箱130内的稀油温度判断,是否是因为温度过低导致的原因,以针对该具体原因进行
调控。
[0071] 加热器用于选择性加热主油箱130内的稀油。[0072] 控制系统,具体例如为PL第三油位检测器系统,控制系统与齿轮箱200、冷却器、加热器、油泵150、进油阀门113、回油阀门123、第一阀门153、以及第二阀门143分别电连接,以
控制各部件的运行状态。
[0073] 需要说明的是,上述进油阀门113、回油阀门123、第二阀门143、以及第一阀门153均为电动阀,此时利用控制系统与电动阀电连接以远程控制对应阀门的关闭以及打开。
[0074] 可选地,如图1示出的轧机生产线润滑系统10中,上述第二出油管141设有第二手动阀145,第一出油管151设置有第一手动阀155,其中第二手动阀145以及第一手动阀155被
配置为常开,以在对应管道的电动阀出现故障时利用第二手动阀145、第一手动阀155分别
控制对应管道的通断。
[0075] 其中,主油箱130可设有第一油位显示器131以及检测实际油位变化的第一油位检测传感器,第一油位显示器131与第一油位检测传感器电连接以显示实际油位变化,便于肉
眼观察油位的情况,及现场设备点检人员对设备点检。
[0076] 在一些示例中,第一油位检测传感器为带状油位检测器,其与控制系统电连接,且带状油位检测器竖向布置于主油箱130内,自主油箱130的底壁向顶壁延伸,此条件下,带状
油位检测器的数量可以为一个。
[0077] 如图1所示的轧机生产线润滑系统10,主油箱130内自上至下依次预设有间隔布置的高油位、正常油位、低油位以及警示油位,警示油位所在的水平面高于主油箱130的出油
口所在水平面。
[0078] 此时第一油位检测传感器包括第一油位检测器133、第二油位检测器134第三油位检测器135、以及第四油位检测器136,第一油位检测器133用于检测稀油的实际油位是否达
到警示油位,第二油位检测器134用于检测实际油位是否达到低油位。第三油位检测器135
用于检测实际油位是否达到正常油位。第四油位检测器136用于检测实际油位是否达到高
油位。
[0079] 第一油位检测器133、第二油位检测器134、第三油位检测器135以及第四油位检测器136分别与控制系统电连接,用于将检测结果反馈至控制系统。
[0080] 也即是,本领域技术人员基于上述第一油位检测器133、第二油位检测器134、第三油位检测器135以及第四油位检测器136,可获得实际油位的变化情况。
[0081] 控制系统用于在实际油位达到警示油位时,控制油泵150停机,避免油泵150在无油的条件下运行,导致被损坏。
[0082] 其中,轧机生产线润滑系统10包括报警机构(图未示),控制系统与报警机构电连接,控制系统用于在实际油位达到低油位时控制报警机构报警。
[0083] 可选地,副油箱140经溢流管137与主油箱130连通,溢流管137与主油箱130连通的一端高于溢流管137与副油箱140连通的一端,进而通过高度落差将多余的稀油溢流至副油
箱140。溢流管137被配置为当实际油位达到高油位时,主油箱130经溢流管137溢流。
[0084] 在一些可选地示例中,主油箱130与溢流管137的连通处可位于高油位处,此时,只要实际油位到达高油位时,主油箱130就能够经溢流管137溢流,此时溢流管137可不设置阀
门。
[0085] 如图1所示的轧机生产线润滑系统10中,溢流管137设有溢流阀138,控制系统与溢流阀138电连接,控制系统用于在实际油位达到高油位时控制溢流阀138打开。此时,不限定
主油箱130与溢流管137的连通处必须位于高油位处,其可以略低于高油位。
[0086] 其中溢流阀138为电动阀,控制系统与溢流阀138电连接,以远程控制溢流管137的通断。
[0087] 如图1示出的轧机生产线润滑系统10中,溢流管137还设有第三手动阀139,其中第三手动阀139常开设置,用于在溢流阀138故障时手动关闭和开启。
[0088] 无论哪种设置条件,副油箱140顶壁所在的水平面均可低于主油箱130的顶壁所在的水平面,便于设置高低差较佳的溢流管137,保证溢流效果。
[0089] 可选地,副油箱140设有第二油位显示器146以及检测实际油位变化的第二油位检测传感器148,第一油位显示器131与油位检测传感器电连接以显示实际油位变化,便于肉
眼观察油位的情况,及现场设备点检人员对设备点检。
[0090] 可选地,第二油位检测传感器148的数量为多个,多个第二油位检测传感器148自上至下依次间隔布置,利用第二油位检测传感器148的设置,一方面便于量化对主油箱130
稀油的补充,以每个第二油位检测传感器148为一个节点,检测至副油箱140补充完稀油后,
自动停止补充,另一方面,便于远程集中观察补充稀油时副油箱140内的稀油变化,并且在
主油箱130内的第一油位检测传感器发生故障时作为参考,以精准补油。
[0091] 本实施例还提供上述如图1所示的轧机生产线润滑系统10的控制方法,其包括开机供油工艺、补油操作、排油操作、紧急停机操作以及紧急冷却操作。
[0092] 开机供油工艺包括:[0093] 控制系统控制加热器将主油箱130内的稀油温度加热至40?50℃后,控制系统依次控制轧机生产线上的齿轮箱200启动,控制油泵150以及第一阀门153打开,以将加热的稀油
