1.本技术涉及镁碳砖制备领域,特别涉及一种智能化的炼钢用镁碳砖原料破碎系统以及破碎方法。
背景技术:
2.在镁碳砖的制备过程当中,镁碳砖原料的破碎是至关重要的流程之一。
3.相关技术当中,镁碳砖的破碎过程主要通过人工方式完成。操作人员借助铲车作为原料的运输工具,破碎机器作为原料的破碎工具,在成块原料运输到位之后,通过人工操作与机械自动化操作结合的方式将成块原料进行破碎。
4.然而,相关技术中所使用的原料破碎方法自动化程度较低,由于破碎工序时间较长,通常需要进行分组管理,在分组管理的交互不畅的情况下,会对于原料的破碎的质量造成影响。
技术实现要素:
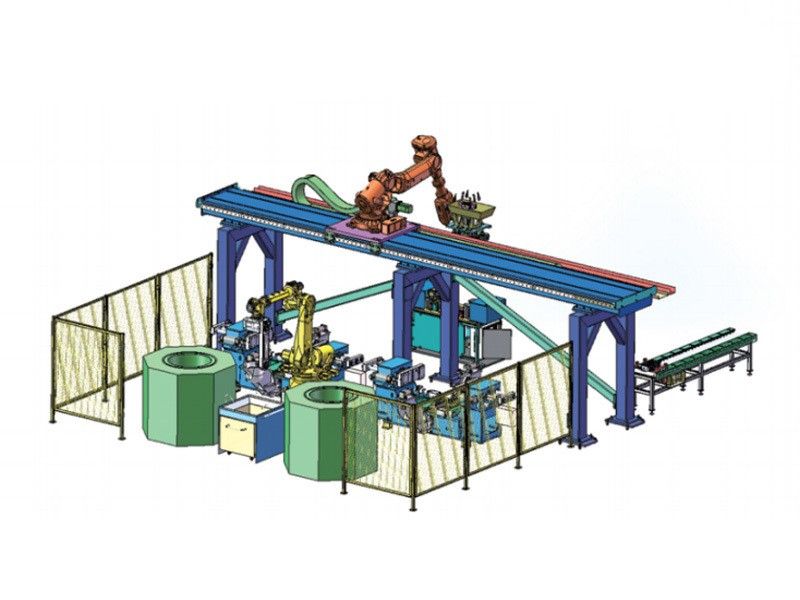
5.本技术关于一种智能化的炼钢用镁碳砖原料破碎系统以及破碎方法,使得镁碳砖原料的破碎过程集成化,提高对于镁碳砖原料的破碎效率,该技术方案如下:一方面,提供了一种智能化的炼钢用镁碳砖原料破碎系统,该系统包括控制器、运输模块、料仓以及破碎模块;控制器与运输模块、料仓以及破碎模块通信连接;料仓以及破碎模块通过运输模块连接;料仓包括破碎原料仓、分级破碎成品仓;控制器,用于接收任务信号,任务信号用于指示破碎任务;基于任务信号生成运输控制信号以及破碎控制信号;将运输控制信号发送至运输模块,并将破碎控制信号发送至破碎模块;运输模块,用于接收运输控制信号,基于运输控制信号将未破碎原料从破碎原料仓运输至破碎模块;破碎模块,用于接收破碎信号,根据破碎信号对未破碎原料进行破碎,得到破碎原料;根据破碎原料的类型对破碎原料进行缓存;运输装置,用于响应于破碎原料破碎并缓存完成,将破碎原料运输至与破碎原料对应的破碎成品仓中。
6.在一个可选的实施例中,智能化的炼钢用镁碳砖原料破碎系统还包括拆包模块;拆包模块与控制器通信连接,且拆包模块与料仓通过运输模块连接;控制器,还用于基于任务信号生成料仓储量检测信号;向破碎原料仓发送料仓储量检测信号;破碎原料仓,用于接收料仓储量检测信号;基于料仓储量检测信号向控制器反馈当前破碎原料储量;
控制器,用于接收当前储量;响应于当前储量未达到储量要求,生成拆包信号以及入仓信号,拆包信号包括原料类型以及拆包数量;将拆包信号发送至拆包模块;向运输模块发送入仓信号;拆包模块,用于接收拆包信号,基于拆包信号对包装原料进行拆包,得到破碎原料;运输模块,用于响应于拆包完成,将未破碎原料运输至破碎原料仓中。
7.在一个
声明:
“智能化的炼钢用镁碳砖原料破碎系统以及破碎方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 698
编辑:北方有色网
来源:江苏苏嘉集团新材料有限公司
698
编辑:北方有色网
来源:江苏苏嘉集团新材料有限公司



 咨询细节
咨询细节












































































 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日 









