全部
▼
 943
943

|
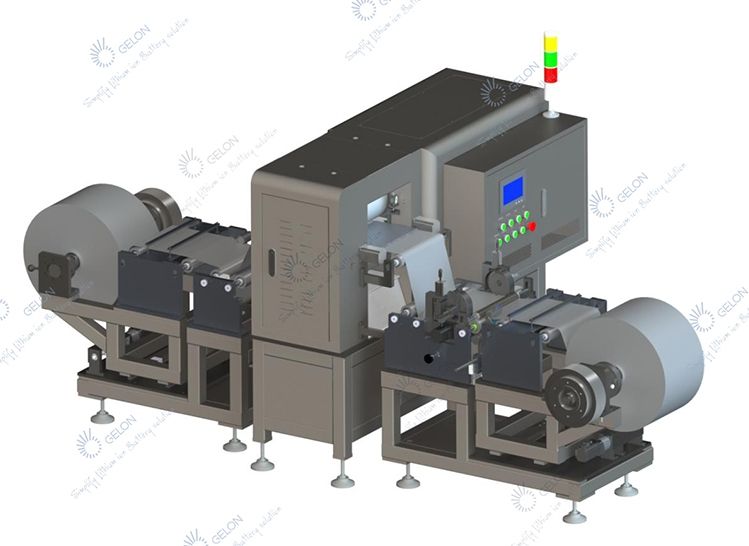
设备概述 |
1.主要应用于锂离子电池正、负极片的连续轧制,使极片达到合适的密实度,并根据涂布厚度达到极片厚度要求 2.设备分为放卷、主机、和收卷三部分分体结构,实现自动放卷和收卷功能 |
|
设备功能 |
1.使极片在轧辊的碾压下,使极片达到合适的密实度,并根据涂布厚度达到极片厚度要求。本设备采用伺服调节轧辊间隙,线速度通过变频器调节实现无级调速 |
|
名称 |
参数 |
备注 |
|
轧辊尺寸 |
Φ210mm×330mm |
辊面直径×辊面宽度 |
|
有效使用宽度 |
300mm |
|
|
放卷轴 |
3英寸*350mm |
|
|
收卷轴 |
3英寸*350mm |
|
|
纠偏控制 |
超声波纠偏装置 |
|
|
纠偏精度 |
±0.5mm |
|
|
张力调节范围 |
0~25kg |
|
|
极片张力控制 |
闭环控制系统转距25N.M |
|
|
机器速度 |
2~8r/min |
|
|
机器效率 |
0.8~5m/min |
|
|
轧辊材质 |
9Cr3Mo |
|
|
辊身表面硬度 |
HRC66-68 |
轧辊热处理 |
|
轧辊调质 |
HB280-300 |
|
|
淬火深度 |
≥18MM |
|
|
轧制后极片厚度均匀度 |
≤±0.002mm |
客户保证涂布均匀度的前提下,压辊布局两辊上下水平布置 |
|
轧辊转速 |
2~8rpm无级变速可调 |
|
|
辊间隙调整 |
在无压力条件下伺服电机通过减速器带动滚珠丝杆,调整上下辊系间两锲块的相对位置,实现辊缝精确调整,微调范围0~100μm,通过触摸屏设定 |
|
|
辊缝调节范围 |
0~2.0mm |
|
|
施压方式 |
电动液压泵 |
|
|
轧辊镀铬厚度 |
≥0.18mm |
|
|
轧辊材质 |
HRC 60-62 的硬化钢 |
轧辊材质 |
|
辊压硬度 |
60-62 HRC |
切勿辊压硬度>50HRC的材料 |
|
淬火层深度 |
18~25mm |
|
|
最大轧制力 |
Max. 25T |
|
|
辊缝调节范围 |
0~2mm |
|
|
轧辊间隙调节精度 |
0.003mm |
|
|
环境温度 |
25±3℃ |
|
|
相对湿度
|
10%~30%RCH,应保证现场空气干燥畅通、无酸碱腐蚀 |
|
|
气源 |
0.6MPa~0.8MPa |
气压波动±1% (除水、无油、过滤、稳压后的清洁空气) |
|
压缩空气消耗量 |
0.3m³/h |
|
|
电源 |
AC380V/50Hz |
根据客户需求定制 |
|
设备功率 |
3.6KW |
|
|
设备尺寸 |
≈L3983*W1570*H1255mm |
|
|
设备总重量 |
≈2.2T |
液压辊压机+收放卷 |
|
设备安装地面承重 |
>2.5T/m2 |
|



 咨询底价
咨询底价































































































 贵州 - 贵阳
贵州 - 贵阳 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日




