泵150送至供油管110,使稀油喷射在运转的齿轮箱200内的零部件上后再输送至回油管
120,回油管120内的稀油输送至主油箱130内实现循环供油。
[0094] 其中,上述先控制轧机生产线上的齿轮箱200启动,不仅避免长时间停机的设备会快速的带走稀油的热量,而且可利用通过齿轮箱200内齿轮转动啮合摩擦产生的热量提高
稀油温度,可快速进行生产。上述稀油经回油管120无压回油,回油的主要压力来自于高低
位落差,简化结构,同时自回流管输入主油箱130内的稀油经过温度检测器125,用于反馈温
度,便于作业人员或控制系统进行实际作业。
[0095] 具体地,基于上述第一油位检测器133、第四油位检测器134、第二油位检测器135以及第三油位检测器136的设置,第一控制系统能够实时获得主油箱130内稀油的实际油位
并确定实际油位是否达到高油位、正常油位、低油位以及警示油位。
[0096] 补油操作包括:控制系统控制第一阀门153关闭,第二阀门143打开,使副油箱140内的润滑油经第二出油管泵送至供油管110后,经回油管输送至主油箱130内。
[0097] 具体地,当实际油位不高于低油位且高于警示油位时,触发补油操作。[0098] 补油操作包括:[0099] 控制系统控制第一阀门153关闭,第二阀门143打开,油泵150抽取副油箱140内的稀油为供油管110供油,至主油箱130内实际油位达到正常油位后,主油箱130关闭第二阀门
143,打开第一阀门153。
[0100] 其中,导致上述主油箱130内稀油油位下降的原因包括:1、由于外界温度较低,实际的使用过程中,在较低的自然环境温度下的设备吸取稀油温度后,会使进入主油箱130内
的稀油温度降低较多,此时稀油会变得非常粘稠,稀油在无压回油状态下,会流速较慢,当
出油量大于回油量后,主油箱130的油位会缓慢下降,直至低位报警。2、漏油,导致进入主油
箱130内的稀油温度降低较多。
[0101] 当实际油位不高于低油位且高于警示油位时,在进行实际的补油操作前,先根据温度检测器125反馈的稀油油温,预先判断是否是由于温度原因导致的。若是,则直接进行
补油操作,若不是,则先进行排查漏油点,在排查确定无漏油点或排查并处理完漏油点后,
再触发补油操作。若无法判断,则先进行排查漏油点,在排查确定无漏油点或排查并处理完
漏油点后,再触发补油操作。利用上述操作,可提前发现漏油问题,有效减少漏油量,同时避
免环境。
[0102] 其中,将副油箱140内任意相邻的两个第二油位检测传感器148限定的空间的稀油作为一格油,补油可以根据实际需求,一格一格进行补充,便于观察且避免补充过多。
[0103] 上述补油操作中,至主油箱130内实际油位达到正常油位后,也即是确保主油箱130内实际油位高于低油位后,基于实际运行时间,此时稀油的粘稠度将恢复正常流速,此
时进行主油箱130供油。但是由于副油箱140被抽取了部分进行供油,因此当稀油能够保持
在30?40℃后,主油箱130的油位会逐渐升高,直至溢出。
[0104] 可选地,当实际油位达到高油位时,触发排油操作,排油操作包括:将主油箱内的润滑油经溢流管输送至副油箱内。
[0105] 如图1所示的轧机生产线润滑系统,排油操作包括:控制系统控制溢流阀138打开。[0106] 可选地,当实际油位达到警示油位时,触发紧急停机操作,紧急停机操作包括:控制系统控制油泵150停机。
[0107] 可选地,当冷却器失效且输送至主油箱130内的稀油的温度>55℃时,触发紧急冷却操作,紧急冷却操作包括:控制系统控制第二阀门143打开,第一阀门153关闭。并且实际
应用中,会存在操作人员忘记开关加热器和冷却器,导致主油箱130内的温度过高或过低,
而副油箱140的设置以及特定连接方式,能够补偿因操作人员的失误导致主油箱130内温度
过高、过底的现象。
[0108] 综上,本申请提供的轧机生产线润滑系统,构成稀油循环回路,通过设置副油箱以存储稀油,减少了油桶在现场的摆放点,减少现场易燃易爆点,并且在循环时,当主油箱输
出的稀油无法及时回到主油箱时,可根据实际需求利用副油箱快速对主油箱进行补油,减
少了因异常情况需要进行对主油箱补充稀油的作业时间,并且可以克服绝大多数南方的钢
铁生产车间冬季因为停机4小时以上后无法快速生产的问题,有效的保证了齿轮箱的润滑
及运转,同时当主油箱内的稀油过多时也能够溢流至副油箱内,保证生产效率。上述轧机生
产线润滑系统的控制方法,通过远程便可对整个系统操作,及时对异常情况处理,减少了现
场作业人员的劳动强度和安全风险,提高了作业效率。
[0109] 以上仅为本申请的优选实施例而已,并不用于限制本申请,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、
等同替换、改进等,均应包含在本申请的保护范围之内。
声明:
“轧机生产线润滑系统及其控制方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1080
编辑:管理员
来源:广东韶钢松山股份有限公司
1080
编辑:管理员
来源:广东韶钢松山股份有限公司



 咨询细节
咨询细节






































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 















